瓷質磚底漿效果關鍵技術研發及應用
2024-06-06 11:22:47汪小剛鄧勇軍邱玉鵬曹普銀秦永杰
佛山陶瓷 2024年5期
汪小剛 鄧勇軍 邱玉鵬 曹普銀 秦永杰

摘 要:本文主要闡述在瓷磚生產過程中窯爐棒釘產生的原因,針對這些查找出來的原因做出相應調整。通過改進底漿配方、上底漿工藝和上底漿設備等措施來解決因棒釘問題引起的走磚不穩和磚渣問題。
關鍵詞:窯爐棒釘;底漿配方;上底漿工藝;上底漿設備;走磚不穩;磚渣
1前言
目前在陶瓷行業中,陶瓷生產窯爐主要采用的是輥道窯來燒成,其特點是可實現連續工藝,通過輥棒的不斷轉動來運輸陶瓷產品進行燒成,具有生產規模大、生產效率高、自動化水平高、和節能環保等優點。陶瓷磚在經歷1000~1280℃的高溫燒成處于軟化熔融狀態,在輥棒不斷轉動傳輸過程中,磚底易與輥棒反應而粘輥棒起棒釘,對輥棒造成磨損,降低了輥棒的使用壽命。輥棒起棒釘又容易使窯爐中磚坯走磚不穩,導致磚在窯爐里面會頂磚和撞磚,易出現變形、磚渣、磚面不平整等缺陷。
2? 底漿配方對窯爐棒釘的影響
隨著輥道窯的使用,可將瓷磚直接置于輥棒上,實現了瓷磚的連續生產,極大的提高了生產效率。輥棒是輥道窯的重要組成部分,其主要化學成分為氧化鋁,具有耐高溫,不變形等優點,但在瓷磚生產中由于受到磚坯底的磨損及與磚坯原料發生一定的化學反應而受損,極大的影響了輥棒的使用壽命。目前所用保護輥棒的方法是在磚坯底部施一層磚底漿,而磚底漿具有耐高溫、防止磚坯原料與輥棒發生化學反應的作用。目前所用磚底漿的主要成分為氧化鋁、輕燒氧化鎂、球粘土等原料。單一的氧化鋁作底漿配方,氧化鋁的熔融溫度高達2050℃以上,氧化鋁在常規1200℃陶瓷燒結溫度下的性能比較穩定,將其涂抹在磚底基本不會跟磚坯發生反應。因此,磚底涂上氧化鋁底漿能有效保護窯爐輥棒和防止磚坯變形,但由于其在1300℃以下的輥道窯中生燒后大部分呈粉狀,后期成品的鋪貼會使得陶瓷磚底部與水泥等基體的附著力不高,鋪設后易造成瓷磚的空鼓和脫落。同樣氧化鎂一般不作為瓷磚坯體的主要成分,其與坯體原料最低共熔溫度為1355℃,而目前瓷磚窯爐燒成最高溫度一般在1140~1165℃,因此不易于坯體反應,與輥棒更是難以反應。因此采用氧化鎂作底漿配方的主要原料,可以使輥棒的使用壽命更長。但由于底漿配方中的氧化鎂容易與坯體邊部釉料中的K2O、Na2O、SiO2反應形成共熔物,共熔物粘在輥棒上形成棒釘,降低了輥棒的使用壽命。
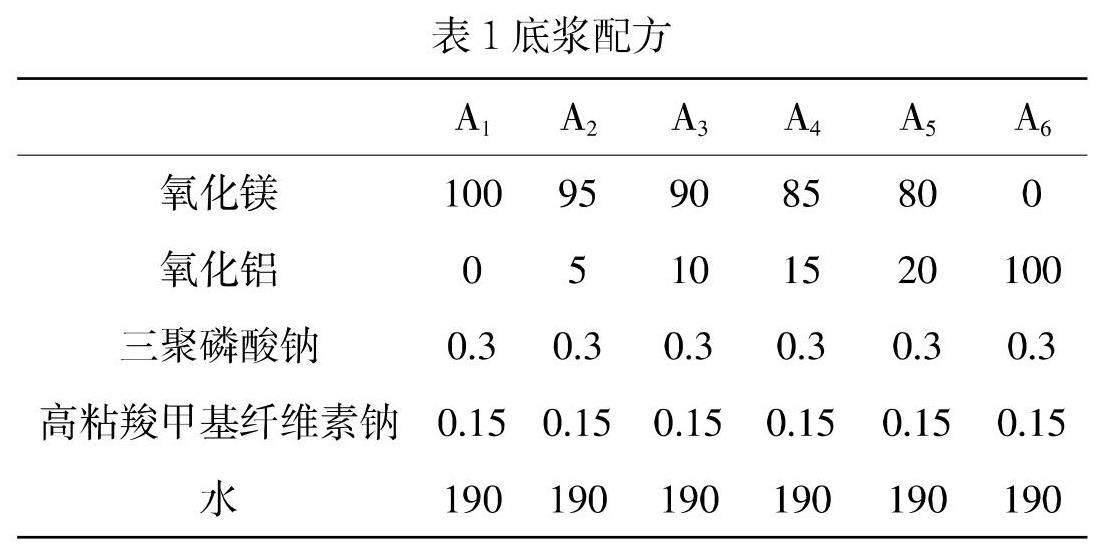
