
擰緊過程失效監控及分析的研究
2024-05-30 14:59:29鄭遠平顏積權盧銳關智
汽車與駕駛維修(維修版) 2024年5期
鄭遠平 顏積權 盧銳 關智

摘要:本文通過分析汽車制造過程中大量應用的擰緊過程典型性失效模式,對擰緊全過程影響因素對應的控制方法進行系統性研究,提出搭建失效監控系統的方案,并針對失效監控系統強相關的擰緊要素逐一分析。同時,通過擰緊失效監控系統的應用案例分析過程,展示了擰緊失效監控系統的應用效果。
關鍵詞:擰緊;失效監控;擰緊數據;故障分析
中圖分類號:U466 文獻標識碼:A
0 引言
擰緊過程貫穿整個制造領域,尤其是汽車裝配行業,約占比裝配制造過程70% 的子過程。因此,汽車制造中,擰緊過程的可靠性和穩定性,往往決定產品的質量。擰緊過程涉及緊固件密封性、機械性能等方面,是極其復雜的系統,涉及緊固件設計、擰緊工藝設計,質量監控等方面。關于擰緊過程,國內外眾多學者也展開了相關研究。熊云奇等對擰緊曲線進行了分析,析出了多種典型的擰緊曲線[1] ;張俊提出利用螺栓擰緊曲線調整優化擰緊策略,提出幫助分析不同的擰緊失效原因和優化改善擰緊策略達到提高擰緊過程質量控制能力和提高生產效率的目的[2] ;VOLKER S 對實現擰緊可靠性的多種模式進行了經典剖析[3]。在制造技術不斷進步過程中,盡管學者們對擰緊的失效機理及解決對策都提出了多種理論研究,但對擰緊失效過程監控的方案研究較少,尤其缺少與工程作業明確關聯的系統性研究。
本文主要以某發動機裝配生產線,基于MES 系統采集的制造全過程擰緊數據,結合生成制造過程的擰緊因素進行逐一關聯分析,研究優化擰緊過程的思路和方法,并關聯制造防錯系統的設置,建立完善的失效監控系統。同時伸延監控系統,對典型的失效模式展開分析研究,從設計優化、工藝優化、質量監控等方面,解決典型性失效問題。
1 擰緊失效監控系統的建立
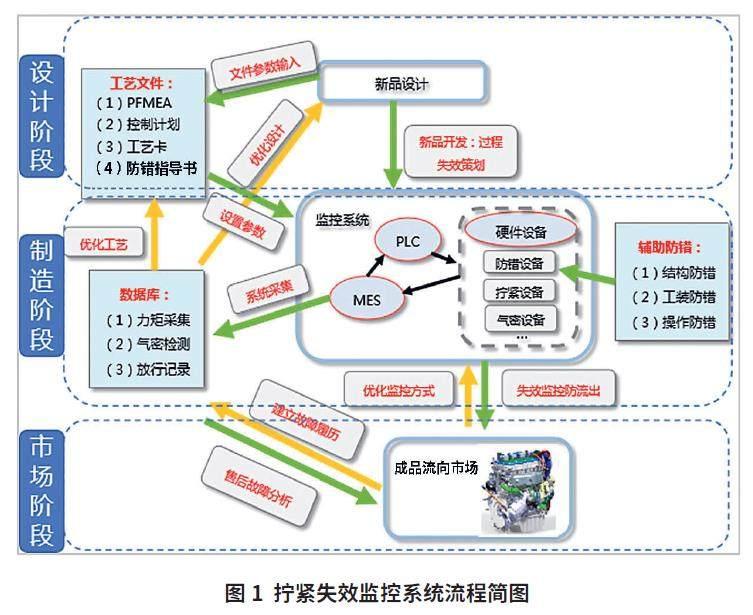
某發動機裝配線的擰緊相關過程占比75% 左右,全線擰緊設備100% 具備高精度報警功能,擰緊過程數據可記錄、追溯等功能,這為生產線建立擰緊失效監控系統提供了設備基礎。如圖1 所示,擰緊過程從新品階段—制造階段—后市場階段故障分析等方面,完成了全面關聯。整個系統的核心是具備擰緊數據采集功能的擰緊設備、MES 系統以及集成關聯的網絡系統。系統可采集擰緊實時數據,并針對數據給出相應的判斷,彈出擰緊異常的質量隱患,并為問題解決提供分析方向和佐證數據。
2 擰緊失效監控系統控制要素分析
從4M1E 工程學的角度,一個可靠的擰緊過程,需要保證的因素眾多,從設計校核、工藝校核、設備保障、零部件保證和生產作業人員操作標準等方面,均可能對擰緊質量產生影響,如擰緊策略的選擇對螺栓預緊力起決定性作用[4],擰緊轉速的大小也同樣影響擰緊夾緊力和摩擦系數[5]。因此,擰緊過程常見的影響因素,需要加以控制。
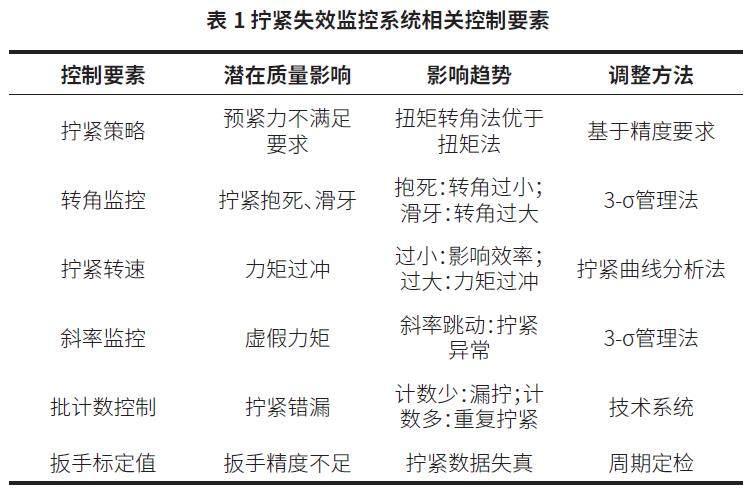
影響擰緊失效及失效監控的主要因素如表1,這些因素均為擰緊過程控制要素,對擰緊動態力矩產生直接影響。
2.1 擰緊策略
擰緊策略有很多,最常用的有:扭矩控制法;“門檻扭矩+轉角”控制法。其中,扭矩控制法策略設置扭矩上、下限,將力矩控制在該范圍,其符合以下公式:
