采用超快冷工藝提高高強超厚H型鋼強韌性的研究與應用
2024-06-29 09:38:51魏振洲劉春穎張年華王海龍
冶金信息導刊 2024年3期
魏振洲 劉春穎 張年華 王海龍
摘 要:采用超快冷工藝生產厚規格高強度H型鋼,翼緣表面產生粒狀或板條狀貝氏體,使相變強化在H型鋼中起著非常重要的作用,心部位置的晶粒更細小,同時帶狀組織的級別有效降低,有效提高H型鋼的強度和韌性。
關鍵詞:超快冷工藝;貝氏體;相變強化
RESEARCH AND APPLICATION OF TMCP TO IMPROVE THE STRENGTH AND TOUGHNESS OF HIGH STRENGTH AND SUPER THICK H-SHAPED STEEL
Wei Zhenzhou? ? Liu Chunying? ? Zhang Nianhua? ? Wang Hailong
(Rizhao Steel Co., Ltd.? ? Rizhao? ? 276806,China)
Abstract:The TMCP is used to produce thick high-strength H-beam steel. Granular or strip bainite is produced on the flange surface, so that phase transformation strengthening plays a very important role in H-beam steel. The grain at the core is smaller, and the grade of ribbon structure is effectively reduced, which effectively improves the strength and toughness of H-beam steel.
Key words: TMCP;bainite;phase transformation strengthening
0? ? 前? ? 言
