從稀土功能材料廢料中回收稀土的現狀與展望
2024-05-25 12:12:28邵龍彬齊炎張小明
有色冶金設計與研究 2024年2期
邵龍彬 齊炎 張小明
〔摘 要〕我國稀土原生礦資源消耗嚴重,供需矛盾日益突出。聚焦稀土二次資源循環再利用是社會發展的迫切要求和必然選擇。分別對具有代表性的稀土拋光粉廢料、釹鐵硼廢料以及稀土催化劑廢料等稀土功能材料廢料的來源以及綜合回收利用工藝方法進行了歸納分析,總結了不同回收工藝的優缺點,對我國稀土二次資源的回收利用發展趨勢進行展望。
〔關鍵詞〕稀土功能材料廢料;固體廢物;回收利用
中圖分類號:TF845;TB34? ? 文獻標志碼:A? 文章編號:1004-4345(2024)02-0010-06
Status and Prospects of Recycling Rare Earth from Waste of Rare Earth Functional Materials
SHAO Longbin, QI Yan, ZHANG Xiaoming
(China Nerin Engineering Co., Ltd., Nanchang, Jiangxi 330038, China)
Abstract China's primary rare earth resources are consumed seriously, and the contradiction between supply and demand has become increasingly prominent. Focusing on the recycling and reuse of rare earth secondary resources is an urgent need and inevitable choice for social development. This article summarizes and analyzes the sources of rare earth functional material wastes such as rare earth polishing powder waste, Nd-Fe-B waste and rare earth catalyst waste, as well as the comprehensive recycling process methods. On the basis of summarizing the advantages and disadvantages of different recovery processes, the article provides an outlook on the development trend of the recycling of China's rare earth secondary resources.
Keywords? waste of rare earth functional materials; solid waste; recycling
稀土資源是當今世界極為重要的戰略資源之一[1]。因其具有特殊的電子云結構,優良且獨特的電、磁、催化等物理化學性質,稀土資源被廣泛應用于拋光材料、永磁材料、催化材料等稀土功能材料領域,為國民經濟、國防及社會發展提供了重要支撐。我國屬于稀土資源大國,現已探明的稀土儲量位居世界首位,同時我國也是世界最大的稀土生產國、稀土出口和消費國。然而,在我國稀土產業發展的數十年間, 稀土資源長期被掠奪式開采,大量資源被廉價出口,我國為此付出了沉重的資源和生態代價[2-4]。
