ZJ17 卷接機組供料成條機振動勻絲裝置的設計與應用
2024-05-16 10:11:02李瑞明林望國
華東紙業 2024年4期
關鍵詞:振動
李瑞明 林望國
(廣東中煙工業有限責任公司湛江卷煙廠,廣東 湛江 524033)
引言
隨著科學技術的進步,現代的卷接設備出了多款超高速產品,例如:國外M5、M8、GD121A 機型、國內ZJ112、ZJ116、ZJ118、ZJ119 機型等,都屬于較典型的代表。當前我廠主要的卷接設備是ZJ17 型卷接機組,它與上述現代超高速卷接機型相比,自身的設計與制造較為粗放,存在對煙支的工藝物理指標控制較不穩定等問題。煙支重量對吸阻、硬度指標有重要影響,如吸阻值會隨著煙支重量增加而增大,兩者之間存在正相關關系[1],而煙絲分布越均勻,煙支重量控制精度越高。影響ZJ17 卷接機組供料成條機煙絲分布均勻性的因素較多且復雜,如煙絲結構、勻絲裝置的結構、針輥針板結構等。研究計量料槽、針輥針板、勻絲裝置結構等對煙絲分布均勻性的影響,針對該機型設備作針對性改造,對提升我廠煙支物理指標穩定性,提高質量管控水平,做精做優產品有重要意義。
因此,本文對ZJ17 卷接機組煙絲供給過程中的計量料槽、勻絲機構等環節查找關鍵影響因素[2],借鑒和吸收超高速卷煙機在煙絲穩定供給方面的先進技術,設計一種ZJ17 卷接機組供料成條機振動勻絲裝置,以提升卷煙煙支各項物理指標穩定性。
1 原因分析
ZJ17 卷接機組供料成條機供絲結構主要由計量料槽1、勻絲板2、針輥3、彈絲轆4 等組成,見圖1。其中,計量料槽主要由玻璃護板、光電開關等組成,其作用是控制進入計量料槽內的煙絲,以保證煙絲供給的均勻性。針輥主要由回轉輥和回轉輥上安裝的36 塊針板組成,其作用是從計量料槽中取出煙絲[3]。勻絲板主要由能做往復直線運動的勻絲板和滑動軸等組成,其主要作用是使煙絲在針輥上均勻分布。彈絲轆是一根軸上安裝有596 顆彈釘的回轉輥,其作用是把煙絲從針輥上彈下來,并拋落到煙絲輸送帶上。

圖1 ZJ17 卷接機組供料成條機供絲結構示意圖
