關(guān)于釉面發(fā)泡陶瓷保溫板白坯底部缺口質(zhì)量缺陷分析
2024-06-06 19:43:30韓復(fù)興
佛山陶瓷 2024年5期
摘 要:文章利用失效分析技術(shù)對(duì)釉面發(fā)泡陶瓷保溫板白坯底部缺口缺陷進(jìn)行了分析,利用缺口分析技術(shù),痕跡分析技術(shù),裂紋分析技術(shù)對(duì)缺陷半成品、成品、缺陷產(chǎn)生工藝技術(shù)路線進(jìn)行了跟蹤分析。利用氣相失壓(膨脹)失效理論、摩擦失效理論、沖擊失效理論和震動(dòng)失效理論對(duì)成型卸壓、脫模、運(yùn)輸線皮帶摩擦、輥棒摩擦、升降機(jī)起落架碰撞沖擊、集磚器擋板碰撞沖擊進(jìn)行了分析。
關(guān)鍵詞:釉面發(fā)泡陶瓷保溫板;白坯;底部缺口;工藝管控;失效分析技術(shù)
問(wèn):韓工,我廠是一家生產(chǎn)釉面發(fā)泡陶瓷保溫板的企業(yè),最近生產(chǎn)45mm厚釉面發(fā)泡陶瓷保溫板時(shí),在干燥窯出口或者燒成窯尾發(fā)現(xiàn)有底部缺口白坯或毛板。其中在干燥窯尾底部缺口白坯集中于干燥窯被動(dòng)邊一側(cè),且呈間歇性。請(qǐng)問(wèn)是什么原因?如何解決?
答:釉面發(fā)泡陶瓷保溫板的成型就是通過(guò)壓力使得粉料顆粒之間距離縮短,空隙減少,多余空氣排除,提高致密度和強(qiáng)度的工藝過(guò)程,所以要有足夠的時(shí)間和空隙使得空氣排出,如果模具制造過(guò)程中,上下模模芯與內(nèi)襯板(中模筒內(nèi)壁)的間隙過(guò)小,使氣體逸出困難而滯留在坯體中,造成坯體分層,一般要求模具沖頭與中模內(nèi)壁的間隙在0.06-0.12mm之間,如果間隙超過(guò)0.12mm,就需要提高顆粒直徑,如果間隙低于0.06mm,就會(huì)導(dǎo)致排氣不順暢、不充分而影響成型制度和成型質(zhì)量,導(dǎo)致分層或無(wú)法成型[1]。
