無縫套筒對聯(lián)合收割機鏈條耐磨性能的影響
2024-04-26 17:55:10尚文帥許全全劉天才尚召華劉俊宏
南方農(nóng)機 2024年8期
尚文帥 ,許全全 ,劉天才 ,尚召華 ,劉俊宏
(青島征和工業(yè)股份有限公司,山東 青島 266000)
0 引言
農(nóng)機用帶附板滾子鏈條(以下簡稱農(nóng)機鏈),廣泛應用于農(nóng)業(yè)行走機械上,其特點是鏈條上帶有附件,通過在鏈條上安裝二級附件,實現(xiàn)對谷物的輸送功能,因此被聯(lián)合收割機等農(nóng)業(yè)行走機械所普遍采用。帶有K 型附件的ZGS38 農(nóng)機鏈條結(jié)構(gòu)如圖1 所示,由內(nèi)鏈板1、外鏈板2、附件3、套筒4、銷軸5、滾子6 等零件組成。內(nèi)鏈板、套筒和滾子組裝成內(nèi)鏈節(jié),銷軸和外鏈板組成外鏈節(jié),附件、套筒和滾子組裝成附板鏈節(jié),三者按一定順序組裝在一起,形成農(nóng)機鏈條,其中套筒和銷軸為鉸鏈接觸部件。
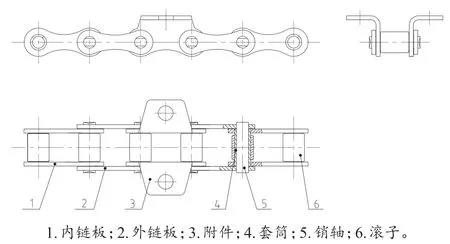
圖1 鏈條結(jié)構(gòu)
農(nóng)機鏈條的工作環(huán)境十分惡劣,絕大多數(shù)是開式傳動,不經(jīng)常潤滑或缺少潤滑[1]。開式傳動、環(huán)境惡劣或潤滑密封不良時,極易引起鉸鏈磨損,造成磨損失效,從而縮短鏈條使用壽命[2],鉸鏈磨損后的內(nèi)鏈節(jié)和外鏈節(jié)如圖2 所示。有時農(nóng)業(yè)收獲機終端用戶因為鏈條磨損失效,而被迫中斷作業(yè)等待維修,但由于收獲作業(yè)所在地往往比較偏遠,且道路以土路為主,交通不便,給機手造成了時間浪費,帶來了很大的經(jīng)濟損失。因此,提高農(nóng)機鏈的耐磨性能,具有非常重要的現(xiàn)實意義。

圖2 磨損后的鏈節(jié)