2011年,國務院發布《國務院關于促進稀土行業持續健康發展的若干意見》,明確提出要提高對有效保護和合理利用稀土資源重要性的認識,采取有效措施,切實加強稀土行業管理,加快轉變稀土行業發展方式,促進稀土行業持續健康發展。近年來,隨著新能源、信息通信、航天航空等行業的快速發展,市場對稀土的需求迅速增長。稀土作為不可再生的重要戰略資源,其礦石原料供應日漸緊張,供需矛盾越來越突出。因此,加大力度對稀土功能材料廢料中的二次資源進行綜合回收利用,對稀土資源循環利用、環境保護以及實現經濟社會可持續發展具有重要意義[5-7]。
稀土功能材料廢料的種類很多,回收工藝也比較復雜,本文主要選擇在新能源應用領域具有代表性的稀土拋光粉廢料、釹鐵硼廢料以及稀土催化劑3種稀土功能廢料進行稀土回收技術綜述,為推動我國稀土二次資源的回收利用提供信息、技術參考。
1 從稀土拋光粉廢料中回收稀土
1.1? 稀土拋光粉廢料概述
20世紀40年代,第一代氧化鈰拋光粉因其優良的拋光性能得到快速發展,被廣泛應用于光學玻璃、電子計算機原件、平板玻璃、顯示屏以及精密儀器等領域[8-9]。近年來,我國稀土拋光粉的消耗量仍在快速增長,然而這些拋光粉使用失效后所產生的廢料也在逐年增加。保守估計稀土拋光粉廢料的產量超過50 kt以上[10]。稀土拋光粉廢料成分主要為鈰和鑭的輕稀土氧化物,通常還含有銅、鉛等重金屬元素,以及碎玻璃、拋光機上的磨皮(有機聚合物)以及氯化鋁添加劑等雜料。如果將其作為固體垃圾進行堆放或填埋,不僅會造成稀土資源極大的浪費,還會污染環境[11-12]。
1.2? 稀土拋光粉廢料中回收稀土的方法
目前,研究人員針對稀土拋光粉廢料的稀土回收技術進行了大量研究,按其原理分主要可分為物理法、化學法兩大類。
1.2.1? 物理法
利用物理法回收廢稀土拋光粉中的稀土元素,主要是以浮選和重選為主。浮選主要是利用廢粉顆粒表面物理性質的差異,通過浮選藥劑作用,將疏水性物質與親水性物質分離,從而實現的稀土拋光粉與雜質的分離。常用的浮選藥劑包括捕收劑、抑制劑、起泡劑等。重選主要是在重力場的作用下,利用固體顆粒密度和粒度差異,通過重選設備搖床實現稀土成分與雜質的分離。
1)浮選法。李梅等[13]發明了一種廢舊稀土拋光粉回收再利用的方法,其主要流程為:在一定溫度下對廢舊稀土拋光粉進行焙燒處理,然后經冷卻、研磨后與水混合成料漿,采用油酸、水玻璃作為捕收劑和抑制劑,碳酸鈉為調整劑,在pH為9~10、溫度為35~45 ℃的條件下進行浮選,再經過過濾、焙燒可獲得稀土氧化物。趙強等[14]選擇水玻璃作為抑制劑、水楊羧肟酸作為捕收劑、2號油為起泡劑、氫氧化鈉作為pH調節劑,在攪拌時間為3 min、pH=8.0,且保持通氣的條件下對廢舊拋光粉進行浮選,再經過濾、烘干可得到產品。
2)重選法。李慧芝等[15]發明了一種稀土拋光粉再生的制備方法,先將廢舊的稀土拋光粉與水混合調漿并采用搖床對其進行重選分離,用質量分數為2%~25%的六氟合鈷酸銨水溶液對重選所得的稀土拋光粉進行溶解處理。在50~70 ℃的保溫條件下,對溶液攪拌6~12 h,過濾得到初生稀土拋光粉,再將初生稀土拋光粉在1 000~1 100 ℃下焙燒3~12 h。冷卻后,采用氣流破碎即可得再生稀土拋光粉。
1.2.2? 化學法
