
一種新的八連桿壓力機同步精度調整方法
2024-05-30 14:59:29覃禎謝春啟鐘計明黃銳王瑞國丁航冰覃金麟
汽車與駕駛維修(維修版) 2024年5期
關鍵詞:仿真
覃禎 謝春啟 鐘計明 黃銳 王瑞國 丁航冰 覃金麟
摘要:本文通過對汽車沖壓生產線中八連桿壓力機結構和工作原理的分析,運用UG 軟件對八連桿壓力機中轉齒結構進行仿真,模擬對齒輪系的調整以確保導柱的同步,從而提高沖壓零部件精度和提升生產效率。經驗證,UG 仿真模擬的調整方案可以有效運用到實踐中,并達到預期的效果。
關鍵詞:八連桿壓力機;導柱同步精度調整;轉齒法;UG 仿真;建模;擬合優化
中圖分類號:U468.2+1 文獻標識碼:A
0 引言
汽車制造過程一般包括沖壓、焊裝、涂裝和總裝等四大工藝,其中沖壓工藝在整個汽車制造過程中扮演著關鍵的作用。沖壓生產線一般負責生產汽車的車門、發罩、頂蓋、側圍和翼子板等主要覆蓋件,這些零件是汽車結構的重要組成部分,通過壓力機的沖壓加工,可以高效地生產出符合設計要求的各種形狀和尺寸的金屬零件。
沖壓生產線中的第一序壓力機,其運行穩定性和加工精度直接影響著零部件的質量。通過對壓力機精密的設定和調整,可以確保生產出符合設計要求的高質量零部件。國內主流汽車生產廠的第一序壓力機一般是八連桿壓力機。
八連桿壓力機多用于沖壓線首序,因為其滑塊運動特性好,在工作行程內速度低而平穩,滿足了沖壓合理的拉延速度,使得加工過程中具有較高的精度,能夠保證加工出零件尺寸和形狀的一致性。八連桿結構使得滑塊在下壓拉伸行程更加穩定,減少振動和變形,有利于保證加工質量,提高了沖壓件質量及模具壽命,且滑塊空程速度高,有利于提高生產效率。
傳統八連桿壓力機的導柱同步精度調整方法主要依靠經驗和試錯,當調試過程中出現不同步現象時,拆機返修費時又費力[1],存在調整周期長、調整精度低以及成本高等問題。因此,研究一種高效、精準的導柱同步精度調整方法,對于提高八連桿壓力機的生產效率和產品質量具有重要的實際意義。
我司其中一臺八連桿壓力機在運行多年后,左側中間軸直齒齒根開裂。修復方案是制作一根全新中間軸進行更換。但新中間軸與舊人字齒輪裝配后,直齒與人字齒之間的角度相位差相對之前有偏差,導致總裝后導柱同步偏差峰值達0.98 mm(標準是±0.50 mm 以內)。
本文研究通過UG 建模及運動仿真,模擬八連桿機構運動規律,結合轉齒法,分析一種八連桿壓力機同步精度調整方法,完成更換中間軸之后的同步精度恢復。
1 精度超差帶來的影響
當八連桿壓力機使用時間久了之后,內部的機械部件,如連桿、傳動裝置、導軌、軸承和滑塊等,長期摩擦和運動會引起磨損,這種磨損會導致部件之間的間隙增大。另外,如果潤滑不佳、潤滑系統的失效,也會導致機械運動部件摩擦力增加,加速部件的磨損,并可能產生熱變形,導致運動不穩定或精度下降,甚至精度超差,影響了壓力機的使用。