高強度厚規格H型鋼典型牌號為英標打樁鋼S460J0,規格尺寸H337.9 mm×325.7 mm×30.3 mm×30.4 mm,主要用于香港市場房屋建筑體系。國內400 MPa級以上的高強度H型鋼產品均采用Nb、V、Ti等微合金成分體系,且合金添加量較大[1],導致鑄坯表面裂紋等問題,造成400 MPa級以上的H型鋼很難穩定生產。本文依托大H型鋼生產線的先進裝備,V1試樣采用超快冷工藝,V2試樣采用傳統正常軋制工藝,通過工藝對比,結果分析,研究利用“V-N微合金化+超快冷”技術,可提高厚規格H型鋼強韌性,實現低成本綠色發展。
1? ? 生產試制
日鋼大H型鋼生產線可生產的產品范圍是250 ~ 1 000 mm,其生產工藝流程鐵水→(混鐵爐)→轉爐→LF爐→連鑄→大型加熱→軋制→超快冷→自然冷卻→矯直→鋸切→精整→入庫。
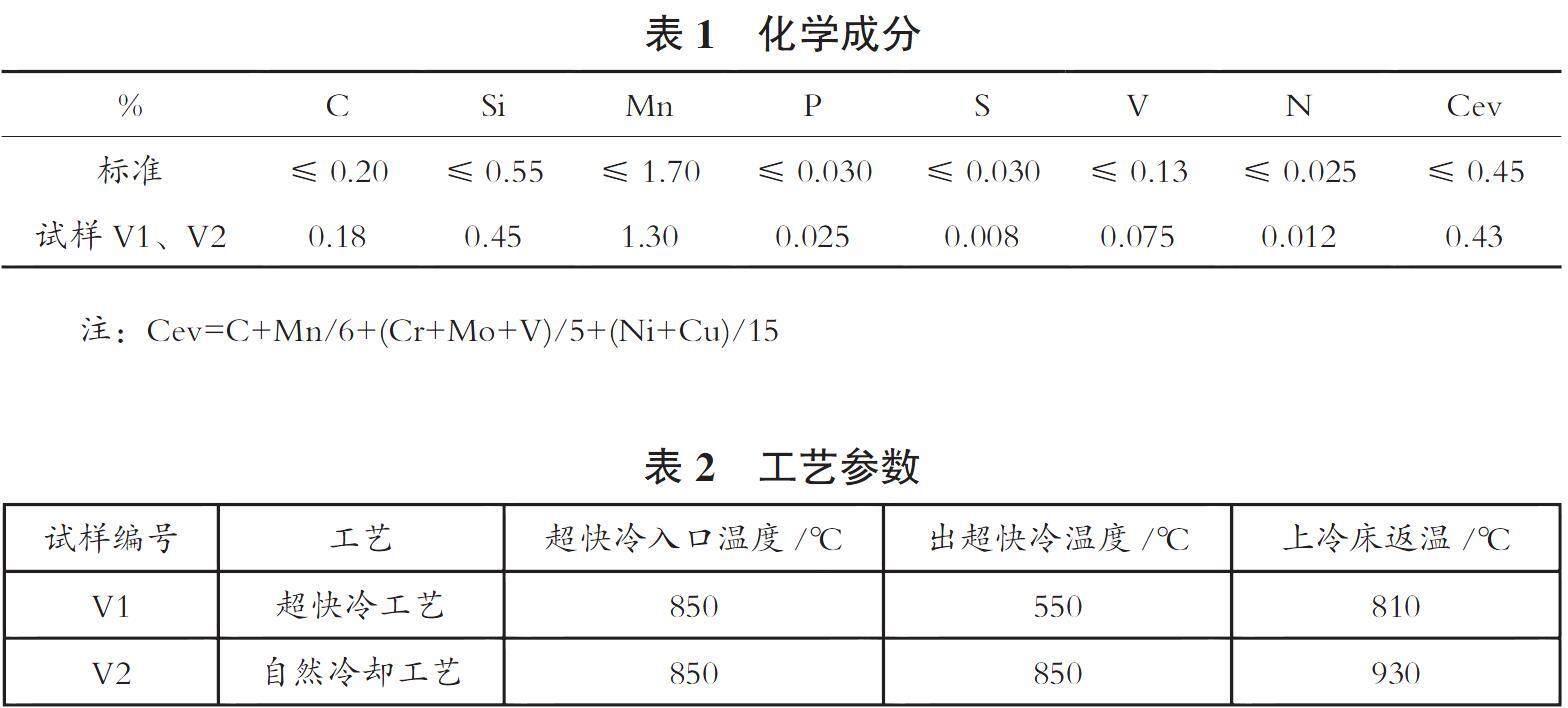
1.1? ? 化學成分
典型牌號為英標打樁鋼S450J0的成分見表1。
1.2? ? 軋制及冷卻工藝對比
采用臨近終形的異形坯,將鋼坯加熱到1 210 ~ 1 230 ℃,均熱段保溫時間控制在40 ~?90 min,進行開坯和萬能兩階段多道次往復軋制,最終軋制成翼緣30 mm厚的熱軋H型鋼產品,終軋溫度在850 ℃以下,軋后超快冷工藝與常規工藝進行對比,參數見表2。
1.3? ? 金相組織及性能檢測位置
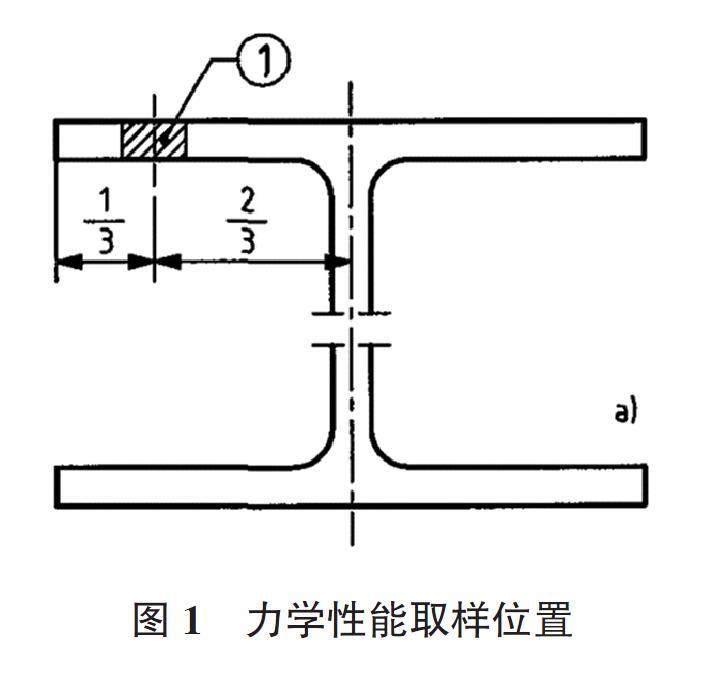
力學性能取樣的標準:根據BS EN 10025-1:2004規定,力學性能取樣位置應按照圖1所示位置進行。
沖擊性能取樣的標準:根據英標《ISO 377-2013 鋼及鋼制品力學性能樣取樣位置及試樣制備》圖2所示位置取樣。
2? ? 試制結果
2.1? ? 力學性能結果
正常熱軋工藝與超快冷工藝性能檢測結果如表3所示。
由表3可知:V1試樣采用的超快冷工藝,V2試樣采用常規正常軋制工藝,其強度與沖擊性能遠高于V2試樣常規工藝,屈服強度高于標準值約136~138 MPa,0℃沖擊功平均高出108 J,對比常規工藝屈服強度提升了27%,沖擊性能提升了58%,富裕量較大,屈服強度與沖擊韌性有了很大改善。
2.2? ? 金相組織結果
V1與V2試樣的顯微組織形貌進行了分析。沿厚度方向,從翼緣外表面到心部依次選取了3個不同部位(圖1)分別進行了500倍的金相組織觀察。
V1與V2試樣分別選取abc位置,外表面、心部、內表面進行觀察如圖3所示。
2.2.1? ? V1試樣金相組織