化學法工藝主要是通過化學反應提取稀土拋光粉廢料中的稀土元素,其大致工藝流程是稀土拋光粉廢料經堿焙燒或直接高濃度強酸浸出后,再經過分離、除雜、萃取、沉淀富集以及焙燒等工藝,獲得稀土氧化物。化學法主要包括酸浸法和堿焙燒—酸浸法兩大類。
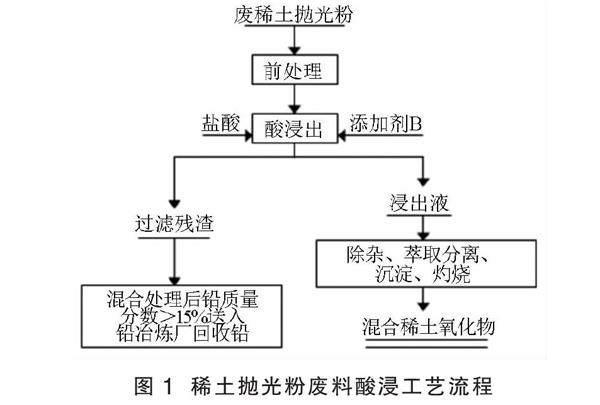
1)酸浸法。王秀艷等[16]采用濃硫酸低溫分解稀土拋光粉廢料,廢料中的稀土以離子狀態的形式存在于酸溶液中,從而實現稀土的回收。在酸粉質量比為1.8、分解溫度為300 ℃、反應時間為1.5 h的條件下,稀土回收率可達98%。周潔英等[17]根據廢棄拋光粉廢料成分,采用不同無機酸對廢舊稀土拋光粉進行酸溶處理,并加入添加劑B,過濾得到酸浸出液,而后酸浸出液經除雜、萃取分離、沉淀、灼燒既可得到混合稀土氧化物產品。在鹽酸濃度為8 mol/L、酸浸溫度為92 ℃、酸浸時間為2 h的條件下,該法的稀土回收率可達81%以上,其工藝流程如圖1所示。
2)堿焙燒—酸浸法。伍鶯等[18]采用堿法對稀土拋光廢料中的稀土進行回收研究。廢舊稀土拋光粉經堿焙燒,可將其中的氟化稀土轉變為易溶于鹽酸的氫氧化稀土。堿焙燒反應方程式為
REF3+3NaOH=RE(OH)3+3NaF。
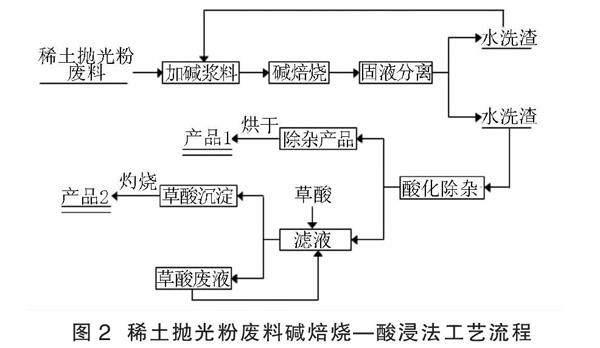
焙燒產物經水洗除去NaF這種可溶于水的物質后,溶于鹽酸中,使稀土以氯化稀土的形式溶解于酸中,從而實現了對稀土的回收。研究表明,在氫氧化鈉與拋光粉質量比為0.18、焙燒時間為2.5 h、焙燒溫度為450 ℃的最優條件下,稀土的鹽酸浸出率平均高達98%。劉曉杰[19]根據稀土拋光粉廢渣主要是稀土氧化物、稀土氟化物以及稀土氟氧化物的成分特點,采用低溫堿焙燒對稀土拋光粉廢渣進行處理。焙燒產物經水洗,廢渣中大量的硅、鋁等雜質進入水洗液,富含稀土水洗渣再經過酸溶解除雜;除雜后,含稀土的濾液經草酸沉淀、灼燒,最終可得稀土氧化物。其工藝流程如圖2所示。在堿用量為理論用量的3.5倍、焙燒溫度為450~550 ℃、焙燒時間為40~60 min、液固比為0.65~1.00的較優條件下,稀土回收率可達90%以上。
1.3? 稀土拋光粉廢料回收稀土方法的比較
無論是采用物理法還是化學法,都是以稀土拋光粉廢料中稀土元素的富集和提取為目的。采用物理法只能初步實現稀土拋光粉與雜質的分離。在浮選過程中由于拋光粉顆粒小,其動量小,易引起汽包間的水化膜,導致顆粒難于附著于汽包上,影響浮選效果;同時由于拋光粉粒度過細,表面積大,會消耗大量的浮選藥劑,藥劑成本較高。采用重選法則常因廢料顆粒尺寸、粒度不均,分離獲得的新粉質量較差,而無法滿足生產要求。化學法無論是直接酸浸法還是堿焙燒—酸浸法,稀土回收率均較高,可以達到90%以上。但直接酸浸法存在酸消耗量大、對設備防腐蝕要求高、處理量小等缺點。堿焙燒—酸浸法處理能力強、酸耗低,尤其適用于成分復雜的廢料回收。但該法也存在能耗、堿耗和水耗較大等問題,產生的大量堿水同樣需要處理達標,額外增加了處理成本。
2? ?從釹鐵硼廢料中回收稀土
2.1? 釹鐵硼廢料概述
釹鐵硼具有極高的磁能積、矯頑力,使其性能遠超傳統磁性材料,其磁性能力是普通磁鐵的100多倍,甚至比價格不菲的鉑鈷合金的磁性還高。正是由于釹鐵硼如此物美價廉,使得該材料在電子技術、計算機、汽車、家用電器、航天航空、醫療等領域扮演了重要角色[20-21]。據有關數據,2022年,中國釹鐵硼永磁材料產量約為255 kt,同比增長16%;而需求量約為250 kt,同比增長15%。這些廢料的組成成分主要為鐵元素(w≈70%)、稀土元素(w=30%)以及硼元素(w=1%)。從這些廢料中可回收氧化釹、氧化鏑等高附加值稀土產品[22]。