當八連桿壓力機的精度超差時,可能會帶來諸多問題:加工的零件尺寸不準確;形狀出現偏差;表面的質量下降;零件一致性會變差。不合格的零件需要進行返工或報廢,增加生產成本和周期。
八連桿壓力機精度超差對零件加工質量會帶來諸多負面影響。因此,為了保證零件的加工質量,必須定期對八連桿壓力機進行精度檢測和校準,及時檢查發現和解決精度超差的問題,確保其在正常范圍內運行,對于保障零件加工質量至關重要。同時,還需要加強設備的維護和保養,以延長其使用壽命并保持穩定的加工精度。
影響壓力機精度的因素有很多[2],精度調整有多種方法,本文重點對用UG 仿真轉齒來調整導柱同步精度的方法進行深入研究。
2 八連桿結構
八連桿壓力機是一種常見的機械設備,用于金屬加工和成型等工藝。在使用過程中,導柱的同步精度對于產品的質量和生產效率有著至關重要的影響。
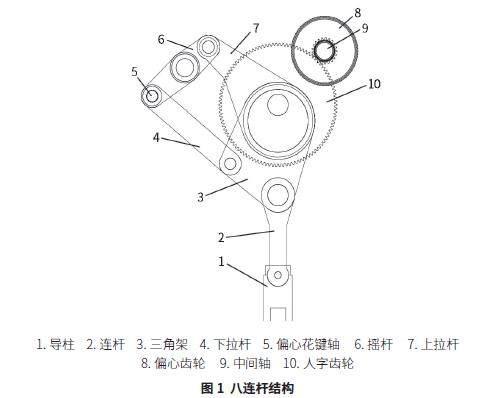
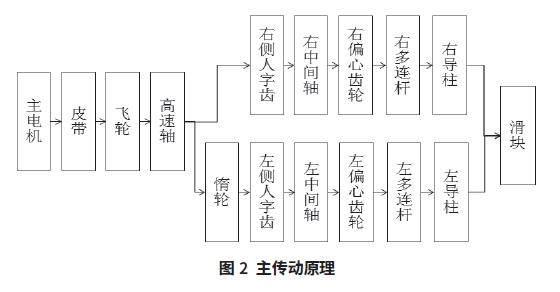
我公司沖壓車間在用的八連桿壓力機桿系結構如圖1 所示,主傳動原理如圖2 所示。主電機通過皮帶將運動傳給飛輪,通過中間齒輪將運動傳給偏心齒輪,偏心齒輪驅動連桿機構帶動滑塊作上下往復運動。上模裝在滑塊上,下模裝在工作臺上,當坯料放在上下模之間時,即能進行沖裁及其他變形工藝,制成工件。4 個導柱驅動一個滑塊,要保證滑塊平行度和垂直度精度的輸出,必須先保證4 個導柱的同步精度。
八連桿結構較復雜,如果通過極坐標或笛卡爾坐標系下的運動方程公式計算[3],公式推導復雜,計算工作量大,并不適用于所有人。此類型壓力機主傳動主要是曲柄、齒輪和連桿的組合結構,所以本文采用UG 建模,再結合轉齒法進行運動仿真,借助虛擬仿真技術指導導柱同步精度調整工作。本文以左前一個多連桿結構進行分析。
3 轉齒原理
從主傳動原理圖可以看出,要使左右導柱同步,主傳動的左右兩側齒輪系(從人字齒到偏心齒)運行時的相位角必須同步。左右齒輪系相位角同步指的是在壓力機中,左右齒輪系在轉動過程中,它們的相位角保持同步。換句話說,就是這些齒輪在運轉時,它們的轉動速度保持一致,使得它們的位置和速度隨時間的變化而保持一定的關系。
轉齒法的定義:在單側齒輪傳動系中,人字齒與中間軸通過花鍵嚙合、中間軸與偏心齒輪通過直齒嚙合,對單側齒輪系嚙合相位角不變的情況下,改變另一側齒輪系中人字齒與中間軸的嚙合相位角、中間軸與偏心齒的嚙合相位角,即可改變導柱的同步精度。
轉齒法是通過對主傳動上的齒輪系進行調整,使得左右兩側齒輪系之間具有相同的轉角,從而保證導柱的同步運動。
轉齒法的原理比較簡單,是一種常用的同步精度調整方法[4],具有操作簡單、調整方便等優點,可以快速有效地改善八連桿壓力機在工作中的同步性能,但需要對壓力機的八連桿機構和導柱的結構有深入的了解,才能進行有效的調整。
4 UG 仿真技術