成型后的濕坯,俗稱青坯,由于仍含有一定液相,其致密度和強(qiáng)度并不高,如剛剛誕生的孩子需要輕拿輕放,在頂出缸頂出模腔、布料車推出平臺(tái)、輥臺(tái)或皮帶機(jī)上依靠摩擦力傳動(dòng),進(jìn)入干燥窯前的排隊(duì)、集磚、起落架升降以及擋板集磚、排隊(duì)過(guò)程會(huì)產(chǎn)生摩擦、震動(dòng)、沖擊等破壞。在干燥窯內(nèi)干燥時(shí),也會(huì)由于排濕、傳熱、傳動(dòng)產(chǎn)生內(nèi)部濕熱應(yīng)力和外部摩擦、擠壓沖擊。
建議利用失效分析技術(shù)和破壞理論對(duì)生產(chǎn)過(guò)程、生產(chǎn)工藝進(jìn)行跟蹤,具體如下:
1 失效分析技術(shù)
失效分析是一門系統(tǒng)工程,其中的分析技術(shù)是其理論和實(shí)踐基礎(chǔ)。失效分析技術(shù)主要包括缺口分析技術(shù)、裂紋分析技術(shù)和痕跡分析技術(shù)等相關(guān)內(nèi)容。
1.1缺口分析
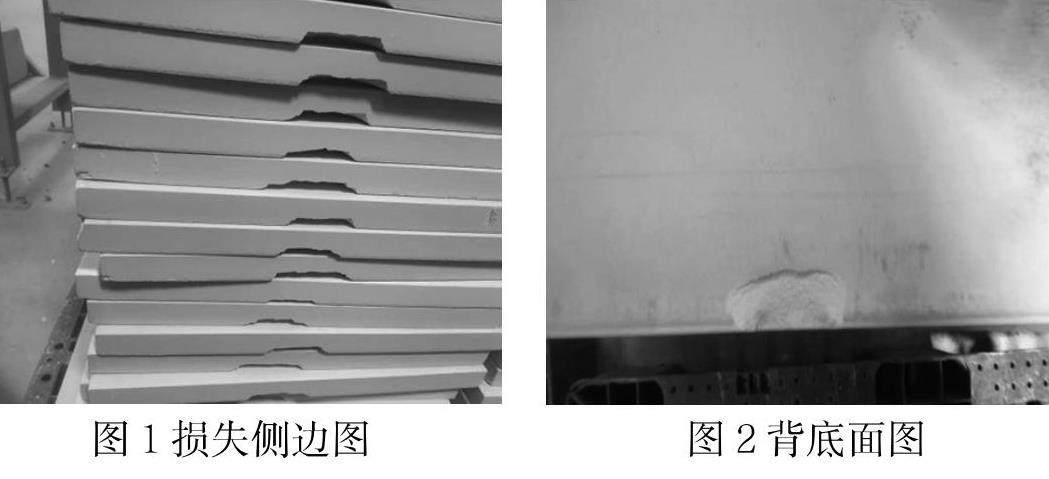
發(fā)現(xiàn)釉面發(fā)泡陶瓷保溫板白坯底部缺口后,首先應(yīng)對(duì)白坯底部缺口形貌進(jìn)行肉眼觀察或顯微觀察,缺口形貌肉眼觀察結(jié)果如圖1.2
缺口位于釉面發(fā)泡陶瓷保溫板白坯底部中間位置,缺損厚約為坯體厚的四分之一至三分之一間,缺損寬4cm至6cm,缺口位于釉面發(fā)泡陶瓷保溫板白坯出口一側(cè)邊,且位于干燥窯被動(dòng)邊(注:干燥窯進(jìn)6片,其中傳動(dòng)被動(dòng)邊1片間歇性出現(xiàn)底部缺口)
1.2裂紋分析
進(jìn)一步,對(duì)失效缺口側(cè)邊擦煤油和藍(lán)墨水,肉眼查看裂紋情況,發(fā)現(xiàn)側(cè)邊有分層性微裂紋。對(duì)其他五片也進(jìn)行擦拭,觀察裂紋和分層情況,發(fā)現(xiàn)有一半干燥窯出口側(cè)邊有間歇性分層性微裂紋。
1.3痕跡分析