2.2? 釹鐵硼廢料中稀土的回收方法
目前,國內外圍繞釹鐵硼廢料回收處理工藝的研究有很多,綜合歸納起來主要分為火法和濕法兩大類。火法回收工藝主要包括渣金熔分法、氯化法、選擇性氧化法。濕法回收工藝主要是先將廢料溶解于無機酸中,再經除雜、過濾后得到酸浸液,向酸浸出液加入沉淀劑(草酸、硫酸鈉、氫氧化鈉等)使稀土以沉淀形式析出,與非稀土雜質分離開來,而后再對稀土沉淀物灼燒以便獲得稀土氧化物。
2.2.1? 火法回收工藝
1)渣金熔分法。鄧永春等[23]根據釹鐵硼廢料中的Fe與Nd存在化學活性的差異,采用直接還原—渣金熔分法對釹鐵硼廢料進行綜合回收處理。將釹鐵硼與鐵精礦石粉末按不同比例混合均勻后裝入反應罐內進行高溫反應:混合物料中的FeO和CoO被還原成金屬單質Fe與Co,進而形成合金;稀土被氧化為RE2O3后,再與精礦脈石形成ReO-SiO2-Al2O3熔渣,使稀土富集在熔渣中。熔渣中稀土的質量分數可高達50%,從而實現了稀土與其他有價金屬的協同回收。盧小能等[24]采用渣金熔分法處理釹鐵硼廢料,使稀土元素進入渣相,而鐵以金屬相形式存在,達到了稀土與鐵分離的目的,實現了對稀土和鐵的回收。在該工藝中,首先將釹鐵硼廢料用機械磨碎預處理變成超細粉末,再將超細粉末與還原碳粉、造渣劑(CaO和SiO2)混合均勻后,置于特種箱式氣氛爐中反應一段時間。最終測得該工藝渣相中的稀土氧化物質量分數達82.72%。
2)氯化法。Hua等[25]根據釹鐵硼廢料中鐵和釹的化學活潑性差異,采用氯化法對釹鐵硼廢料進行回收處理。該工藝首先將釹鐵硼破碎成細顆粒,并緩慢地將其加入到熔融的MgCl2-KCl熔鹽中。這一過程中發生的反應為:
3MgCl2+2Nd=2NdCl3+3Mg。
反應中,釹鐵硼廢料中的Nd將Mg 從MgCl2置換出來,以NdCl3的形式進入熔鹽中,而其它金屬雜質繼續留在金屬相中,最終可獲得RECl3- MgCl2-KCl氯化物,實現稀土回收。采用該工藝處理釹鐵硼廢料,其稀土回收率可達到90%以上。Masahiro Itoh等[26]采用NH4Cl作為氯化劑,將釹鐵硼廢料研磨成超細粉末與NH4Cl按一定比例混合均勻,置于N2保護氣氛下以400 ℃保溫3~12 h。焙燒反應物用蒸餾水進行水浸得到氯化稀土溶液,鐵以單質或Fe-B合金形式存在。采用該法處理釹鐵硼廢料,稀土回收率達90%。
2.2.2? 濕法回收工藝
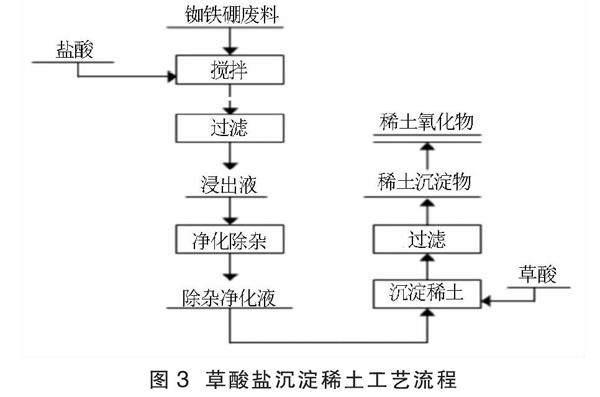
1)草酸鹽沉淀法。尹小文等[27]根據稀土草酸鹽與草酸亞鐵存在溶解度的差異,提出采用草酸鹽沉淀法對釹鐵硼廢料進行回收處理。首先將釹鐵硼廢料溶解于鹽酸中,并過濾去除不溶性雜質,而稀土元素與鐵等以離子的形式存在于溶液中,而后向溶液加入草酸并用鹽酸調節溶液pH值,過濾獲得稀土草酸鹽富集物,其工藝流程如圖3所示。在酸溶溫度為80 ℃、pH值為1.5~2.0、草酸用量比為1.5的較優條件下,稀土沉淀效果較好,稀土回收率可高達99.27%。
2)硫化物沉淀法。董傳博等[28]根據S2-與Fe3+結合沉淀能力強于稀土離子這一特性,采用硫化物除雜法對釹鐵硼廢料進行回收處理。首先采用鹽酸溶解釹鐵硼廢料并過濾,使稀土和鐵元素進入到溶液中,去除不溶于鹽酸的雜質,而后往濾料中加入(NH4)2S沉淀劑,用稀氨水調節溶液pH值,使其pH維持在4.8。反應一段時間后,對溶液進行過濾,除雜后的濾液進行低溫烘干、高溫灼燒,最終可得稀土氯化物。該方法稀土回收率達到83.24%。
