冷噴涂技術在材料制備領域的研究進展
2024-05-11 08:25:12彭云輝崔新宇熊天英王吉強
中國材料進展 2024年4期
彭云輝,崔新宇,熊天英,王吉強
(中國科學院金屬研究所 師昌緒先進材料創新中心,遼寧 沈陽 110000)
1 前 言
隨著科技的迅速發展,各行各業對零部件的精細化程度要求越來越高,傳統的鍛造成型技術已不能夠滿足生活生產的需求,高性能復雜結構零件的制備和修復成為了亟待解決的難題。增材制造(additive manufacturing,AM),也被稱為3D打印技術,是一種融合了數控和材料工程的制備技術,為上述問題提供了一種解決思路。目前,應用較為廣泛的增材制造技術主要包括激光熔覆[1-3]、電弧焊[4-6]、熱噴涂成型[7]等,這些技術在構件的修復和制造領域取得了較大的進展。然而,上述手段是通過高的熱輸入將原料熔化后凝固成型,在修復和制備材料的過程中容易在界面處或沉積層中產生熱缺陷,影響構件質量,在溫度敏感材料(Fe、Ni等)、相變敏感材料(多元合金)以及氧化敏感材料(Cu、Al、Mg及其合金等)的修復和制備領域存在諸多限制。冷噴涂技術(cold spray,CS)又稱冷氣動力噴涂技術,是一種新興的增材制造和涂層制備技術,最初是由前蘇聯新西伯利亞理論與應用力學研究所的科研人員在20世紀80年代中期的一次風洞實驗中發現[8]。冷噴涂通過高速加熱氣體帶動金屬粉末顆粒加速至300~1200 m/s,撞擊基板或沉積層,在碰撞過程中粉末顆粒發生嚴重的塑性變形,與基體或沉積層產生結合而實現材料的沉積[9,10]。與激光熔覆、電弧焊和熱噴涂工藝相比,冷噴涂在修復和材料制備過程中粉末原料不會發生熔化、相變和氧化等過程,被廣泛應用于包括航空航天、汽車、運輸、石化、礦物和金屬加工、醫用材料、電子、船舶、陶瓷和玻璃制造等在內的諸多領域。
2 冷噴涂在材料制備領域的優勢
冷噴涂作為一種固態沉積技術,與其它增材制造技術相比最大的區別是,冷噴涂過程中材料沉積主要依賴于粉末顆粒足夠大的沖擊能,使粉末顆粒發生塑性變形,在遠低于材料熔點的條件下實現固體顆粒的相互結合[11-14]。這一特點為冷噴涂帶來了許多獨一無二的優勢。
2.1 相可控沉積
一般來講,材料的性能由其化學組成和內部組織結構所決定。對于金屬材料而言,不同的熱歷史雖然不會改變其化學成分,但其內部的微觀結構和相組成將發生轉變[15],造成其性能上的差異。以NiAl合金為例,在采用激光熔覆、焊接和傳統熱噴涂技術進行加工時,由于熱輸入量大,制備過程中NiAl合金粉末會發生各種形式的相變,在材料中形成Ni、γ-Ni、β-NiAl、NiAl3、Ni2Al3、Ni3Al以及Al等[16-19],導致材料性能無法均勻一致。由于具有相對較低的噴涂溫度,冷噴涂在制備NiAl合金時基本不會產生新相[20]。大量的研究結果表明,冷噴涂基本能夠保持沉積層成分和組織與原料粉末一致[21-23],通過控制粉末的相結構能有效調控沉積層的組織結構。Sabard等[24]通過對7075Al粉末進行噴涂前熱處理,以獲得不同相組成的7075Al沉積層,避免了高溫熱處理對修復部件的影響。