UG 仿真技術是一種先進的數字化技術,可以對八連桿壓力機進行虛擬仿真,準確模擬轉齒過程中的各種情況,為導柱同步精度調整提供有效的工具和方法。
首先,通過UG 仿真技術可以對八連桿壓力機進行虛擬仿真,模擬轉齒過程中的各種情況。在模擬中,可以對導柱同步精度進行調整,分析不同調整方案的效果,從而找到最優的調整方案。
其次,UG 仿真技術可以對八連桿壓力機進行精確的數據分析。通過對仿真數據的分析,可以了解導柱同步精度的變化規律,找到轉齒的齒數和導柱精度之間的關系,從而優化導柱同步精度。
最后,UG 仿真技術可以對八連桿壓力機進行可視化的展示。通過可視化展示,可以直觀地了解導柱同步精度的變化情況,從而更好地進行調整。
在進行仿真模擬之前,需要先建立八連桿壓力機的三維模型,并確定仿真參數。然后,通過UG 軟件中的仿真模塊進行仿真模擬,得到導柱精度誤差和調整方案。
5 建模仿真
5.1 建模
在UG 建模環境下,根據各零件實際尺寸,通過二維草圖、拉伸、旋轉、求和、求差和陣列等特征操作,繪制人字齒輪、中間軸、偏心齒輪、上拉桿、下拉桿、三角架、搖桿、偏心花鍵軸、拉桿、導柱、導套、惰輪和橫梁等三維零件,各自保存成單獨的部件。
5.2 裝配
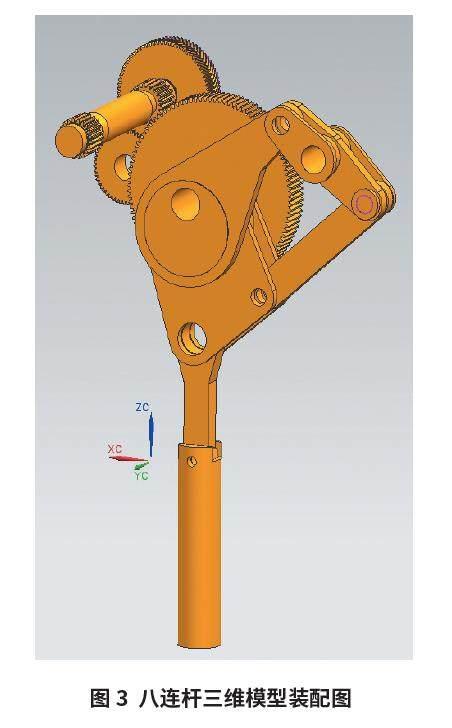
零件建模完成后,進行裝配。本文采用自底向上的裝配體建模方法,即先對零件進行單獨建模,再根據不同的位置和裝配約束關系,將零件裝配成部件(圖3)。
5.3 干涉檢查
零件裝配完成后,進行干涉檢查,排查裝配后是否有干涉問題,如有則根據干涉結果對干涉位置重新修改裝配,如沒有干涉則可進行下一步的運動仿真。
5.4 運動仿真
建模完成并檢查無干涉后,進入運動仿真環境,先建立各個連桿,再建立連桿副、齒輪副等,在導柱上任一位置做一個標記點,建立解算方案并求解,點擊播放動畫,標記點即勾勒出運行軌跡,在作圖中定義X-Y 函數:X 軸是偏心齒輪轉動角度,Y 軸是導柱標記點的變量坐標,輸出EXCEL 圖表。
在裝配環境下虛擬轉動人字齒輪、花鍵、搖桿偏心花鍵軸,在運動仿真環境下輸出對應的導柱標記點變量坐標曲線圖表,建立理論圖表數據庫,以便接下來與實測值對比。
6 擬合優化同步精度
6.1 調整前實測導柱同步
更換新中間軸后,實測4 個導柱同步精度數據(表1)。原始數據采用內徑千分尺測得,數據符號說明:“+”說明導柱向下伸長;“-”說明導柱向上縮短(本文中其他圖表的數據符號定義同理)。
為了更方便觀察數據的變化趨勢,根據表1 數據作曲線圖如圖4。可以看出,以右前導柱為基準,左前偏差峰值達0.98 mm,右前偏差峰值達0.84 mm,同步數據已超出±0.50 mm 的標準范圍值。
6.2 擬合優化曲線
根據表1 和圖4 看出,左右同步偏差較大,優先調整左右同步,首選轉動人字齒輪,其次轉動偏心花鍵軸。