3)氫氧化物沉淀法。吳繼平等[29]根據Fe3+和RE3+行成氫氧化物沉淀時的pH不同,提出采用氫氧化物沉淀法從釹鐵硼廢料中回收稀土。該工藝首先將釹鐵硼廢料進行氧化焙燒,使稀土元素被氧化成稀土氧化物,鐵氧化變成Fe2O3;將焙燒產物磨碎后用鹽酸溶解,并向溶液中加入雙氧水以保證鐵元素全部以Fe3+形式存在于溶液中;將溶液pH值控制在3.0~4.5,使溶液中的Fe3+基本上水解形成Fe(OH)3沉淀,而稀土離子繼續存在于溶液中,從而達到分離并回收稀土的目的。該工藝流程如圖4所示。研究表明,在較優的條件下,稀土浸出率高達99.33%。
2.3? 釹鐵硼廢料回收稀土方法的比較
釹鐵硼廢料的火法處理工藝普遍具有流程短、處理量大等優點,但不同火法工藝的缺點也各異。渣金熔分法操作嚴格,對氣氛環境要求比較苛刻;稀土渣的成分復雜對進一步提取分離稀土元素造成困難。氯化和選擇性氧化法雖然稀土回收率高,但對氣氛要求高,只能在特定的氣氛環境下發揮作用,處理成本較高。
采用濕法回收工藝具有稀土回收率高、稀土產品純度高、后續處理工藝成熟穩定等優點,但不同濕法工藝之間也存在差異。例如,使用鹽酸對釹鐵硼進行溶解時,稀土的回收率高;而采用硫酸進行溶解時,稀土的回收率較低。這可能與生成的難溶稀土硫酸復鹽有關。除此之外,濕法工藝也存在明顯的缺點,如生產過程中會產生大量廢水,酸浸過程中耗酸量大等。另外,采用草酸沉淀法的稀土回收率相對其他方法要高,但草酸沉淀劑的沉淀劑價格較高,工藝生產成本大,也限制了其進一步工業應用。硫化物沉淀法和氫氧化物沉淀法對溶液酸堿度和溫度要求較高,(NH4)2S沉淀劑的加入會引起廢水中氨氮含量超標,增加廢水處理成本。
3? ?從稀土催化劑廢料中回收稀土
3.1? 稀土催化劑廢料概況
20世紀70年代,氧化鈰、氧化鑭等稀土氧化物被當作催化劑廣泛應用于石油化工領域。石油裂化催化劑(FCC)是石油化工常用的催化劑[30],隨著全球石油產量不斷攀升, FCC的產量正以每年4%的增長率增加,截至2016年年底,我國FCC廢催化劑的年產量已達100 kt,消耗的稀土高達3 kt。隨著這些稀土催化劑的使用壽命到期,稀土催化劑廢料的總量也在逐年增長,而這些FCC廢料中稀土(Ce、La)的質量分數為2%~5%,多以離子或稀土氧化物存在。由此可見,報廢石油裂化催化劑中所含的稀土量十分可觀[31-32]。
3.2? 從FCC催化劑廢料中回收稀土
3.2.1? 磁選分離法
磁選分離法主要是利用FCC催化劑廢料中各物質的磁性差異,通過磁選可將重金屬污染的FCC催化劑廢料顆粒優選分離出來,而輕微污染或尚未污染的催化劑顆粒繼續保留下來作為平衡劑可再次循環使用,段永林等[33]采用磁選分離方法對FCC催化劑廢料進行回收處理,研究結果表明,廢料中的Ni、Fe、V含量分別由原來的14.173 mg/g、7.060 mg/g、0.167 mg/g下降至9.241~11.026 mg/g、4.978~5.961 mg/g、0.138~0155 mg/g。FCC催化劑總回收率穩定維持在40%左右,其活性提高了8%左右,磁選分離效果良好。
3.2.2? 酸浸—萃取法
酸浸—萃取法首先用無機酸溶解FCC催化劑廢料,形成富含稀土元素酸浸溶液,然后向酸浸液中加入萃取劑將稀土元素與其他的元素分離開來。