2.2 沉積層致密度高
材料性能和壽命的一個重要影響因素是其內部缺陷的數量和大小。材料中存在的孔洞和微裂紋將會導致其抗腐蝕性能降低,同時,在外力的作用下,孔洞和微裂紋等缺陷往往會造成其周圍區域的應力集中,引起裂紋或缺陷的擴展,造成材料的屈服或斷裂。對于傳統的熱噴涂技術,當噴涂溫度較低時,粒子變形不充分,變形顆粒之間易產生不完全重疊,導致孔隙和微裂紋的形成;而當溫度較高時,冷卻過程會伴隨大量氣體的析出,當氣體來不及逸出時,容易在沉積層中形成氣孔。據統計,電弧噴涂(arc spraying,AS)涂層的孔隙率在10%左右,等離子噴涂涂層的孔隙率約為2%~6%,超音速火焰(high-velocity oxygen-fuel,HVOF)噴涂涂層的孔隙率較低,在保護氣氛下噴涂得到的沉積層孔隙率約為1%左右[25,26]。相比之下,冷噴涂作為一種固態工藝過程,高速粒子在碰撞過程中充分變形,有利于減少粒子間的不完全重疊,大大降低沉積層的孔隙率。同時,后續顆粒對已沉積的粒子具有夯實作用,使顆粒之間互相壓密擠緊,增加涂層的致密度。圖1展示對比了冷噴涂和其它工藝制備的沉積層的孔隙率。此外,通過一些后處理工藝,例如熱處理[27]、軋制[28,29]等,可以進一步消除冷噴涂沉積層中的微孔和裂紋,進一步提升沉積層的致密度。
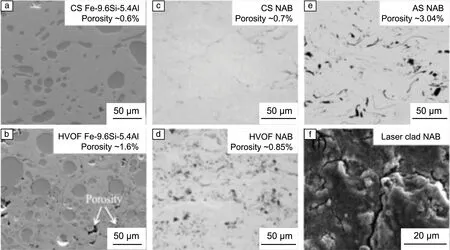
圖1 不同工藝制備的Fe-9.6Si-5.4Al(a,b)和鎳鋁青銅(nickel-aluminum bronze,NAB) (c~f)沉積層形貌和孔隙率[26,30,31]Fig.1 Morphology and porosity of Fe-9.6Si-5.4Al (a,b) and NAB (c~e) sedimentary layer prepared by different processes[26,30,31]
2.3 材料選擇靈活
冷噴涂由于其獨特的沉積機理,在粉末原料和基體材料的選擇上具有更高的靈活性,能夠實現多種金屬及金屬基復合材料在金屬、陶瓷和聚合物[32]等各類基體材料上的沉積,表1匯總了冷噴涂制備多種金屬及金屬基復合材料的例子。
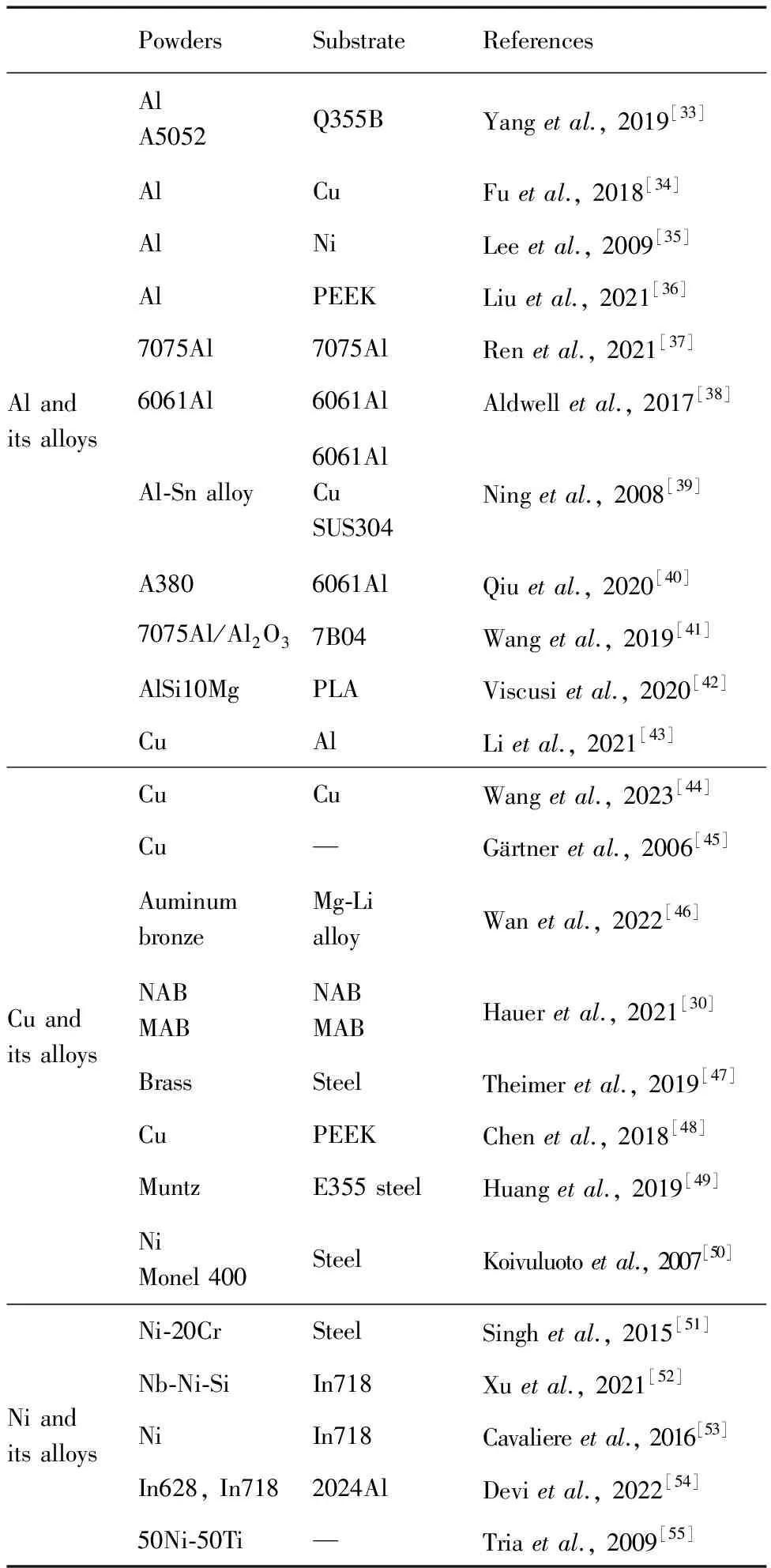
表1 采用冷噴涂技術在金屬/非金屬基體表面沉積的多種金屬及金屬基復合材料
3 冷噴涂在材料制備領域的研究現狀
3.1 金屬材料的制備