由圖4可以看出,經過超快冷工藝后,由于軋件尺寸過厚未,晶粒度等級也有所不同。外層是貝氏體,心部與內表面是珠光體與鐵素休,晶粒度等級為9.5級、10.0級。圖4所示試樣不同厚度處(外表面、心部、腿內側)的光學顯微鏡OM放大倍數為500倍的組織形貌。從圖4可以看出,1號試樣在外表面處的組織由鐵素體(F)、粒狀貝氏體(GB)和板條貝氏體(LB)組成,鐵素體沿著原始奧氏體晶界先析出。在心部和腿內側的組織均由鐵素體(白色)和珠光體(黑色)組成。
2.2.2? ? V2試樣金相組織
由圖5可以看出,V2試樣不同厚度處的組織均由鐵素體(F)和珠光體(P)組成。
3? ? 影響強、韌性結果分析
V1、V2試樣外表面與心部位置取樣做拉伸,對試樣沿厚度方向分別使用鉬絲線切割制取拉伸試樣,試樣制備方式參考《GB/Z 38434-2019 金屬材料 力學性能試驗用試樣制備指南》,試樣切割部位為四種H型鋼樣品的外表面和心部,試樣尺寸如圖6所示,拉伸試樣厚度2 mm。將試樣打磨平整,保證試樣尺寸一致,表面平整無缺陷。之后采用HTM 16020型拉伸機在室溫下進行拉伸試驗,測量H型鋼的工程應力-應變曲線,拉伸時應變速率為1×10-3 s-1。
3.1? ? V1、V2位置強度分析
圖7為V1試樣及V2試樣不同部位處的工程應力應變曲線。對比四種H型鋼試樣不同厚度位置的工程應力應變曲線,拉伸試樣的工程應力應變曲線中均出現屈服平臺。V1試樣外表面抗拉強度與屈服強度均最高,分別為759 MPa和636 MPa,斷后伸長率最小,僅為20.6%。V1試樣心部與V1試樣外表面力學性能出現較大差異,抗拉強度與屈服強度下降至628.8 MPa和448.6 MPa,斷后伸長率增加至26.6%。相比之下,V2試樣外表面與心部力學性能較為相似,波動較小。總體觀察,V1試樣的強度均大于相同厚度位置處V2試樣,而伸長率均小于V2試樣。
3.2? ? 韌性結果分析
試樣沖擊功測試方法參考國標《GB/T 229-2020 金屬材料 夏比擺錘沖擊試驗方法》,在JB30A型沖擊試驗機上對尺寸為長度55 mm×寬度10 mm×厚度10 mm的V型缺口試樣在-20 ℃溫度下進行夏比沖擊試驗,V1試樣外表面的沖擊功121 J,V2試樣外表面沖擊功62 J,采用超快冷工藝沖擊韌性明顯提高。
3.2.1? ? 晶粒度的影響分析
用等積圓平均直徑的評定方法計算晶粒度級別,每個晶粒的等積圓直徑Dci的計算式如下:
4Ai? ? ? 1/2