針對目前使用的底漿配方所出現的問題,通過改進底漿配方來解決,配方由原來使用單一原料改為氧化鎂、氧化鋁和球土三種原料搭配使用。氧化鋁和氧化鎂之間相互作用,可以擴寬底漿的燒成溫度范圍,球土可以使得底漿更具有粘連性,從而可以吸附在磚底模上,尤其在進窯后,燒成溫度高于500℃時,底漿可以繼續提供粘性確保干燥后也不會掉落,不僅減少了棒釘的產生,后期將瓷磚鋪貼在墻面時,可以方便工作人員進行施工,且不會因易粘結而造成瓷磚背面出現空鼓,造成瓷磚脫落的情況。底漿配方詳見表1所示。
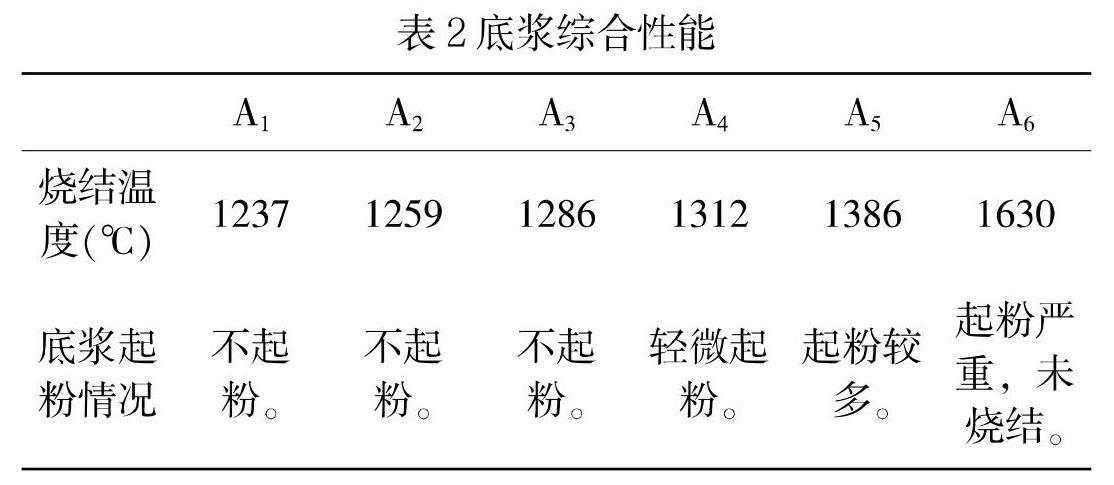
按照表1的實驗配方進行稱料,球磨,過篩,刷底漿,燒成,得到試樣A1-A6,并對底漿表面綜合性能進行表征,結果見表2。
通過對A1~A6配方測得的燒結溫度和圖1燒成后磚底底漿的起粉情況可以得出:使用A1配方燒結溫度最低,用來做底漿配方會溫度相對偏低,磚底漿已燒結,容易粘黏輥棒形成棒釘。A2、A3配方燒結溫度有所提高,但沒有達到生產所需效果。A5、A6配方溫度相對會偏高,燒成后起粉比較嚴重,后期成品的鋪貼會使得陶瓷磚底部與水泥等基體的附著力不高,鋪設后易造成瓷磚的脫落。A4配方磚底漿燒成后會有微微起粉,并沒有完全燒結,這樣既不會掉粉嚴重,也不會粘輥棒,可以更好起到保護輥棒的作用,但是在實際生產過程中發現,使用A4作底漿配方在窯爐燒成過程中,磚底底漿容易脫落,底漿漿料懸浮性不夠好,因此在A4配方的基礎上再加入一定量的球土來改善底漿漿料的懸浮性和粘性,結果見表3所示。
從表3結果可得出,在A4配方基礎上再加入5wt%的球土,上底漿效果達到最佳(圖2),不僅提高了底漿的懸浮性,同時保證磚底底漿在窯爐燒成中不脫落,提高了輥棒的使用壽命。
3 上底漿工藝對窯爐棒釘的影響
現有的上底漿工藝一般是直接用底漿粉加水攪拌均勻,用波美計測量,在18~24波美度之間,就可以使用。這樣使用的結果是經常會出現磚底漿上不均勻和底漿沉淀的情況,對生產造成影響。為了解決這個問題,改進上底漿工藝,先按配方配好料,然后進行球磨,球磨后的底漿比重控制在1.1~1.25,流速20~30s,球磨后會使得底漿顆粒的粒徑大小相差不大,有助于提高羧甲基纖維素鈉和三聚磷酸鈉共同作用的懸浮效果,解決了底漿顆粒分散不均勻從而分層的問題,這樣就不易造成底漿上漿不均勻和容易沉淀的情況,達到減少棒釘的形成,保證了瓷磚的連續化生產,還能促進磚面平整度的提升。
改用球磨工藝后生產6個月后,隨機抽查輥棒如下圖3所示,輥棒干凈,沒有產生棒釘。
4 上底漿設備對窯爐棒釘的影響