進(jìn)一步,以干燥窯為分界點(diǎn),利用有效的痕跡分析技術(shù)手段,對(duì)釉線、窯頭、窯尾進(jìn)行跟蹤,也對(duì)干燥窯、窯頭進(jìn)窯機(jī)、壓機(jī)、青坯運(yùn)輸線、排隊(duì)、集磚、轉(zhuǎn)向、清粉、升降等機(jī)械動(dòng)作裝備進(jìn)行了跟蹤。
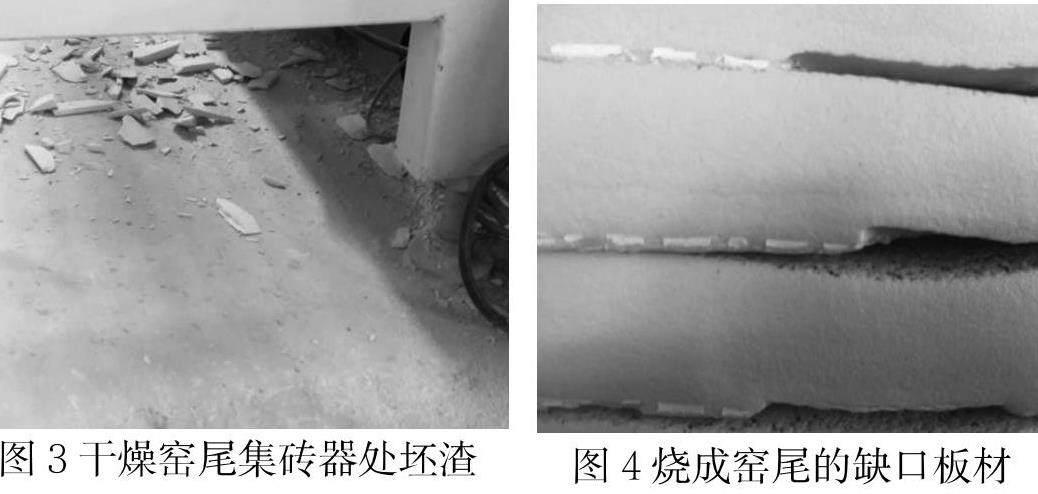
發(fā)現(xiàn)依據(jù)痕跡分析手段,往前追溯跟蹤過(guò)程中,干燥窯進(jìn)窯機(jī)集磚器擋板處靠近干燥窯被動(dòng)邊一側(cè),有少量片狀坯渣,干燥窯出口集磚器擋板處靠近干燥窯被動(dòng)邊一側(cè),也有少量片狀坯渣,但比窯頭略多;干燥窯排隊(duì)器升降機(jī)擋板處靠近干燥窯被動(dòng)邊一側(cè),有大量片狀坯渣,往后跟蹤過(guò)程中,發(fā)現(xiàn)釉線皮帶機(jī)交接處有少量片狀坯渣,窯尾有部分缺口板材,缺口處出現(xiàn)變形,分層性裂紋清晰可見(jiàn),且缺口尺寸影響切割加工成規(guī)格板,嚴(yán)重影響質(zhì)量。如圖3、4.
問(wèn):為了解決白坯底部缺口問(wèn)題,我們召開(kāi)了專題分析會(huì),綜合利用失效技術(shù)進(jìn)行了跟蹤、分析,發(fā)現(xiàn)關(guān)于底部缺口產(chǎn)生的原因?yàn)楫a(chǎn)品從40mm更換為45mm后,由于配方結(jié)構(gòu)存在的缺陷,粉料顆粒級(jí)配偏細(xì),當(dāng)粉料水分發(fā)生變化,偏低時(shí)、可能由于一側(cè)模具間隙不合理,壓機(jī)成型保壓、排氣、脫模速度制度無(wú)法適應(yīng)時(shí),就出現(xiàn)底部分層問(wèn)題,分層后在釉線和干燥窯運(yùn)輸過(guò)程中和擋板、起落架機(jī)械沖擊,尤其是傳動(dòng)被動(dòng)邊線速度快于主動(dòng)邊,遇到干燥窯進(jìn)窯排隊(duì)器擋板沖擊力量大、擠壓時(shí)間長(zhǎng),分層部分強(qiáng)度低就脫落,從而形成底部缺口。我們對(duì)集磚器擋板貼上雙面膠,使其軟接觸,底部缺口問(wèn)題得到解決。你能否分析一下原因?