Dci=(—— )? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (1)
π
式中:Ai為每個晶粒掃描面積。
整個掃描視場晶粒平均等積圓直徑Dc的計算式如下:
1
Dc=—ΣN i=1Dci? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? (2)
N
式中:N為晶粒數。
晶粒度級別G計算式如下:
G=-6.64l g(Dc×10-3)-2.95? ? ? ? ? ? ? ? ? ? ? ? ? ? (3)
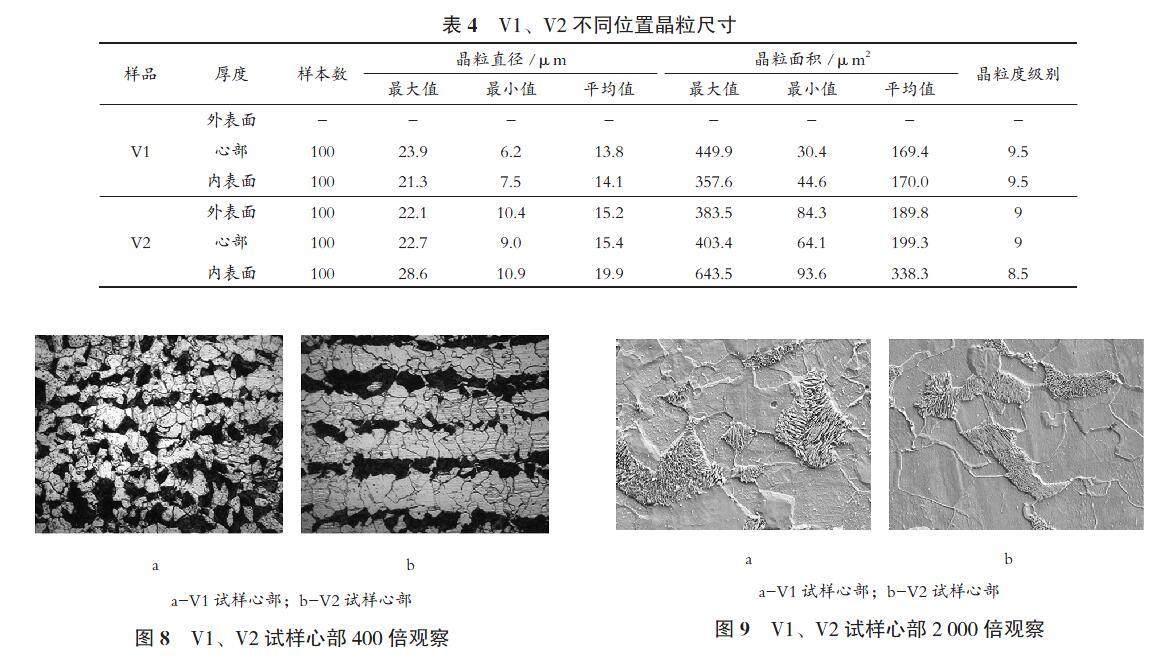
使用Image pro plus軟件測得V1試樣、V2試樣不同厚度處(外表面、心部和內表面)的晶粒尺寸,為了減小誤差,每種試樣統計晶粒數目均大于200個,結果如表4所示。
超快冷工藝生產的H型鋼的晶粒度級別普遍大于自然冷工藝生產的H型鋼的晶粒度級別,說明快速冷卻得到了更小的晶粒尺寸,從而導致沖擊韌性有較大提升。
3.2.2? ? 帶狀組織的影響分析
影響板材沖擊性能變化的因素較多,通過試驗樣V1、V2比較,兩個樣屬同一爐,合金成分相差不大,雜質元素S、P 和氣體元素 O、N 也處于同一水平,只存在軋后冷卻方式不同。對沖擊性能試樣做OM組織形貌和SEM組織形貌。其中,光學顯微鏡下放大倍數為400倍(其中目鏡10倍,物鏡40倍)如圖8,掃描電鏡下放大倍數為2 000倍如圖9。
V1試樣在心部和內表面的組織均由鐵素體(白色)和珠光體(黑色)組成。經Photo Shop軟件測量,從心部到腿內側的珠光體占比均為18.0%,lus軟件對圖9進行處理,測量珠光體的片層間距分別為185.0 nm與265.6 nm,且V2較V1帶狀組織明顯。由于超快冷工藝較自然冷卻速度快,珠光體片層間距隨冷卻速度的增加而減小。
4? ? 結? ? 論
1)超快冷工藝對比常規正常軋制工藝可以使高強H型鋼的翼緣厚度方向產生粒狀或板條狀貝氏體,有效地提升鋼的強度。
2)超快冷工藝能有效促進心部晶粒度提高一個級別,同時降低心部帶狀組織,保證晶粒度的均勻性,有效提高韌性沖擊功。
3)超快冷工藝是提高H型鋼強度及韌性的一個手段。
參考文獻
[1]? ? 吳保橋,彭林,何軍委,等.Cr元素及軋后控冷工藝對高強H型鋼組織性能的影響[J].軋鋼,2021,38(4):55-59.