上底漿設備對窯爐棒釘的影響跟上漿機的組成架構有關,它包括上漿盆、上漿輥筒組、底漿缸、泵。上漿盆設置在磚坯輸送裝置的下方,上漿輥筒組設置在上漿盆中,上漿輥筒組與上漿盆的底部之間有間隔,在間隔中設置有進漿擋板,進漿管的出漿口位于進漿擋板的下方;泵設置在底漿缸上,并通過進漿管與底漿缸連接,為其泵送漿料。而其中上漿輥筒對上底漿的均勻度起著重大作用,上漿輥筒表面刻有上漿花紋槽,能夠保證磚坯底面上漿均勻,通過設置第一油封圈和第二油封圈,能夠有效防止灰塵或底漿料進入,起到保護內部零件和結構不受污染的作用,大大的提高了使用壽命。現在使用的大多數是硬質硅膠材質(圖4),比較生硬,使用時易出現底漿上不均勻的情況(圖6),底漿不均勻磚坯底部在高溫熔融狀態下與輥棒發生反應而粘輥棒形成棒釘(圖7)。由于材質比較硬,磚底與上漿輥筒一直運行摩擦,上漿輥筒的花紋槽的磨損也比較快,一般1~3個月就要換新的輥筒,不利于生產的穩定。現通過采用軟質硅膠制成的上漿輥筒(圖5),材質較軟,不易磨損,能夠保證過磚平穩,不會使磚坯出現破損的情況,能夠極大的提高磚坯利用率,現生產使用半年也沒有更換過新的上漿輥筒。
影響上底漿均勻度還與上漿輥筒的運轉速度是否和釉線皮帶的運行速度一致,當上漿輥筒速度比釉線皮帶速度快或慢時,都會使得磚底漿上的不均勻,同時速度不匹配加重了磚底與上漿輥筒的摩擦,加快了上漿輥筒的磨損,還會造成磚坯破損,不利于生產的穩定。
5 窯爐棒釘對生產質量的影響
窯爐棒釘的形成與底漿配方、上底漿工藝、上底漿設備以及上底漿的均勻性都有密切關系。窯爐棒釘形成的主要原因就是上底漿不均勻,導致磚坯底部在高溫熔融下形成的液態玻璃相粘黏輥棒形成棒釘。
當輥棒上有了棒釘首先會改變窯爐里面正常的走磚方式,使走磚不穩定,磚在窯爐里面會頂著走,從而產生變形,碰撞時的磚碎飛到磚面形成磚渣缺陷。同時輥棒結棒釘需換用新的,這樣不僅使得生產不穩定,而且耗費人力物力,增加生產工作量。
6 結論
在陶瓷磚生產過程中各個工序都很重要,而窯爐輥棒能否得到合理的使用至關重要,關鍵在于減少棒釘的產生,降低輥棒的損耗,才能使得生產穩定。棒釘的產生不僅跟底漿的配方有關,還要與上底漿工藝、上底漿設備等環節緊密配合,才能確保陶瓷磚產品的高質量、穩定生產。
參考文獻
[1]王葵.一種布漿均勻的底漿機.[P] 中國專利,CN20171045776,X,2017.06.16.
[2] 陳偉胤 .基于鎂鋁尖晶石的陶瓷磚底漿及制備方法[P] 中國專利,CN116947511A,2023,07,31.