2.失效原因分析
2.1失壓失效
釉面發(fā)泡陶瓷保溫板是一種以珍珠巖微粉、沸石、凝灰?guī)r、膨潤(rùn)土或其他劣質(zhì)陶土、陶泥為主體原料,采用濕法球磨、噴霧干燥、二次布料(面料裝飾)、干壓成型、坯體干燥、釉料裝飾、燒成發(fā)泡、切割加工等生產(chǎn)工藝制成的,導(dǎo)熱 系數(shù)低于0.1W/(m.k),體積密度低于0.45g/cm3,,厚度在30mm~60mm,可用于建筑內(nèi)外墻絕熱保溫裝飾A1級(jí)發(fā)泡陶瓷制品[2]。
陶瓷噴霧造粒粉料是含有氣、固、液三相的假性顆粒,假性顆粒的形貌、粒度依靠范德華力和液相保持相對(duì)穩(wěn)定,粉體的強(qiáng)度、形貌和顆粒級(jí)配保證了粉料的均勻性、穩(wěn)定性和流動(dòng)性。成型是傳力和傳質(zhì)的過(guò)程,在壓制過(guò)程中,絕大部分氣相排除,固相顆粒之間距離縮短,顆粒與顆粒之間依靠液相浸潤(rùn)和范德華力保持一定形狀和物料性狀,譬如密度、致密度、針密度、抗彎曲能力、抗壓能力等。
粉料水分低,譬如物理水分低于5%,假性顆粒筒壓強(qiáng)度低、粉料壓縮比大、粉料堆積密度低、粉料中氣相比例大、就增加了成型排氣和傳動(dòng)壓力難度,缺乏液相的清潤(rùn),范德華力難以形成,粘結(jié)力差,試驗(yàn)強(qiáng)度差、容易分層。成型時(shí),假性顆粒也容易在摩擦力作用下被研細(xì),細(xì)粉極易伴隨氣相進(jìn)入模具間隙,造成卡模。
粉料水分高,譬如物理水分高于9%,超過(guò)浸潤(rùn)水分飽和值的分水在成型時(shí)會(huì)成為游離水,當(dāng)成型壓力大于游離水與顆粒之間毛細(xì)現(xiàn)象的范德華力時(shí),水就在壓力作用下,產(chǎn)生對(duì)流即外排。水分通過(guò)模具間隙排除,會(huì)影響氣體排出,同時(shí)由于液相中多多少少會(huì)有固相,也會(huì)造成間隙堵塞,卡模。
陶瓷粉料粒度一般控制在30目~80目,粉料越細(xì),越接近真顆粒,氣相含量也就越高,成型時(shí)就越難排出氣相,同時(shí)細(xì)顆粒也會(huì)通過(guò)模具間隙外排,堵塞模具間歇,既無(wú)法排氣,也會(huì)造成模具損傷。
由于粉料質(zhì)量不穩(wěn)定、導(dǎo)致水分、顆粒級(jí)配的變化。一旦粉料中細(xì)分較多或者水分較低時(shí),就會(huì)出現(xiàn)氣體無(wú)法排出的情況,脫模時(shí)氣相瞬間失壓,產(chǎn)生膨脹,這些輕則會(huì)分層,重則會(huì)鼓包、爆炸。
盡管成型工藝有“一輕二重慢提起”,輕壓和慢提起均為了保證氣相外排,但是對(duì)于水分偏低、顆粒偏細(xì)的粉料仍無(wú)濟(jì)于事。
2.2摩擦失效
從摩擦學(xué)系統(tǒng)的一般分析可知,陶瓷坯體的摩擦或磨損一般由系統(tǒng)的外因和內(nèi)因決定。釉面發(fā)泡陶瓷保溫板坯體本體的性能由配方、泥漿性能、粉料性能及成型工藝決定,在成型頂出脫模過(guò)程中,青坯本體與模具之間存在摩擦,同時(shí)由于青坯本體中有氣相和液相,失壓時(shí)存在膨脹,失壓的速度和脫模的速度,模框與青坯本體側(cè)邊之間摩擦,存在側(cè)邊磨損。
正如前段所述,粉料顆粒級(jí)配的不合理,尤其是細(xì)粉偏多,會(huì)到落料時(shí)粉料分級(jí),細(xì)粉在布料車往復(fù)運(yùn)動(dòng)時(shí),會(huì)出現(xiàn)在中間或前后側(cè)邊,這些部位就是易磨損的薄弱環(huán)節(jié)。