冷噴涂技術能夠在遠低于金屬材料熔點的溫度下實現粉末顆粒的沉積,特別適合于Cu、Al和Mg等易變形金屬及其合金材料的制備。日本等離子技研有限公司Huang等[74]以N2作為噴涂氣體,在氣體溫度800 ℃、氣體壓力3 MPa條件下,采用冷噴涂在Al合金表面制備出超過5 mm厚的Cu沉積層,并測定了不同熱處理條件下Cu沉積層的力學性能,如圖2所示。噴涂態Cu涂層的抗拉強度在300 MPa左右,具有比塊體材料更高的極限抗拉強度,但延伸率低于0.5%。熱處理后Cu沉積層的延展性得到改善,但抗拉強度有所降低。其中,經400~500 ℃熱處理后Cu沉積層的延展性甚至超過了塊體Cu,同時極限抗拉強度仍保持在250 MPa左右,與塊體Cu相比仍處于領先水平。上海大學Chen等[75]在氣體溫度800 ℃、氣體壓力2 MPa條件下,改用He作為噴涂氣體,在不銹鋼基材上制備出了150 mm×100 mm×50 mm的塊狀Cu沉積物。該噴涂態Cu塊體材料的抗拉強度達到271 MPa,斷裂伸長率為43.5%,均勻伸長率為30%,兼具優異的強度和塑性。研究表明,在更高的粒子沖擊速度下,Cu顆粒在變形沉積過程中形成了圖3a~3c所示的由內而外晶粒尺寸逐漸減小的梯度納米晶結構(gradient nano-grains,GNG)。在連續的冷噴涂沉積過程中,多個Cu顆粒堆積形成具有雙峰式粒度分布和無限循環環狀孿晶分布2個特點的非均質微結構(圖3d和3e)。超細晶粒的存在保證了冷噴涂Cu的高強度,而粗晶粒和孿晶的形成保留了Cu的延展性。上述研究表明,冷噴涂技術可以在不進行任何后處理的情況下實現材料強度和延展性的平衡,在金屬材料制造領域展示出巨大潛力。
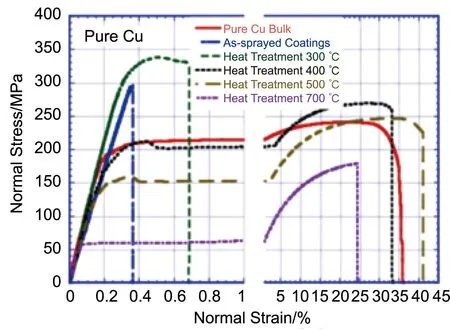
圖2 熱處理前后冷噴涂Cu沉積層的拉伸應力-應變曲線[74]Fig.2 Tensile stress-strain curves of cold sprayed Cu layer before and after heat treatment[74]
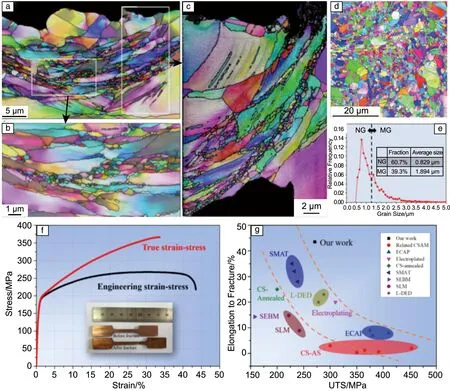
圖3 冷噴涂Cu塊體截面電子背散射衍射(electron backscatter diffraction,EBSD)組織分析結果(IPF)(a~d)、晶粒尺寸分布(e)及拉伸曲線(f);不同工藝制備的塊體Cu力學性能對比(g)[75]Fig.3 Cross-sectional EBSD microstructure analysis results (IPF) (a~d),grain size distribution (e),and tensile curve (f) of cold sprayed Cu bulk;comparison of mechanical properties of Cu bulks prepared by different processes (g)[75]