T =K ·F ·d ( 1)
式中:T 為螺栓擰緊力矩;K 是扭矩系數;d 是公稱直徑;F是螺栓預緊力;λ 為螺紋升角;ρ 為螺紋摩擦角;d 0 為螺紋外徑;d 2 為螺紋內徑;Dw 為六角螺栓外接圓直徑;μ 為摩擦系數。
在擰緊時影響K 值的主要因素是摩擦力,相同扭矩擰緊兩個不同摩擦阻力的連接時,所獲得的螺栓軸向預緊力相差很大(圖2a)。因此,該方法精度不高,適用于對夾緊力要求不高的擰緊,對于重要的螺栓,不建議使用該方法。
“門檻扭矩+ 轉角”控制法是策略基于一定轉角,使螺栓產生一定的軸向伸長及連接件被壓縮,預緊力F 與規定的角度θ 呈線性關系,滿足以下公式:
式中:θ 為旋轉角度;p 為螺距;ka 為螺栓的剛度系數;kb為連接件的剛度系數;k 為系統剛度;Δl 為螺栓伸長量。
通過公式(3)可以計算出可旋轉合適的角度。
扭矩法通常將最大螺栓軸向預緊力限定在螺栓彈性極限的90%,即圖2b 中的Y-M 區域。同樣的轉角誤差ΔA 在其塑性區的螺栓軸向預緊力誤差ΔF 2 比彈性區的螺栓預緊力誤差ΔF 1 要小得多。該方法控制精度較準。
綜上,“門檻扭矩+ 轉角”控制法控制精度高于扭矩法,但相應要配備的擰緊設備成本較高,且對配合零件的品質管控要求更高。為平衡投入與產出,應根據產品擰緊需求,配備相應精度的設備。如某發動機工廠,除少數關鍵螺栓采用“門檻扭矩+ 轉角”控制策略以外,其余全部采用扭矩控制法。
2.2 擰緊轉速
擰緊轉速是根據生產需求,可調整的擰緊設備的常見參數。擰緊時,在不同轉速下,螺紋之間嚙合時的摩擦系數、螺栓變形狀態、摩擦產生的熱量等,均可能對擰緊質量產生影響。如表2所示,當擰緊速度過快時,力矩容易過沖,即力矩上升過快,超出扳手設定值;當轉速過小,容易出現力矩在某些階段波動,形成典型的“粘滑”故障。這些擰緊異常,均存在擰緊質量隱患,為消除相關異常,可利用曲線分析,選取適宜的轉速范圍。
2.3 角度監控
角度監控的目的是防止擰緊抱死和擰緊滑牙等不良流出。當擰緊因螺紋配合、雜質或操作不當等原因導致擰緊未到位的情況時,其轉角(即從某起始力矩到目標力矩的螺栓轉角)往往偏小;當擰緊因螺紋強度不足導致滑牙時,其轉角一般偏大。因此,通過控制轉角在一定范圍內,設置上下限,可有效監控擰緊,防止擰緊抱死和滑牙的質量故障。通常轉角設定值,采用3-σ 管理法確定[6],可確保數據選取的可靠性。
2.4 斜率監控
擰緊斜率一般指擰緊力矩與轉角的比率關系,主要反映擰緊轉動時力矩上升的能力。正常情況下,產品一致性好的條件下,螺栓在彈性變形區,擰緊斜率基本一致。
出現以下幾種異常情況時,會導致斜率異常:螺栓強度差異大;螺紋存在雜質;接觸面摩擦系數差別較大。失效監控系統具備控制擰緊斜率的功能,通過設置斜率區間(同理,采用3-σ 管理法確定),識別出斜率異常的擰緊過程。如圖3 所示,失效系統識別該擰緊斜率為異常狀態,故障彈出。經分析,該擰緊過程因表面防銹油過多,導致斜率異常。
此外,失效監控系統設置了其他控制要素,如螺栓擰緊計數、扳手周期檢定等功能。這些控制要素,組成了完整有效的擰緊失效監控系統。經長期數據統計,失效監控系統的有效攔截率大于99.5%。
3 失效監控系統應用案例分析