青坯在脫模后會(huì)被布料車推出,其與壓機(jī)平臺(tái)底板存在摩擦,釉線時(shí)與皮帶機(jī)也存在摩擦,在輥臺(tái)或者輥道式干燥窯內(nèi)行進(jìn)時(shí)也與傳動(dòng)輥棒之間存在摩擦,薄弱部位會(huì)存在磨損。
2.3沖擊失效
釉面發(fā)泡陶瓷保溫板坯體本體的抗沖擊能力,譬如抗壓、抗折、抗沖擊性要足以抵抗各種力學(xué)沖擊,尤其是青坯狀態(tài),坯體強(qiáng)度相對(duì)較低的狀態(tài)。
在青坯被布料車推出過(guò)程中,布料車會(huì)對(duì)青坯著力邊產(chǎn)生沖擊力,為了減緩沖擊失效,需要調(diào)整布料行進(jìn)制度,同時(shí)需要在布料車粘貼軟膠,緩沖沖擊損害。
在釉線排隊(duì)時(shí),需要調(diào)整光電開(kāi)關(guān)的位置,保證板坯與板坯之間的距離,避免板坯與板坯之間的沖擊失效。
在干燥窯進(jìn)窯機(jī)、出窯機(jī)、排隊(duì)器擋板與行進(jìn)的板坯之間總會(huì)發(fā)生沖擊,為了緩沖沖擊力,需要在擋板上粘貼軟膠,避免沖擊失效。
傳動(dòng)皮帶和傳動(dòng)輥棒的凸起部位也會(huì)對(duì)釉面發(fā)泡陶瓷保溫板坯體發(fā)生沖擊,經(jīng)常校正皮帶是否水平,輥棒是否平直,輥棒上是否粘有異物(譬如磁鐵、土粉、硫磺),不要放過(guò)任何蛛絲馬跡。
2.4震動(dòng)失效
釉面發(fā)泡陶瓷保溫板坯體本體在脫模時(shí),如果由于液壓壓力不穩(wěn)定,會(huì)發(fā)生震動(dòng),壓機(jī)平臺(tái)不平整(尤其是耐磨陶瓷底板部分不平或部分脫落)也會(huì)造成推出時(shí)產(chǎn)生震動(dòng),輥棒傳動(dòng),如果齒輪或鏈條出現(xiàn)震動(dòng),也會(huì)對(duì)釉面發(fā)泡陶瓷保溫板坯體造成失效。
3 結(jié)論
運(yùn)用缺口、裂紋、痕跡失效分析技術(shù)對(duì)生產(chǎn)現(xiàn)場(chǎng)進(jìn)行了跟蹤分析,運(yùn)用失壓、摩擦、沖擊、震動(dòng)失效原理對(duì)釉面發(fā)泡陶瓷保溫板白坯缺口缺陷產(chǎn)生的原因進(jìn)行了分析。結(jié)合外因和內(nèi)因,我們認(rèn)為:
1)配方和粉料性能是根本,也是生產(chǎn)穩(wěn)定的基礎(chǔ);
2)生產(chǎn)工藝參數(shù),粉料水分、顆粒級(jí)配,壓機(jī)成型、脫模、布料等制度是提高抗失效能力,提高產(chǎn)品合格率的關(guān)鍵;
3)加強(qiáng)釉線皮帶機(jī)、進(jìn)出干燥窯輥臺(tái)、干燥窯傳動(dòng)設(shè)備、集磚器、排隊(duì)器、擋邊器的維護(hù)保養(yǎng)、校正是避免非正常失效的思路。
參考文獻(xiàn)
[1]李竟先、陳帆,手動(dòng)摩擦壓磚機(jī)模具情況調(diào)查[J],陶瓷,1988(2):16-21.33.
[2]一種保溫裝飾陶瓷板及其生產(chǎn)方法[P],信陽(yáng)方浩實(shí)業(yè)有限公司,2012.07.23
[3]韓復(fù)興,關(guān)于拋光廢渣泡沫陶瓷磚生產(chǎn)問(wèn)題的解析[J],佛山陶瓷,2012(3):67-68;
[4]韓復(fù)興,關(guān)于陶瓷磚圓弧形缺角缺陷的答疑[J],佛山陶瓷,2015(7):71.
[5]韓復(fù)興等,手動(dòng)液壓制樣機(jī)卡模問(wèn)題分析[J],佛山陶瓷,2024(4)