基于ABAQUS 的農業機械銅鋼復合板彎片沖壓模擬與模具設計探究*
2024-05-07 07:48:46張志紅
南方農機 2024年9期
關鍵詞:分析
劉 潔 ,張志紅
(晉中信息學院智能工程學院,山西 晉中 030800)
機械模具加工涉及諸多的內容,在實踐中為了實現機械模具加工科學化、合理化,要結合實際狀況對不同模塊進行綜合分析,實現管理規范化[1-2]。通過ABAQUS 技術進行軟件模擬以及綜合分析,可以采集農機設備的信息數據,有利于優化與完善沖壓技術。
1 基于ABAQUS 的農業機械銅鋼復合板彎片沖壓模擬與模具設計分析
1.1 構建有限元模型
通過三維軟件構建農業機械設備模型,利用CATIA 軟件設計板料以及模具幾何模型,綜合各項參數以及要求確定壓邊圈。分析數值計算收斂性,適當增加外形尺寸,設計沖壓模擬模具,在設計中分析彎片外壁確定凹模尺寸;參考彎片內壁確定凸模尺寸參數。
1.2 條件設置
設置初始以及邊界條件,應用對稱性的邊界條件進行分析,對模型進行綜合模擬計算分析,溫度參數設置為600 ℃,分析在此溫度下銅板、鋼板的應力及其應變曲線參數。其中銅板彈性模量參數為125 GPa,泊松比為0.33;鋼板彈性模量為150 GPa,泊松比為0.302。在600 ℃狀態中的應力應變曲線如圖1所示。
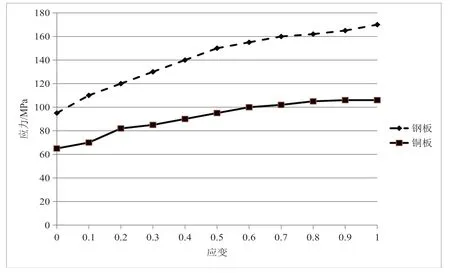
圖1 600 ℃狀態中的應力應變曲線
在固定凹模中要預留一定間隙,以保障剛性邊壓裝置以及板料連接的穩定性。綁定銅板和鋼板結構進行模擬連接,將摩擦系數設置為0.2,分析模擬中金屬的變化以及成形狀態,對準靜態的整體變化過程進行綜合性分析,在ABAQUS/Explicit 軟件支持之下進行計算分析。在計算中,要分析效率等因素,分析慣性力變化,如果慣性力不對模擬過程產生影響,則可以根據實際狀況調整,增加模擬的速率,在短時間內進行模擬分析。通過對比判斷最終結果,獲得沖壓速率參數為5.88 m/s,而在模擬中總時長為0.05 s。在模擬分析中可以不考慮各個零部件在溫度變化下產生的影響[3]。
1.3 網格劃分