Ti及Ti合金、Ni基合金和Fe基合金等金屬材料由于具有優異的綜合性能,在各行各業都有著廣泛的應用。但由于其高熔點和易氧化的特性,傳統的冶煉制備難度大,生產成本高。冷噴涂在Ti及Ti合金和Ni基合金等金屬材料的制備領域同樣具有顯著優勢[76,77]。然而,由于高強度合金材料塑性變形能力較差,即使在高溫高壓條件下制備的塊體材料性能仍不理想[78,79],研究人員結合其他手段來改善沉積層質量[80]。西安交通大學Luo等[81]通過在原料粉末中混入不同比例的球形1Cr13不銹鋼噴丸(shot-peening,SP)顆粒成功制備出了致密的Ti和TC4沉積層。隨著不銹鋼粉末在原料粉末中含量的增加,噴涂過程中產生的“原位夯實作用”越顯著(圖4[82]),當SP顆粒含量增加到70%時,Ti和TC4涂層的孔隙率分別由13.7%和15.3%下降至0.3%和0.7%。此外,Luo等[83]還探究了“原位夯實”強化輔助冷噴涂對沉積層力學性能的影響,通過在In718合金粉末中混入一定比例的馬氏體410不銹鋼粉末,沉積層的抗拉強度由原本的96 MPa提升至464 MPa。Lett等[84]在氣霧化Ti-6Al-4V粉末顆粒中摻雜大顆粒等離子霧化Ti-6Al-4V作為SP顆粒,在不銹鋼表面成功制備了沒有分層且結構完整的超厚(>5 cm)Ti-6Al-4V沉積層(圖5)。研究表明,通過SP顆粒引入的“原位夯實”作用在沉積層中產生更大的殘余壓應力,這有助于涂層厚度的增加,為冷噴涂制備超厚塊體材料提供了一種新思路。

圖4 “原位夯實”強化輔助冷噴涂的原理示意圖[82]Fig.4 Schematic diagram of “in-situ shot peening” enhancing cold spray[82]
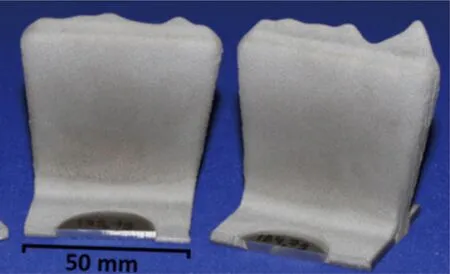
圖5 “原位夯實”強化輔助冷噴涂技術制備的超厚Ti-6Al-4V沉積物[84]Fig.5 Ultra-thick Ti-6Al-4V deposits prepared by “in-situ shot peening” enhanced cold spray[84]
采用激光輔助冷噴涂,在噴涂過程中激光能夠對噴涂顆粒和基材兩者同時進行加熱軟化處理,改善顆粒的碰撞沉積狀態,實現高強度金屬材料的有效沉積[85],其原理如圖6[86]所示。劍橋大學Bray等[86]采用激光輔助冷噴涂工藝成功制備出了高致密度(孔隙率<1%)、超低O含量(0.6%,質量分數)的Ti沉積層,并采用計算流體動力學模型計算出激光輔助冷噴涂條件下Ti顆粒發生有效沉積的臨界沉積速度大概為400 m/s,大約是冷噴涂制備Ti沉積層所需粒子速度的一半。