由以上ZJ17 卷接機組供料成條機供絲結構原理可知,計量料槽縱向寬度較大,針輥從計量料槽中取出煙絲后,完全靠勻絲板的往復直線運動,使煙絲在針輥上均勻分布,這樣煙絲在針輥與勻絲板之間就受到機械擠壓,勻絲板的勻絲效果也較差,容易產生較多碎絲和煙末,影響煙絲內在品質,造成煙絲填充不均勻,從而影響卷煙圓周、吸阻、單支克重,空頭率等工藝質量指標。
2 改進措施
2.1 改造設計方案
通過以上分析可知,為了使落入針輥上的煙絲免受機械擠壓,且更加均勻恒定,可改進煙絲在針輥上的均布方式,設計成一種振動勻絲。根據此設想,繼而研究設計出一種振動勻絲裝置,如圖2。該裝置的總體結構包括計量料槽箱體、振動料槽、彈簧片、振槽連桿、驅動振動料槽的組件等,如圖3 所示。計量料槽箱體上為煙絲進料通道,振動料槽裝設于計量料槽箱體下方且位于煙絲進料通道底
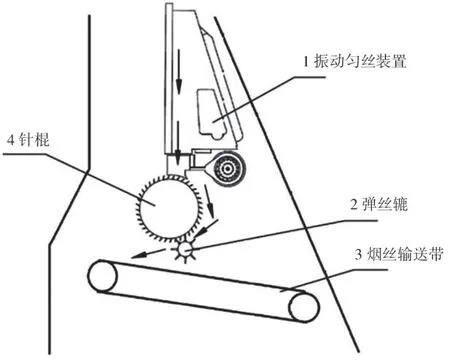
圖2 改造設計方案示意圖
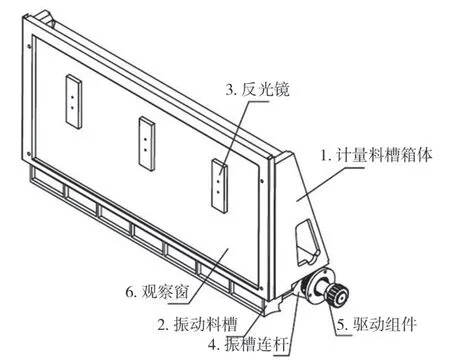
圖3 ZJ17 卷接機組供料成條機振動勻絲裝置結構示意圖
2.2 方案實施
2.2.1 振動料槽的設計
振動料槽設置于針輥上方,要實現前后方向的往復振動,考慮到振動動作的靈活性,且負載應盡可能地減小。因此,設計的振動料槽盡量做到輕量化,材料選用鋁合金板材。振動料槽長770 mm,寬62 mm,高63.6 mm,其中間為一個長750 mm,寬30mm 的貫通長槽口,用于煙絲在下落到針輥前的振動勻絲通道;其上端面為平面,與計量料槽箱體下底面平齊,下端面是半徑為92.5 mm 的圓弧狀,利于配合針輥圓周面;前、后端面俱開有7 個淺槽,用于消除整個振動料槽零件的應力,減輕重量;前端面的淺槽長104 mm,寬39 mm,槽間距5.2 mm;后端面的淺槽長95.9 mm,寬30 mm,槽間距5.5 mm;后端面兩側各開有兩個M6 的螺紋孔,用于連接左右的彈簧片。圖4 為振動料槽設計效果圖。部;彈簧片裝設于計量料槽箱體內,且端部凸出計量料槽箱體設置,彈簧片凸出計量料槽箱體的端部裝設于振動料槽與振槽連桿之間,振槽連桿分別與驅動組件、彈簧片及振動料槽連接。
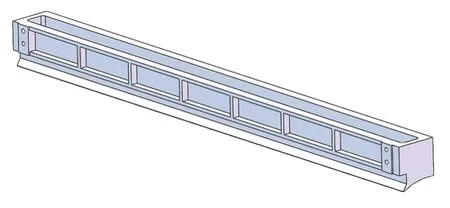
圖4 振動料槽效果圖