在沖壓處理中,對于板料以及凹凸模圓角接觸位置的精度要求嚴格,要根據實際狀況進行調整控制,保障符合技術要求。而對于其他位置則沒有嚴格的精度要求。因此在布局設置時要提高網格的精密性,重點處理板料以及凹凸模接觸位置,對于其余位置則可以通過整體優化的方式進行布置。在分析中,忽略模具以及壓邊導致的形變等相關問題,將其設置為離散性剛性體結構,而單元則為基于R3D4 四節點形成的雙線性特征的剛性四邊形。板料具有三維可變形體的特征,在Shell 單元中優化,單元結構為S4R 四節點曲面薄殼結構。
1.4 凹模圓角模擬
在凹模中壓入毛坯板料材質,在處理中會產生一定的力矩以及摩擦,凹模受到影響會產生一定內應力。如果凹模圓角參數過小,則會導致板料的徑向拉應力呈現增大的趨勢,這樣會在結構的表面上出現顯著的劃傷等問題;反之,如果凹模圓角參數過大,則會導致板料的懸空面積呈現顯著的增大趨勢,整體上導致壓邊的面積逐漸減小,進而造成板料褶皺等問題。
在進行凹模圓角設計中,要做好厚度參數控制,根據模具尺寸等相關參數進行綜合分析,保障不高于板料厚度的5 倍[4]。在進行模擬分析時,要做好各項參數設置,其中銅板料則要通過三種圓角進行熱沖壓成型處理,分析最大應力變化。通過分析發現銅板、鋼板彎片的內弧中均出現了最大成型應力,而如果其參數變量沒有出現變化,通過增大模具的圓形半徑可以有效避免出現成型彎片應力集中等問題,這樣可以達到控制彎片的最大成型應力的目的。不同圓角半徑鋼板和銅板的最大應力數值如表1 所示。通過熱沖壓進行成型處理之后,分析厚度變化以及各項數值,如表2所示。
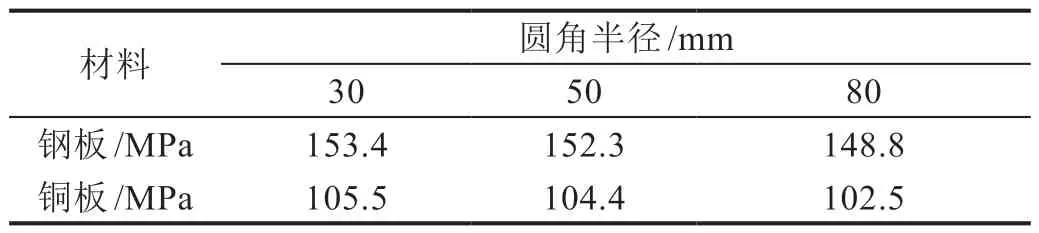
表1 不同圓角半徑鋼板和銅板的最大應力數值
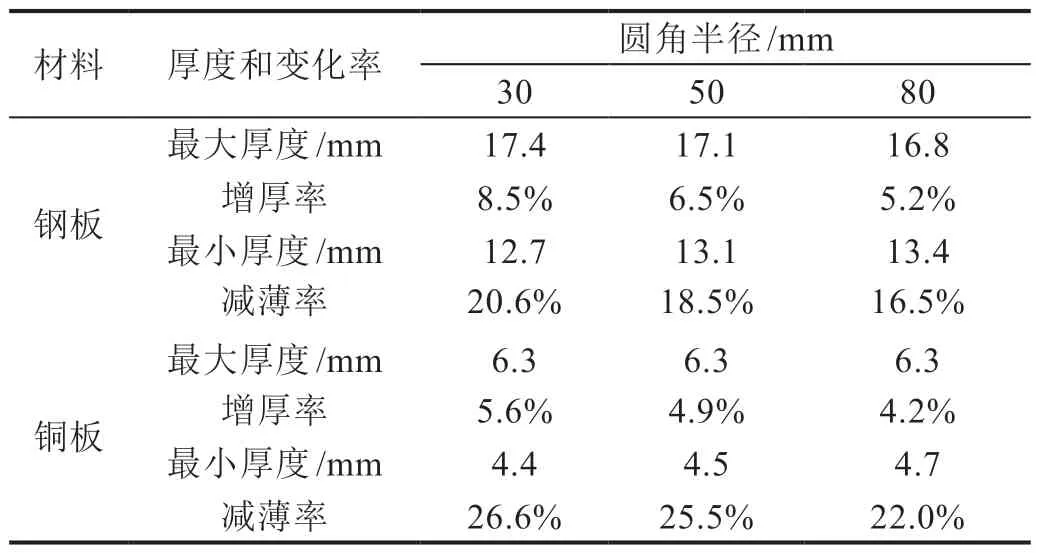
表2 不同圓角半徑鋼板和銅板厚度以及主要變化率
分析在R80 mm 的圓角參數狀態之下,鋼板和銅板在成型之后的厚度獲得結果:分析符合鋼板結構,主要在外弧、彎片內弧中存在增厚的問題;彎片內弧為減薄區域。對比分析厚度參數,發現在其他參數穩定狀態之下,通過增加圓角半徑可以進行增厚率的調節,達到降低減薄率的目的。由此可見,彎片成型處理中的最佳模具參數圓角半徑為80 mm。
1.5 凸凹模間隙模擬分析