農(nóng)用行走機械傳動滾子鏈,其常見的失效形式是磨損[3]。對于農(nóng)機鏈來說,影響其磨損性能的關(guān)鍵零件是滲碳套筒和銷軸[4]。套筒結(jié)構(gòu)分為有縫套筒和無縫套筒兩種,如圖3 所示。目前國內(nèi)絕大多數(shù)國產(chǎn)聯(lián)合收割機中的農(nóng)機鏈采用有縫套筒,但隨著收割機喂入量逐年增大,使得工況愈加惡劣,其耐磨性能難以滿足工況需求。本文通過對有縫套筒磨損機制分析、無縫冷擠套筒與有縫套筒性能對比、臺架試驗驗證三方面進行研究,分析無縫冷擠套筒(以下簡稱無縫套筒)對于農(nóng)機鏈耐磨性能的影響。
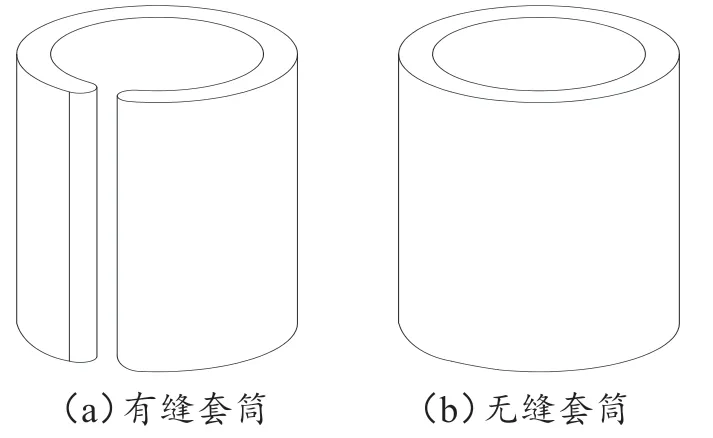
圖3 套筒結(jié)構(gòu)
1 有縫套筒磨損機制分析
1.1 磨損形貌
為了解磨損狀況,找到一臺國產(chǎn)小麥聯(lián)合收割機,其使用的農(nóng)機鏈為有縫套筒,已經(jīng)作業(yè)350 h 左右(約一個收獲季),因磨損失效無法繼續(xù)使用,對其套筒、銷軸零件進行拆解分析。
經(jīng)過對整鏈的銷軸與套筒進行拆解,發(fā)現(xiàn)如下:1)銷軸外表面與套筒內(nèi)表面均出現(xiàn)環(huán)形磨損痕跡,環(huán)形磨損面積大則磨損程度較為嚴重,反之則磨損程度較輕;2)從同一條鏈條上拆下的零件,不同銷軸、套筒之間環(huán)形磨損面積大小不一。
針對磨損面積大小不一的現(xiàn)象,又進一步觀察發(fā)現(xiàn)如下規(guī)律:1)凡是磨損較為嚴重的套筒,套筒接縫均位于環(huán)形磨損面內(nèi),如圖4(c)所示,中間縫隙為接縫,與其配合使用的銷軸也磨損較為嚴重,如圖4(a)所示。2)凡是磨損較輕的套筒,接縫均不在環(huán)形磨損面內(nèi),如圖4(d)所示,與其配合使用的銷軸磨損較輕,如圖4(b)所示。
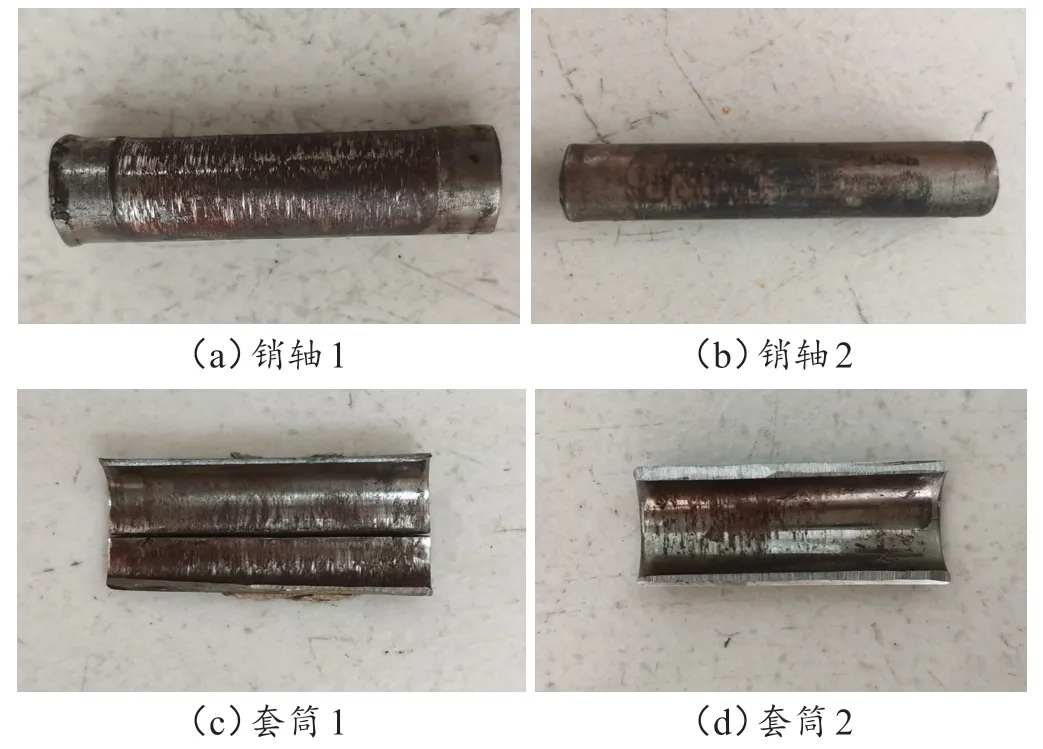