何捍衛等[34]采用P507從FCC催化劑廢料中回收稀土。首先,將FCC催化劑廢料用鹽酸溶解、過濾,獲得酸浸濾液,此時廢料中的稀土元素La、Ce以及非稀土元素Al、Ca、Fe、Na等一同進入濾液;然后,采用由P507萃取劑和煤化石油組成的萃取體系進行萃取,使稀土離子進入有機相,非稀土離子則繼續留在料液中;最后用鹽酸進行反萃,實現稀土的回收。也有研究人員采用P507和P204萃取劑協同萃取稀土[35-36],實驗結果表明,在硫酸介質體系中P507和P204萃取劑協同萃取分離Ce4+、Nd3+、Sm3+存在不同程度的正協同效應。
李晚霞[37]采用P204從廢FCC催化劑中回收稀土鑭和鈰。首先,將廢FCC催化劑進行焙燒預處理,以去除廢料表面的油漬;然后,采用鹽酸溶解過濾,獲得稀土酸浸液;再采用P204萃取稀土。該文研究了水相酸度、萃取劑用量、萃取時間、萃取相比、反萃取劑鹽酸濃度以及反萃相比等因素對La、Ce萃取效果的影響,發現在最優條件下稀土回收率可達97%,能較好地實現稀土與非稀土雜質的分離回收。
3.2.3? 酸浸—沉淀法
酸浸—沉淀法從廢FCC催化劑回收稀土的酸浸過程與酸浸—萃取法基本一致,其沉淀過程通常是向酸浸出液中加入沉淀劑(比如草酸、硫酸鈉、氫氧化鈉等)使稀土以沉淀形式析出,與非稀土雜質分離開來,然后再對稀土沉淀物進行灼燒,以獲得稀土氧化物成品。
仇振琢等[38]針對使用過后的廢FCC催化劑中含有較多的Al、Si等雜質元素的特點,先采用無機酸對廢FCC催化劑進行溶解處理,然后直接采用草酸沉淀的方式沉淀分離稀土元素。稀土草酸沉淀經800 ℃灼燒得稀土氧化物,含有Al的濾渣則通過堿浸出制取水玻璃。該工藝沉淀和灼燒反應如下:
2RECl3+2H2C2O4+H2O=RE2(C2O4)3+H2O+6HCl;
2RE2(C2O4)3+O2=2RE2O3+6CO2+6H2O。
Valentina lnnocenzi[39]首先將廢FCC催化劑溶解于硫酸溶液中,控制溶液pH值在0.3左右,然后向溶液中加入氫氧化鈉,控制溶液pH=2。稀土以復鹽沉淀的形式分離開來,稀土沉淀率可達99%以上。孫玉龍等[40]針對含V、Ni的廢FCC催化劑,采用硫酸進行溶解,然后向酸溶液加入一定量的鈉鹽(質量分數為5%~20%),使稀土以復鹽的形式沉淀出來。析出的稀土復鹽沉淀經一定濃度的氫氧化鈉溶液進行轉化,再用一定濃度的鹽酸溶液進行溶解、過濾后,可得到富含稀土的酸浸液。
3.3? FCC催化劑廢料回收稀土方法比較
磁選分離方法對原料的要求較高,其只對處理輕微污染的廢料回收有效,而對中、重度污染的廢料回收效果較差,無法從根本上解決FCC催化劑廢料回收處理問題。另外,磁選分離法還存在耗電高、粉塵污染嚴重的問題。采用酸浸—萃取法處理FCC催化劑廢料,通過向含稀土的酸浸液加入P507或P204等有機溶劑可以實現稀土與其他雜質的分離。稀土的回收率可達95%以上,分離效果好,但同時存在萃取過程中易發生乳化、萃取劑消耗過大及操作繁瑣的缺點。酸浸—沉淀法的關鍵在于沉淀劑種類的選擇上:選用草酸沉淀法生成的稀土草酸鹽沉淀結晶度好、易于過濾、效果好,但草酸價格較高,且具有一定的毒性,對人體健康和環境都有不良影響;選用碳酸氫氨、氫氧化鈉等沉淀劑則存在析出的沉淀物無定形態,溶解度小,固—液分離難度高,分離效果較差等問題。
4? ?結論