美國阿拉巴馬大學Barton等[87]采用激光輔助冷噴涂沉積AISI 4340不銹鋼時,在相同的噴涂參數下顆粒的沉積效率提升近50%。Gorunov等[88]采用激光輔助冷噴涂技術在316L不銹鋼基體上制備出致密的316L不銹鋼沉積層,沉積層與基體結合強度高達105 MPa,抗拉強度達到650 MPa。Jones等[89]采用激光輔助冷噴涂在Mo表面成功制備出致密W涂層,圖7顯示了W沉積層的微觀組織結構,沉積層抗拉強度高達724 MPa,與鍛造W相當。
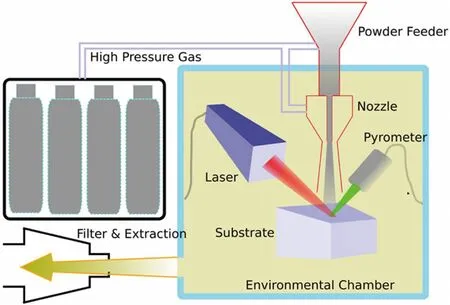
圖6 激光輔助冷噴涂技術的原理示意圖[86]Fig.6 Schematic diagram of laser assisting cold spraying[86]
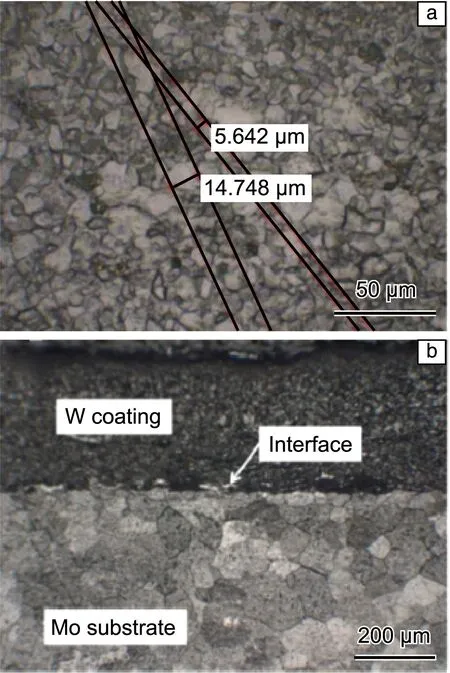
圖7 激光輔助冷噴涂制備的W沉積層微觀組織[89]Fig.7 Microstructure of W deposited layer prepared by laser assisted cold spraying[89]
中國科學院金屬研究所Wang等[90]研究了激光功率對于冷噴涂沉積層的影響,并采用激光輔助冷噴涂制備出了性能優異的7075Al沉積層。在2.2 kW的激光功率下,7075Al沉積層孔隙率低于0.2%,極限抗拉強度和斷裂伸長率為376 MPa和5.4%,與冷噴涂制備的沉積層相比分別提高了約46%和35%。
冷噴涂結合后處理工藝也被看作是提高冷噴涂沉積層質量的一種有效手段。新加坡南洋理工大學Khun等[91]將冷噴涂技術與熱處理工藝相結合,對冷噴涂制備的TC4涂層進行退火處理,有效改善了顆粒/顆粒和顆粒/基體間的界面結合。西安交通大學Zhou等[92]對冷噴涂制備的TC4涂層分別在600,800和1000 ℃下進行退火處理,熱處理后也觀察到了顆粒/顆粒以及沉積層和基體之間的間隙消失,沉積層與基體的結合強度由原本的30 MPa左右提升到50 MPa以上,沉積層的抗拉強度由原本的38 MPa提升至316.5 MPa(如圖8所示)。除熱處理外,還有大量報道表明,冷噴涂與其他后處理工藝(軋制[28,93]、攪拌摩擦處理[94,95]、電脈沖處理[42]等)相結合也能夠實現性能優異的高強度金屬材料的制備。
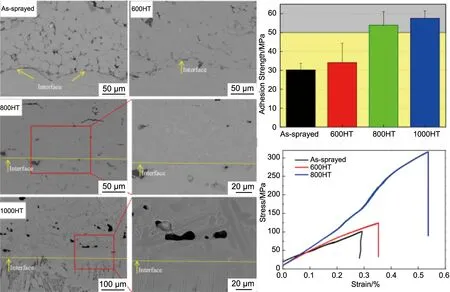
圖8 不同溫度退火處理前后的冷噴涂TC4沉積層微觀形貌以及力學性能[92]Fig.8 Microstructure and mechanical properties of cold sprayed TC4 deposited layer before and after annealing at different temperatures[92]