圖4 磨損后的銷軸的套筒
1.2 磨損機制分析
對于同一鏈條不同零件磨損程度差異較大的現(xiàn)象,分析其原因在于:有縫套筒經(jīng)卷制而成,存在接縫,其與內(nèi)鏈板裝配后,接縫位置隨機排布,當鏈條轉(zhuǎn)動時,如圖5 所示,接縫一旦位于鉸鏈摩擦副可轉(zhuǎn)動角度α范圍內(nèi),如圖6 所示,銷軸便會與套筒接縫發(fā)生接觸,接縫進入銷軸與套筒接觸的一瞬間,便會產(chǎn)生振動和沖擊,同時出現(xiàn)鉸接觸面積減少的現(xiàn)象。隨著鏈條轉(zhuǎn)動,鉸接處便會產(chǎn)生小能量、低周期的循環(huán)沖擊,加劇軸套之間的磨損,所以套筒接縫處磨損程度比較嚴重。
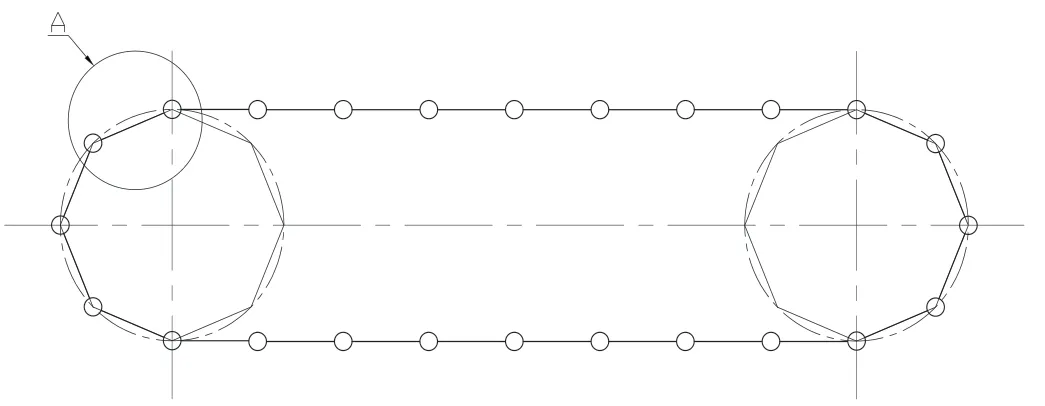
圖5 鏈傳動簡化圖
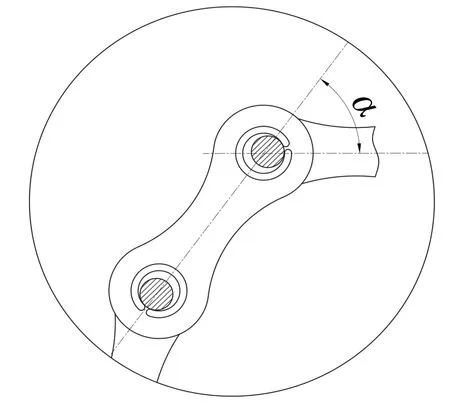
圖6 A處放大視圖
鏈條與鏈輪嚙合實現(xiàn)傳動功能。鏈節(jié)在進入和退出嚙合時,相鄰鏈節(jié)發(fā)生相對轉(zhuǎn)動,即在鉸鏈處的銷軸和套筒間有相對轉(zhuǎn)動,引起磨損[5]。軸套磨損引起鏈節(jié)節(jié)距變長,使?jié)L子與鏈輪齒廓嚙合接觸面后移。因滾子與齒廓之間主要為滾動摩擦[6],這會使鏈條與鏈輪的嚙合狀態(tài)惡化,加劇傳動過程中的振動與沖擊,加劇鏈條整體磨損。
2 有縫套筒與無縫套筒差異對比
無縫套筒采用的是冷擠壓成型的方式[7],不存在接縫。根據(jù)有縫套筒磨損機制可以推斷,無縫套筒更有利于提高鏈條耐磨性能。
為了更充分驗證接縫對于鏈條磨損的影響,排除其他因素干擾,分別對兩種套筒進行檢測。本次被測樣本材質(zhì)相同,均取自同一批次、設備和工藝加工的零件,對其內(nèi)孔表面粗糙度、熱處理后硬度、金相組織、滲碳層厚度等影響磨損的因素進行檢測對比。
2.1 內(nèi)孔表面粗糙度