綜上所述,目前我國稀土功能材料廢料資源綜合利用現狀不容樂觀,有相當多的稀土廢料作為固體垃圾進行堆放或填埋,相關企業稀土回收意識淡薄。而在稀土資源回收的焙燒、酸浸、萃取過程中,存在稀土回收率較低、二次污染嚴重、處理成本高等問題。隨著我國對生態環境保護的日益重視,對稀土功能材料廢料中的稀土資源進行二次回收、循環再生利用,既是稀土行業的機遇也是挑戰。通過對稀土拋光粉廢料、釹鐵硼廢料以及稀土催化劑3種典型的稀土功能廢料稀土回收工藝的對比研究,筆者認為應著重注意以下兩個方面:1)加快稀土回收行業技術工藝開發。總體來說,目前稀土回收技術依舊落后,稀土回收率相對不高,未來應積極開發引進新技術、新工藝,不斷改進、優化現行工藝,淘汰落后產能,加強節能減排相關的技術開發,促進稀土回收行業的高質量綠色發展。2)加強組織領導,營造良好的發展環境。建立統一、規范、高效的稀土管理體系,完善協調與監管機制,明確責任與分工,加強稀土回收循環利用集聚發展,合理布局促進稀土回收產業的下游的集聚發展,使資源被最大化地有效利用。
參考文獻
[1] 楊麗.創新驅動發展需要強大的新材料技術支撐——解析稀土新材料的重要性[J]. 稀土信息, 2017(10):38-39.
[2] 鄒君宇,王建平,柳振江,等.中國稀土資源現狀和問題及對策的思考[J].礦業研究與開發,2014,34(2):119-123.
[3] 李新市.中國稀土戰略的幾個熱點問題[J].理論研究,2011(3):46-49.
[4] 張博,寧陽坤,曹飛,等.世界稀土資源現狀[J].礦產綜合利用,2018(4):7-12.
[5] 張平.世界稀土市場現狀分析及我國的對策[J].國際貿易問題,2006(10):39-43.
[6] 陳健,吳楠.世界稀土資源現狀分析與我國稀土資源可持續發展對策[J].農業現代化研究,2012,33(1):74-77.
[7] 龔衛星, 李艷榮. 我國稀土廢料回收利用技術與現狀[J]. 中國資源綜合利用, 2013, 49(9):36-38.
[8] LI X, HUANG S ,YANG G .Development of application of RE polishing materials[J].Journal of Rare Earth,2004(22):302-306.
[9] 李學堯. 稀土拋光粉的生產與應用[J].中國稀土學報,2002,20(5):392-397.
[10] 史培陽,王希鑫,丁文清,等.廢棄稀土拋光粉資源化利用研究現狀[J].資源節約與環保,2017(1):40-42.
[11] 許濤,于亞輝,呂保義,等.稀土拋光粉固體廢料資源特性研究[J].中國資源綜合利用,2010(5):22-25.
[12] 黃婭琴,付杰,蔣昆,等.廢棄稀土拋光粉的綜合利用綜述[J]. 資源節約與環保,2018(1):70-79.
[13] 李梅,高凱,柳召剛,等.一種廢舊稀土拋光粉回收再利用的方法:CN102886308A[P].2013-01-23.
[14] 趙強,杜鍵,王秀艷,等.提取稀土—廢棄稀土拋光粉中稀土元素的三種回收方法[J].金屬世界,2012(5):14-16.
[15] 李慧芝,許崇娟,莊海燕,等.一種稀土拋光粉再生的制備方法:CN103215012A[P].2013-07-24.
[16] 王秀艷,劉杰民,杜健,等.濃硫酸低溫分解廢棄稀土拋光粉工藝研究[J].環境工程學報,2011,5(9):2129-2132.
[17] 周潔英,陳冬英,歐陽紅,等.從拋光廢料中回收稀土的研究[J].有色金屬科學與工程,2014,4(2):96-99.
[18] 伍鶯,陳冬英,歐陽紅,等.從稀土拋光粉廢料中回收稀土試驗研究[J].濕法冶金,2015,34(5):398-401.