從運動仿真產生的理論圖表數據庫中查表分析,左中間軸人字齒輪往外轉(視角:俯視壓力機,以下視角同理)7 齒,左前偏心花鍵軸往里轉4 齒,左后偏心花鍵軸往里轉3 齒。組合轉齒后4 個導柱非常接近理想同步位置,擬合優化后的同步數據如表2 所示。為了更方便觀察數據的變化趨勢,根據表2 數據作曲線圖(圖5)。
6.3 調整后復測導柱同步
根據UG 模擬的結果,對左側中間軸及人字齒輪往外轉動7齒,左前偏心花鍵軸往里轉4 齒,左后偏心花鍵軸往里轉3 齒。重新裝配后復測4 個導柱同步數據,以右前導柱為基準,其他3個點導柱偏差峰值均在標準范圍值(±0.50 mm)內,滿足實際使用要求(表3)。為了更方便觀察數據的變化趨勢,根據表3 數據作曲線圖(圖6)。
因為實際中存在齒輪嚙合、桿系裝配間隙等因素,所以模擬值和實際測量值之間會存在一些誤差,但這些誤差對實際結果影響不大。
7 結束語
本文簡單介紹了UG 在八連桿壓力機同步精度調整中的應用,仿真結果與實測結果非常接近。利用UG 的仿真功能解決了八連桿機構的運動學問題,獲得精確的仿真結果。應用計算機虛擬仿真技術,為八連桿壓力機導柱同步精度調整提供了一種簡單而行之有效的思路與方法。
綜上所述,基于UG 運動仿真轉齒法的八連桿壓力機導柱同步精度調整方法,可以有效解決導柱同步精度的問題,提高生產效率和產品質量。
【參考文獻】
[1] 趙奎觀. 偏心式雙( 四) 點機械壓力機同步性的調整方法——配鍵法[J].鍛壓裝備與制造技術,2008(04):25-26.
[2] 杜建偉, 宋清玉, 李建. 六連桿壓力機精度影響因素分析[J]. 一重技術,2012(06):9-12.
[3] 余發國, 王園. 一種八連桿機械壓力機連桿的優化設計[J]. 鍛壓技術,2013,38(05):138-141.
[4] 高守源, 常光志, 馬勝泉. 轉齒法調整機械壓力機偏心同步[J]. 鍛壓機械,1990(04):34-35.
作者簡介:
覃禎,本科,工程師,研究方向為沖壓設備規劃引進和維護,以及移動機器人本體設計開發。
猜你喜歡
中國教育技術裝備(2016年20期)2016-12-12 10:09:15
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技資訊(2016年18期)2016-11-15 20:09:22
科技資訊(2016年18期)2016-11-15 07:55:28
價值工程(2016年29期)2016-11-14 02:01:16
電子技術與軟件工程(2016年18期)2016-11-14 00:46:54
數字技術與應用(2016年9期)2016-11-09 23:25:33
數字技術與應用(2016年9期)2016-11-09 22:09:07
科技視界(2016年18期)2016-11-03 21:44:44
科技視界(2016年18期)2016-11-03 20:31:49