零件表面粗糙會加劇鏈條磨損[8]。對兩種套筒隨機抽樣各10 個,使用SJ-410 型粗糙度儀測量內(nèi)孔表面粗糙度Ra(輪廓算術(shù)平均偏差),無縫套筒內(nèi)孔表面粗糙度平均值比有縫套筒小0.038 μm,雖然無縫套筒略優(yōu),但差異不明顯,如表1所示。

表1 粗糙度測量結(jié)果 單位:μm
2.2 熱處理后硬度
材料表面的硬度是影響耐磨性能的主要因素[9],套筒采用滲碳熱處理加工方式。各隨機取樣10 件,使用維氏硬度計,以HV0.2 kg的試驗力,對套筒表面和心部硬度進行測量,測得兩種套筒硬度平均值基本接近,差異不大,如表2所示。

表2 維氏硬度測量結(jié)果
2.3 金相組織
使用金相顯微鏡放大500 倍后,套筒金相組織如圖7 所示。兩種套筒表層均為細針狀回火馬氏體+殘余奧氏體(1 級);心部均為較均勻的回火馬氏體,二者金相組織基本一致,如圖7所示。
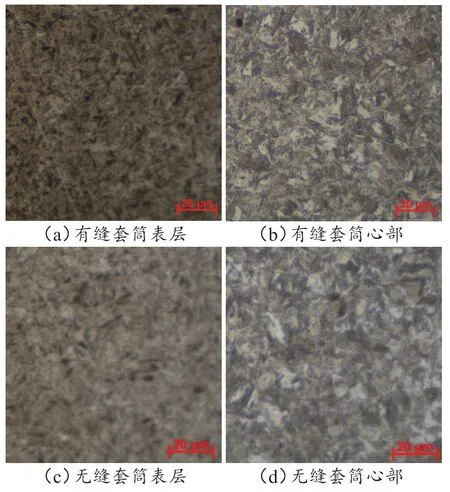
圖7 套筒金相組織
2.4 滲碳層厚度
使用金相顯微鏡,對兩種套筒的滲碳層厚度進行檢測,結(jié)果顯示基本相同,如表3所示。

表3 滲碳層厚度 單位:mm
3 磨損試驗驗證
鏈條磨損性能的測試研究在國內(nèi)已有一定的工作基礎[10]。磨損歷來是鏈條產(chǎn)品最敏感而又最易察覺到的技術(shù)指標之一[11]。鏈條磨損性能評價參數(shù)一般采用對鏈傳動工作可靠性產(chǎn)生直接影響的磨損伸長率表示[1]。磨損伸長率越小,則表示鏈條耐磨性能越好,反之則表示鏈條耐磨性能越差。鏈條磨損伸長率ε計算公式如式(1)所示。
其中,L0為初始鏈長,L1為磨損后測得的鏈長[1]。
3.1 試驗樣鏈
選用型號為ZGS38 的農(nóng)機滾子鏈,此種鏈條在國產(chǎn)小麥和玉米聯(lián)合收割機上應用極為廣泛,具有代表性。試驗用鏈條為2 條(各62 節(jié)),分別安裝有縫套筒和無縫套筒,套筒零件均為隨機裝配,兩種套筒材質(zhì)相同,且采用同一熱處理工藝進行熱處理。鏈條其余組成零件相同,均為同一批次生產(chǎn)零件。鏈條只在試驗前進行一次預潤滑,試驗過程中不再進行潤滑。鏈條主要結(jié)構(gòu)參數(shù)如表4所示。