計量料槽箱體用于對進料煙絲進行計量,以控制進入計量料槽內的煙絲的數量,便于后續勻絲與卷煙;振動料槽通過往復振動實現勻絲的功能,振動料槽往復振動的方向與振動料槽的長度方向垂直,同時也是與計量料槽箱體的長度方向垂直,彈簧片利用其彈性回復力,在受力情況下帶動振動料槽進行高頻的往復振動,驅動組件用于對振槽連桿進行驅動,以對彈簧片施力,同時促使振動料槽往復振動;具體地,振動料槽位于計量料槽箱體下方,煙絲從計量料槽箱體的煙絲進料通道進入,落到振動料槽,在振動料槽的往復振動下,使煙絲被攤均勻后再進入到針輥中。
2.2.2 振槽連桿的設計
振槽連桿需要兩件,分別設置于振動料槽的兩端,與彈簧片、振動料槽及驅動組件連接,起推動振動料槽往復振動作用。如圖5 所示,振槽連桿總長143±0.05 mm,厚度33 mm;中間加工有直徑?72 mm 的孔,孔面的粗糙度為Ra1.6,用于安裝調心球軸承2207-2RS。直徑?75 mm,寬度為2.7 mm的兩個溝槽用于安裝軸承擋圈。振槽連桿與振動料槽的連接位置加工有兩個?6.5 mm 的孔,用于與彈簧片、振動料槽連接緊固。
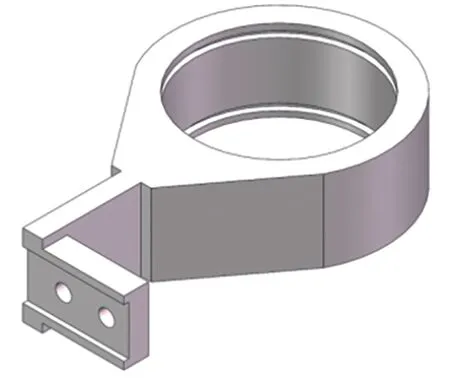
圖5 振槽連桿效果圖
2.2.3 傳動軸的設計
驅動振槽連桿的組件包括傳動軸、振槽偏心套、軸套、軸承座、軸承、帶輪等。其中,傳動軸的設計見圖6,其材料選用45#鋼,表面淬火處理,增加耐磨性。傳動軸總長873 mm,軸上有三個鍵槽,一個鍵槽長22 mm,寬6 mm,用于與帶輪進行鍵連接;另兩個鍵槽長32 mm,寬6 mm,分別用于與振槽偏心套進行鍵連接;軸分三段,考慮到上機安裝的便利性,軸上與振槽連桿配合的一段設計成伸縮軸套定位,又根據所選用的軸承內徑,該段尺寸最終確定為直徑25 mm,長214 mm;中間段直徑為32 mm,長597 mm,第三段直徑為25 mm,長62 mm;軸上分別與軸承、振槽偏心套配合的面的粗糙度為Ra1.6。

圖6 傳動軸效果圖
2.2.4 計量料槽箱體組件的設計