3.2 顆粒增強金屬基復合材料的制備
金屬基復合材料是以第二相為增強相,以金屬或合金為基體材料制備而成的,兼具優異的力學性能和功能性的新型復合材料,被廣泛地用于航空航天和軍事領域。然而,傳統的金屬基復合材料制備工藝[96],如粉末冶金、攪拌鑄造、噴射沉積等,工藝復雜,成本高,而且在制備過程中容易發生有害的界面反應和增強顆粒的偏聚等問題。冷噴涂作為一種固態沉積技術,具有噴涂溫度低和顆粒沉積速度高的特點,在金屬基復合材料制備領域展現出了良好的應用前景。
中國科學院金屬研究所Zhao等[97]采用冷噴涂技術在6061Al合金基體表面成功制備了B4C顆粒均勻分布的Al/B4C復合涂層(圖9),并可通過調節Al顆粒和B4C顆粒的尺寸控制涂層中B4C的含量。Zhao等[56]進一步研究了Al/B4C復合涂層的耐磨性能,結果顯示,相比于純Al涂層,Al/B4C復合涂層動摩擦系數更小也更穩定,具有比純Al涂層更優異的耐磨損性能。Zhang等[98]采用冷噴涂將CNT-Al金屬基復合粉末沉積在AZ91鎂合金表面,涂層的化學組成與粉末相比無任何變化,粉末中的CNT以及Al4C3相在所得涂層中得到很好的保留。涂層的顯微硬度和彈性模量分別為1.66 GPa和77.6 GPa,比純Al涂層分別提高了112.8%和11.7%。同時,由于CNT的自潤滑和增強作用,CNT-Al涂層具有優異的耐磨性和耐蝕性。Yang等[99]采用冷噴涂在Cu基體表面制備出3 mm厚的Cu/Ti3SiC2涂層,通過調節粉末顆粒中Ti3SiC2的含量可以調控涂層中Ti3SiC2的含量。圖10顯示了不同比例的Cu和Ti3SiC2原料粉末制備得到的沉積層中Ti3SiC2顆粒的含量和分布。800 ℃退火2 h后,可獲得兼具優異力學性能(UTS~304 MPa)和導電性能(45.4 %IACS)的Cu-20Ti3SiC2復合材料。
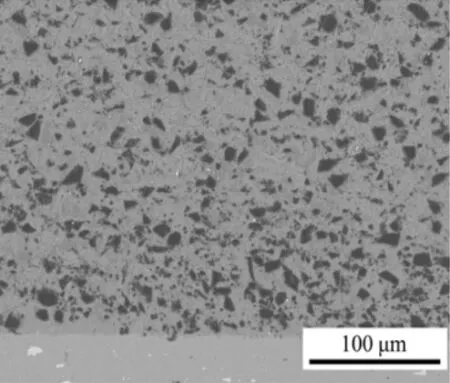
圖9 冷噴涂的Al/B4C涂層截面微觀形貌[97]Fig.9 Cross-sectional microstructure of cold sprayed Al/B4C coating[97]
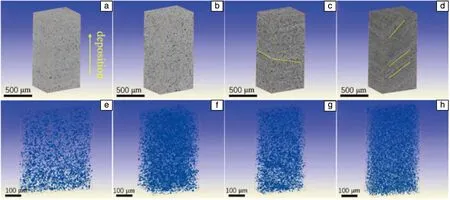
圖10 冷噴涂Cu-xTi3SiC2(x=10%,20%,30%,40%)金屬基復合材料的三維形貌(a~d)和Ti3SiC2顆粒的相應空間分布(e~h)[99]Fig.10 Three-dimensional morphology of cold sprayed Cu-xTi3SiC2(x=10%,20%,30%,40%) (a~d) and corresponding spatial distribution of Ti3SiC2 particles (e~h)[99]