凸凹模間隙是對沖壓成形結果產生直接影響的重要因素之一,板料受到模具影響會出現不同程度的形變,二者的間隙越小,則產生的結構更為精密。拉伸間隙屬于板料、凸凹模板的單邊間隙類型。如果凹凸模間隙的參數過大,則會導致工件出現褶皺等問題,嚴重影響整體的精度。如果凸凹模間隙相對較小,則會導致整體的摩擦問題嚴重,容易出現表面結構拉裂等隱患問題。對此,進行模擬分析時,要根據實際狀況進行間隙參數的調整與控制,其中,模擬間隙設置為0.5 mm、1 mm、2 mm。在模擬分析中,要做好彎片厚度以及最大應力參數的數值分析,了解數值波動。獲得不同凹凸模間隙鋼板、銅板最大應力參數,如表3所示。

表3 不同凹凸模間隙鋼板、銅板最大應力
分析間隙應力則可以確定各項參數的變化。不同凹凸模間隙鋼板、銅板及其厚度的變化率如表4所示。
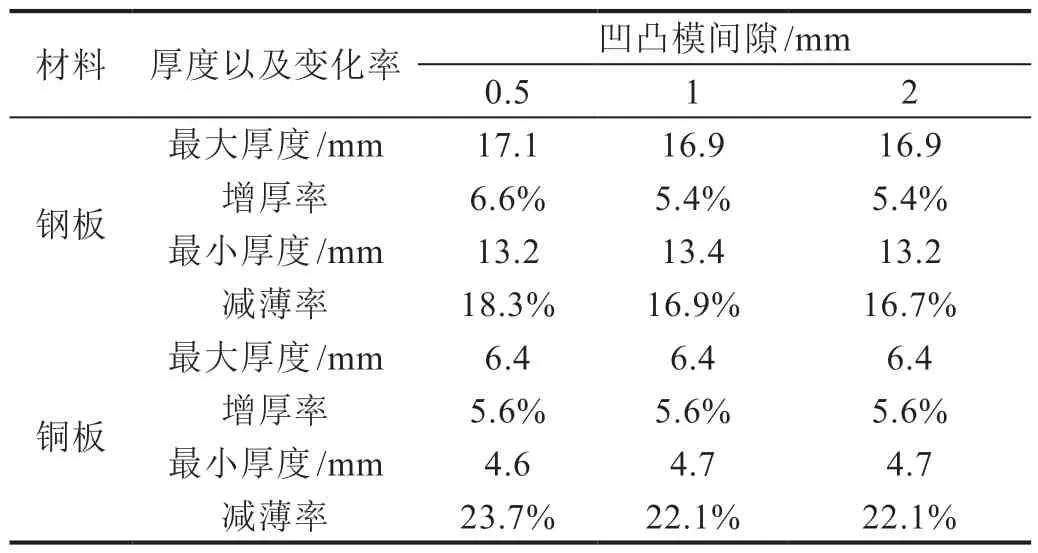
表4 不同凹凸模間隙鋼板、銅板及其厚度的變化率
通過綜合分析可以確定,在各項變量參數穩定的狀態下,通過對凸凹模間隙以及板料的應力變化進行控制,如果凸凹模間隙參數大于1 mm,則厚度參數穩定性更高。
綜合分析彎片外形以及具體的尺寸要求,了解銅板和鋼板在模擬中的厚度參數以及應力集中等相關問題,則可以確定在凸凹模間隙參數為1 mm的時候,能有效提高板料成型的整體精度,充分保障了成型作業的質量[5]。
2 試驗驗證分析
通過模擬分析可以確定最佳參數變化。為了便于對比和模擬分析,確定制作參數和各項數據,通過ABAQUS 進行沖壓成型試驗分析,測量成型之后獲得的最大厚度及其最小厚度參數,如表5所示。

表5 彎片厚度以及主要變化率
通過測量對比可以發現,沖壓成型處理之后獲得的成品精良,彎片的外形結構光順,沒有褶皺,尺寸參數符合公差范圍。進行試驗操作可確定模具符合成型處理的需求。分析數據則可以發現與模擬數值參數并沒有顯著差異。
3 結語
基于ABAQUS 軟件分析農業機械銅鋼復合板彎片沖壓模擬與模具設計的要點,通過軟件模擬,構建有限元模型進行驗證,通過數據分析可以確定彎曲半徑整體相對較小。因此,在內弧的區域中還是存在大面積的減薄區域,在設計和應用實踐中要綜合分析減薄區域產生的影響,根據要求和精度等諸多因素進行綜合分析[6-10]。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06