計量料槽箱體組件包括設有中空腔體的殼體、下滑板、上墊塊、下墊塊、彈簧片、上壓片等,設計效果如圖7。其中計量料槽箱體的殼體采用原機件自行加工。上墊塊與下墊塊的作用是把原計量料槽的煙絲通道寬度改成煙絲入口為28 mm,出口(與振動料槽槽口寬度一致)為30 mm;考慮到彈性材料的特殊性,彈簧片直接選用ZJ17 卷接機組喇叭嘴機構所使用的彈簧片(圖號:DN515C0000),也即主機廠備件。彈簧片利用上壓片直接壓裝于殼體上;上墊塊與下墊塊均裝設于殼體與下滑板之間,下滑板為透明亞克力材料,帶有反光鏡的前視窗直接用原機件自行加工。
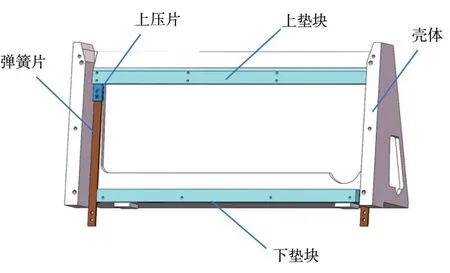
圖7 計量料槽箱體組件效果圖
2.3 安裝調試
各零部件設計完成后,在三維軟件中繪制零部件三維圖和裝配圖,對各零部件設計尺寸的配合和干涉情況進行檢查,如圖8 所示。于殼體與下滑板之間,下滑板為透明亞克力材料,帶有反光鏡的前視窗直接用原機件自行加工。
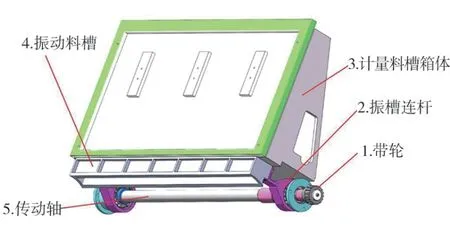
圖8 ZJ17 卷接機組供料成條機振動勻絲裝置裝配示意圖
3 實施效果
將ZJ17 卷接機組供料成條機振動勻絲裝置安裝于車間8#卷接機組供料成條機上,并于2022 年11 月正式投入實產運行。在該月度的生產運行中,設備經過改造后的各項適應性技術調整后正常運轉,沒有出現異常情況。通過整月的跟蹤測試,其主要物理指標月度統計平均值數據如表1、2 所示。通過數據分析結果顯示,8#卷接機組供料成條機振動勻絲裝置改造后在煙支單支克重SD 值和吸阻SD值方面有明顯的改善,滿足廠產品工藝質量提升的要求。
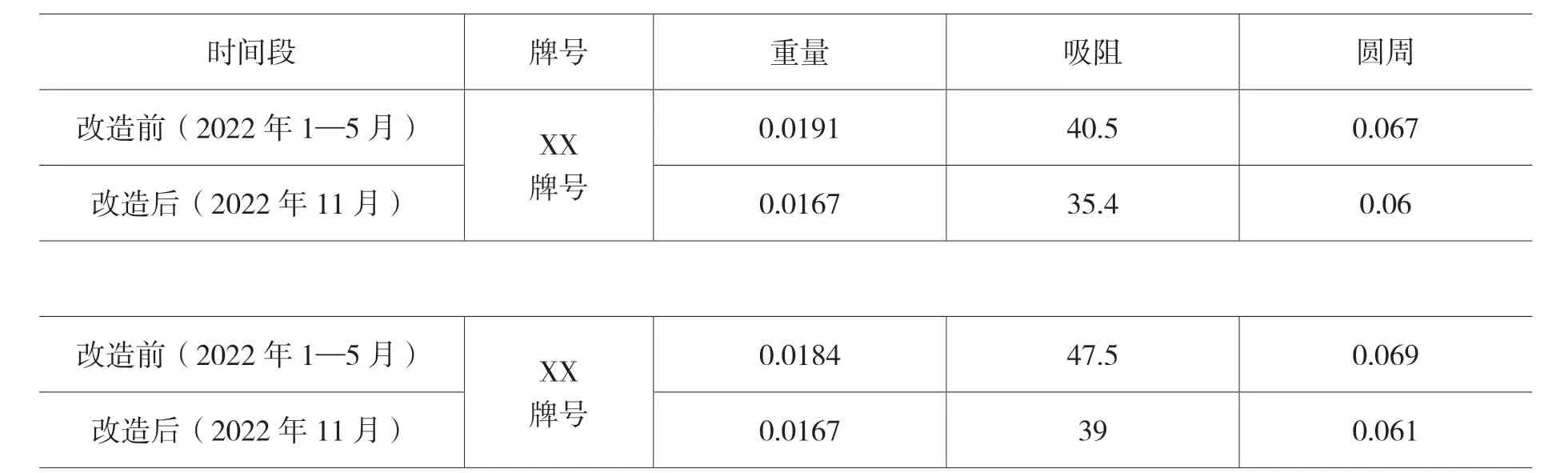
表1 改造前/后8#號機組煙支物理指標(SD 值)對比
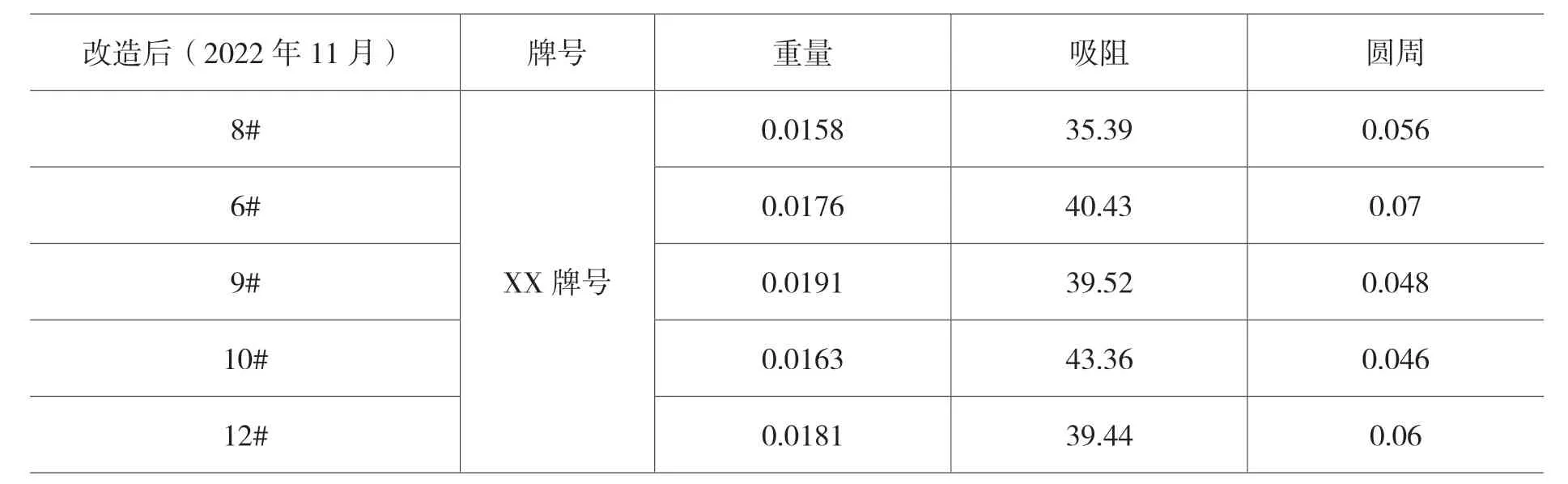
表2 改造后相同牌號8#號機組與其它機組煙支物理指標(SD 值)對比
4 結束語
可以看出,本文通過對ZJ17 卷接機組供料成條機振動勻絲裝置改造應用后,可使落入針輥上的煙絲更加均勻恒定,從而提高煙絲的內在品質,解決煙支圓周、吸阻、單支克重SD 值等較大工藝質量問題,提高了煙支產品質量,且振動平穩,工作可靠。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