[19] 曉杰, 于亞輝,許濤,等.堿焙燒法從稀土拋光粉廢渣中回收稀土[J].稀土,2015,36(4):75-80.
[20] MOCHIZUKI Y, TSUBOUCHI N, SUGAWARA K. Selective recovery of rare earth elements from dy containing Nd-Fe-B magnets by chlorination[J]. ACS Sustainable Chemistry & Engineering, 2013, 1(6):655-662.
[21] SLUSAREK B, DUDZIKOWSKI I. Application of permanent magnets made from Nd-Fe-B powder and from mixtures of powders in DC motors[J]. Journal of Magnetism & Magnetic Materials, 2002, 239(1):597-599.
[22] 巫劍,徐鵬,吳玉春,等.釹鐵硼廢料綜合利用研究現狀[J].山西冶金,2018,41(1):48-50.
[23] 鄧永春,吳勝利,姜銀舉,等.直接還原—渣金熔分法回收釹鐵硼分離[J].稀土,2015,36(5):8-12.
[24] 盧小能,邱小英,張金祥,等.渣金熔分法從釹鐵硼超細廢料中回收稀土和鐵的工藝研究[J].中國資源綜合利用,2019,37(1):21-25.
[25] HUA Z , WANG J, WANG L,et al. Selective extraction of rare earth elements from Nd-Fe-B scrap by molten chlorides[J].Acs Sustainable Chemistry & Engineering,2014,2(11):2536-2543.
[26] ITOH M,MIURA K,MACHIDA K I.Novel rare earth recovery process on Nd-Fe-B magnet scrap by selective chlorination using NH4Cl[J].Journal of Alloys&compounds,2004,379(1/2):48.
[27] 尹小文,劉敏,賴偉鴻,等.草酸鹽沉淀法回收釹鐵硼廢料中稀土元素的研究[J].稀有金屬,2014,38(6):1093-1098.
[28] 董傳博,劉敏,賴偉鴻,等.硫化物除雜法回收釹鐵硼廢料中稀土元素的研究[J].硅酸鹽通報,2013,32(10):2127-2132.
[29] 吳繼平, 鄧庚鳳,鄧亮亮,等.從釹鐵硼廢料中提取稀土工藝研究[J].有色金屬科學與工程,2016,7(1):119-124.
[30] 劉貴清,曲志平,張磊.從廢催化劑中回收稀土的現狀與展望[J]. 中國資源綜合利用,2014,32(6):27-29.
[31] 左澤軍. FCC廢催化劑的資源化利用[D].青島:中國石油大學(華東), 2019.
[32] 趙哲萱,邱兆富,楊驥,等.從廢FCC催化劑和廢汽車尾氣凈化劑中回收稀土的研究進展[J].化工環保,2015,35(6):603-608.
[33] 段永林,叢麗菇,梁國利,等.華北石化催化裂化廢催化劑磁選分離回收技術[C] //中國化工學會.2012年石油化工學術年會論文集. 2012:876-878.
[34] 何捍衛,孟佳.采用P507(HEH/EHP)從廢FCC催化劑中回收稀土[J].中南大學學報,2011(9):126-132.
[35] 李建寧,黃小衛,朱兆武,等.P204-P507-H2SO4體系萃取稀土元素的研究[J].中國稀土學報,2007,25(1):55-58.
[36] 黃小衛, 李建寧,張永奇,等. P204-P507在酸性硫酸鹽溶液中對Nd3+和Sm3+的協同萃取[J].中國有色金屬學報,2008,18(2):366-371.
[37] 李晚霞.從廢FCC催化劑中回收稀土鑭和鈰的研究[D].蘭州:西北師范大學,2014.
[38] 仇振琢,魏旭華.從催化劑廠廢渣回收稀土的綜合利用[J].石油化工,1992,21(7):474-478.
[39] INNOCENZI V, FERELLA F, MICHELIS I, et al. Treatment of fluid catalytic cracking spent catalysts to recover lanthanum and cerium: Comparison between selective precipitation and solvent extraction[J].Journal of Industrial and Engineering Chemistry,2015,24:92-97.
[40] 孫玉龍,劉永浩,蔡明哲.從含釩鎳的廢FCC/ROC觸媒中回收稀土、釩、鎳的方法:CN102586606A[P].2011-11-01.
收稿日期:2023-03-27
作者簡介:邵龍彬(1993—),男,工程師,主要從事有色冶煉行業工程設計。