3.3 層狀復合板材的制備
除金屬基復合材料外,冷噴涂還可以用于層狀復合材料的制備。中國科學院金屬研究所Ren等[100]開發了一種基于冷噴涂技術的復合板材制備工藝(如圖11所示)。采用“冷噴涂+軋制”工藝制備出了性能優異的Mg/Al復合板,復合板極限抗拉強度為(366±14) MPa,界面處剪切強度高達(124±4.6) MPa。與傳統制備工藝(如爆炸復合法、軋制復合法等)相比,該方法制備的Mg/Al復合板的綜合力學性能處于領先地位。Zhao等[28]采用“冷噴涂+軋制”工藝制備出性能優異的Ti/鋼復板,抗拉強度達590 MPa,屈服強度達446 MPa,但塑性較差。550 ℃退火3 h后,復合板內部發生回復和再結晶,界面處的應力得到消除,復合板的延伸率由原本的12%提升至18%,抗拉強度仍保持在564 MPa左右。大連理工大學孟憲明[101]同樣采用“冷噴涂+軋制”工藝制備出304不銹鋼/IF鋼復合鋼板,研究了軋制溫度、304不銹鋼和IF鋼厚度比以及軋制變形量對復合鋼板質量的影響。當軋制溫度為1200 ℃、不銹鋼涂層和IF鋼基體厚度比為1∶25、軋制變形量為80%時,得到了表面狀態和板型良好的復合鋼板。
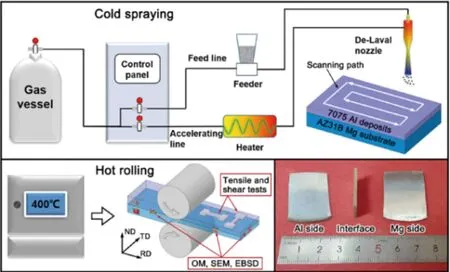
圖11 “冷噴涂+軋制”制備復合板工藝示意圖[100]Fig.11 Process schematic diagram of “cold spraying+rolling” preparing composite plate[100]
4 結 語
冷噴涂作為一種新型的固態沉積技術,已成功應用于多種金屬/非金屬及復合材料的制備和修復,尤其是在制備易變形金屬材料方面已實現強度和塑性俱佳的沉積層的制備。隨著現代工業朝著“高、精、尖”方向的不斷發展,冷噴涂有望成為材料制備主要手段之一。
目前,冷噴涂技術還有許多值得進一步開發的方面:① 高質量冷噴涂沉積層的制備往往需要He作為噴涂氣體,制備成本高,需要進一步開發壓縮空氣作為載氣的冷噴涂制備工藝;② 冷噴涂粉末原料成本高,如何降低噴涂粉末成本也是冷噴涂亟需解決的問題;③ 冷噴涂工藝穩定性相對較差,在噴涂過程中參數的變化容易導致沉積層中局部缺陷的產生,需要進一步提升工藝穩定性;④ 單一的冷噴涂技術無法滿足所有構件的制備/修復需求,需要進一步開發冷噴涂與其它多種技術的聯合制備工藝。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03