表4 ZGS38農(nóng)機滾子鏈主要參數(shù) 單位:mm
3.2 試驗工況參數(shù)
本次試驗在封閉力流式試驗臺上進行,鏈條張緊邊工作張力F=2.25 kN,主動和從動鏈輪齒數(shù)均為16,主動鏈輪轉(zhuǎn)速為600 r/min,試驗時間為240 h,試驗過程中不進行潤滑。
3.3 試驗結(jié)果
利用LCC-2.5M 數(shù)顯鏈長測量儀,在測量載荷為450 N 時,每間隔24 h 測量一次整鏈長度(不含連接鏈節(jié)),經(jīng)過240 h 磨損對比試驗后,兩種鏈條的磨損伸長率如圖8 所示,磨損后伸長量如表5 所示。

表5 鏈條磨損后伸長量 單位:mm
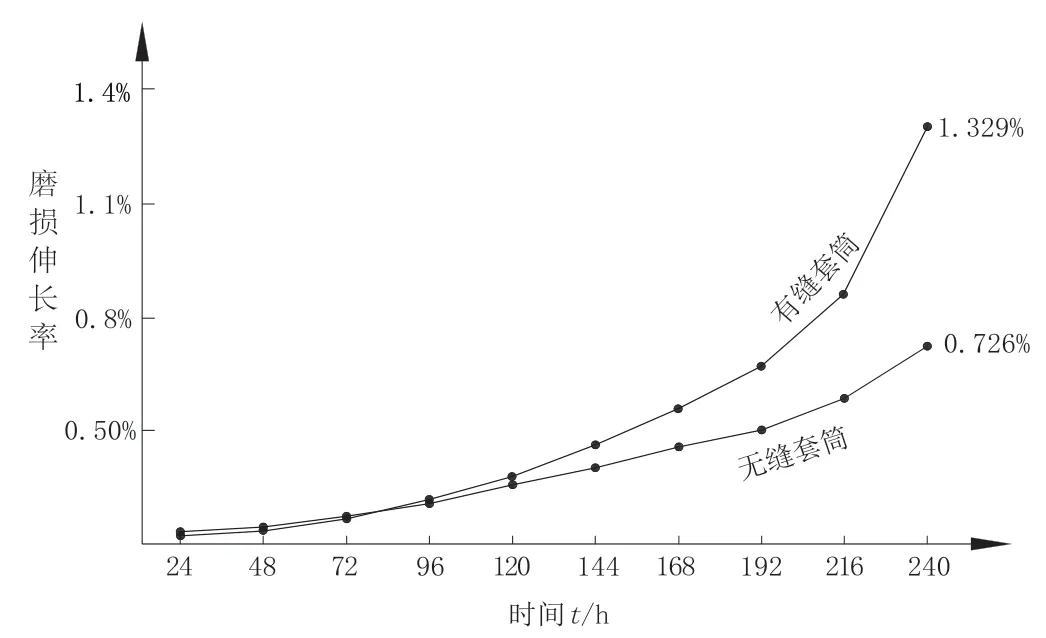
圖8 鏈條磨損伸長率
從試驗結(jié)果來看,以96 h 為節(jié)點,在此節(jié)點之前,兩種鏈條耐磨伸長率是大致重合的,在此節(jié)點之后,兩者的磨損伸長率差值開始加大,隨著時間的增加,差值越來越大。試驗終止時,安裝有縫套筒的鏈條伸長率為1.329%,安裝無縫套筒的鏈條伸長率為0.726%,磨損伸長率相差0.603%,磨損伸長量相差13.998 mm,后者的耐磨性能明顯優(yōu)于前者。
4 結(jié)論
1)在套筒零件隨機裝配和無油潤滑的試驗條件下,無縫套筒鏈條耐磨性優(yōu)于有縫套筒鏈條。
2)有縫套筒鏈條運行過程中,當銷軸與套筒接縫鉸接觸時,便會在軸套之間產(chǎn)生小能量、低周期的循環(huán)沖擊,加劇軸套之間的磨損,導致鏈條磨損速度加快。
3)無縫套筒鏈條可以延長聯(lián)合收割機中鏈條的使用壽命,減少因磨損失效導致的停機維修時間,有一定的實際應用價值。