該失效監控系統主要應用于汽車領域裝配工廠,日常有效攔截了各類擰緊不良,有效保證了擰緊質量。在此,為展示監控系統用于攔截故障、解決問題的運用過程,通過以下典型的擰緊失效案例展開分析:發動機排氣歧管螺栓擰緊失效。
3.1 故障表現
某發動機排氣歧管擰緊過程,系統通過角度監控,識別排氣歧管中間螺栓擰緊轉角大于設置上限值,系統報警,故障件彈出。拆開故障件,發現螺紋孔牙套脫出,零件損壞(圖4)。
3.2 原因分析
螺牙脫套,即螺紋滑牙,一般由于螺紋強度不足導致。對擰緊相關的結構展開分析(圖5)。通過對標法,識別故障螺栓差異。
(1)螺栓旋合長度僅7.5 圈,低于對標件的10 圈,導致螺牙抗拉強度不足。
(2)滑牙的螺栓孔接觸面為圓孔,其余為開槽孔,影響接觸面摩擦系數。
查機械手冊,該結構的螺紋旋合長度,推薦值為10 ~ 12 牙,粗糙度控制在Ra3.2 ~ 6.3。因此,鎖定要因為設計缺陷:螺栓旋合長度不足,且法蘭面粗糙度偏低。
3.3 解決對策
(1)增加螺紋旋合長度至11 圈,通過增加螺紋旋合牙數,增加擰緊緊固力。
(2)控制粗糙度在Ra3.2 ~ 6.3,防止螺紋接觸面摩擦系數過小導致軸力過大。
3.4 實施效果
經改善后,故障未重發,旋轉監控角度無報警。以上案例展示了擰緊失效監控系統的應用,故障通過監控系統識別出異常,通過分析曲線,鎖定了故障方向,進一步分析故障,鎖定要因,解決問題。
另外,通過擰緊失效監控系統解決了諸多典型的故障,如主軸承蓋螺栓擰緊,監控系統識別轉角低于下限值,要因鎖定了螺紋臟污導致擰緊抱死;曲軸減振皮帶輪擰緊力矩超監控值,通過曲線分析確定了擰緊斜率異常,鎖定了螺栓法蘭面存在防銹油,影響表面摩擦系數導致擰緊失效等。此外,借助大量失效案例,逆向修正監控系統的相關參數,從而有效提升了擰緊故障攔截率。
4 結束語
(1)生產線通過引入具備數據采集功能的擰緊設備,結合防錯系統搭建,通過MES 系統的關聯實時數據采集系統,可建立高效可靠的擰緊失效監控系統。
(2)擰緊失效監控系統相關的控制要素需要逐一完善,并通過曲線分析法、西格瑪管理法等手段,確定相關的控制參數,從而保證系統運行的有效性。
(3)監控失效系統可有效識別常見的擰緊故障,并提供故障分析的數據,為要因分析鎖定方向。同時,借助擰緊失效系統,逐步提升了生產系統擰緊質量。
【參考文獻】
[1] 熊云奇, 張瓊敏, 盧海波. 螺栓擰緊試驗曲線形態研究[J]. 汽車科技,2000(05):15-17.
[2] 張俊. 利用螺栓擰緊曲線調整優化擰緊策略[J]. 現代制造技術與裝備,2021(9):89-91.
[3] Volker Schatz. 實現螺栓可靠裝配的10 個步驟[M]. 朱正德, 郭林健,譯. 北京: 機械工業出版社,2009.
[4] 劉寧, 安魯陵, 王慶有, 等. 擰緊策略及其對螺栓預緊力影響研究[J]. 裝備制造技術,2022(10):26-29,33.
[5] 王曉斌, 蔣佳桉, 陳平, 等. 擰緊轉速對螺栓聯接可靠性分析[J]. 機電工程技術,2016(3):101-104.
[6] 王斌會. 西格瑪水平與不合格品率的關系研究[J]. 統計與決策,2009(19):172-174.
作者簡介:
鄭遠平,碩士,研究方向為汽車工藝。
