汽車白車身側(cè)圍前柱角接板焊接尺寸控制方案研究
2024-08-21 00:00:00趙振洲李小強孫政于天齊
汽車工藝師 2024年8期













摘要:通過對某車型白車身側(cè)圍前柱角接板產(chǎn)品結(jié)構、裝配路線及焊接工藝進行介紹,圍繞實際生產(chǎn)過程中存在的問題點,從理論數(shù)據(jù)分析、有限元仿真驗證、試驗分析綜合論證,形成一套側(cè)圍角接板焊接尺寸育成控制理論方案。并結(jié)合項目前期的產(chǎn)品結(jié)構、定位基準設定、偏移公差分配及檢測方向評價等方面進行歸納和總結(jié),指導后續(xù)車型側(cè)圍前柱角接板焊裝尺寸的開發(fā)與控制,規(guī)避不良尺寸問題的發(fā)生。
關鍵字:定位基準;尺寸控制;偏移公差;前柱角接板
汽車是當今人類常用的交通工具,白車身焊接質(zhì)量直接影響汽車的整體性能,如車輛外觀、功能、性能等[1]。因此汽車白車身尺寸精度保證顯得尤為重要。汽車白車身側(cè)圍前柱角接板作為控制頂蓋前橫梁Z向尺寸的主要支撐部件,其尺寸精度直接影響頂蓋前橫梁的尺寸,從而影響到前橫梁與頂蓋的匹配間隙,產(chǎn)生焊點不良、頂蓋坑包、斷膠等問題缺陷[2]。尤其是近年來,隨著新能源汽車全景天幕的趨勢流行,如何更好的控制前橫梁的尺寸,進而保證天幕與前風窗玻璃、天幕與頂棚的尺寸內(nèi)外飾匹配,成為各大主機廠更加關注的課題。本文將從當前存在的問題以及下工序的實際需求,結(jié)合產(chǎn)品特征、前期控制工藝以及育成方法等方面出發(fā),進行系統(tǒng)的梳理和總結(jié),形成汽車白車身側(cè)圍前柱角接板尺寸控制方案。
側(cè)圍前柱角接板產(chǎn)品及工藝介紹
1.傳統(tǒng)車型形成白車身側(cè)圍總成焊接組成
中側(cè)圍前柱角接板①、側(cè)圍中柱內(nèi)板后段②、側(cè)圍前柱上側(cè)內(nèi)板③及側(cè)圍中柱中部內(nèi)板④焊接形成側(cè)圍內(nèi)板總成⑤,如圖1所示。側(cè)圍內(nèi)板總成⑤與側(cè)圍外板總成⑥、側(cè)圍加強板總成⑦、后側(cè)圍內(nèi)板總成⑧焊接形成側(cè)圍總成。如圖2所示。
2.側(cè)圍前柱角接板及關聯(lián)零件的性能特征
側(cè)圍前柱角接板及關聯(lián)零件性能要求標準見表1。
側(cè)圍前柱角接板育成過程問題現(xiàn)狀
某車型前期調(diào)試過程中, 三坐標測量顯示側(cè)圍總成角接板區(qū)域數(shù)據(jù)偏低1~2mm(見圖3)。造成頂蓋橫梁焊接后整體數(shù)據(jù)偏低,影響總裝零件全景天幕裝配結(jié)果。由圖2層級路線圖可知,側(cè)圍總成主要由側(cè)圍內(nèi)板總成和其他零部件合拼后形成,但側(cè)圍內(nèi)板總成該部位數(shù)據(jù)三坐標測量時,顯示該區(qū)域數(shù)據(jù)波動在±0.7mm左右(見圖4),與側(cè)圍總成數(shù)據(jù)不一致。形成側(cè)圍總成后,明顯下沉約1.5mm。通過對比歷史車型,發(fā)現(xiàn)均存在此問題,側(cè)圍內(nèi)板總成在合成側(cè)圍總成后,前柱角接板該區(qū)域部位數(shù)據(jù)整體會偏低1.0~1.5mm。
側(cè)圍前柱角接板數(shù)據(jù)偏差分析
搭載某車型問題點圍繞側(cè)圍內(nèi)板總成角接板區(qū)域合成側(cè)圍總成前后數(shù)據(jù)變化開展驗證及分析,從加工基準設定、檢測方式、PCF評價方式及焊接工藝等方面排查測量數(shù)據(jù)偏差及可能造成焊接前后數(shù)據(jù)變化的原因。
1)加工基準。側(cè)圍內(nèi)板總成為類T形結(jié)構,長度方向約1800mm,高度方向約1300mm。雖然局部強度較大,但焊接成總成后,該內(nèi)板總成的整體強度嚴重不足,屬于典型的大薄板結(jié)構。因此傳統(tǒng)加工基準設置為3個銷和10個定位面支撐(見圖5),用于過定位約束。
2)檢測方式。側(cè)圍內(nèi)板總成測量時放置方向為平躺放置(非整車坐標系方向),且該定位銷為固定式。檢測時三個定位銷需同時找正位置,再依次夾緊其他基準面夾鉗。
3)PCF評價方式。PCF評價時,該內(nèi)板放置方式為立式(整車坐標系方向),且定位銷定位時通過插拔銷插入實現(xiàn)定位,如圖6所示。
4)焊接工藝。內(nèi)板放置工藝根據(jù)夾具線體特征,當前主要有平躺式、傾斜式兩種焊接方式(非整車坐標系方向)。但焊接工藝定位方式均為零件先預放到位后再定位,定位銷均為翻轉(zhuǎn)式結(jié)構,如圖7所示。
1.有限元分析各姿態(tài)角接板尺寸偏差
利用有限元軟件對側(cè)圍內(nèi)板總成理論數(shù)模重力狀態(tài)下進行靜力學分析。通過有限元網(wǎng)格化分、創(chuàng)建焊點連接關系、創(chuàng)建焊點連接特性、定義材料屬性、定義料厚、定義約束、添加重力以及計算和查看變形位移圖譜等步驟完成平躺和整車系下(立式)兩種不同模式的分析。
按照平躺方式分析,此時重力輸入值為:X=0,Y=-9.8m/s2,Z=0。顯示最大變化部位為前柱角接板區(qū)域,最大變化量為0.34mm。表現(xiàn)趨勢為偏向車身外側(cè),如圖8所示。
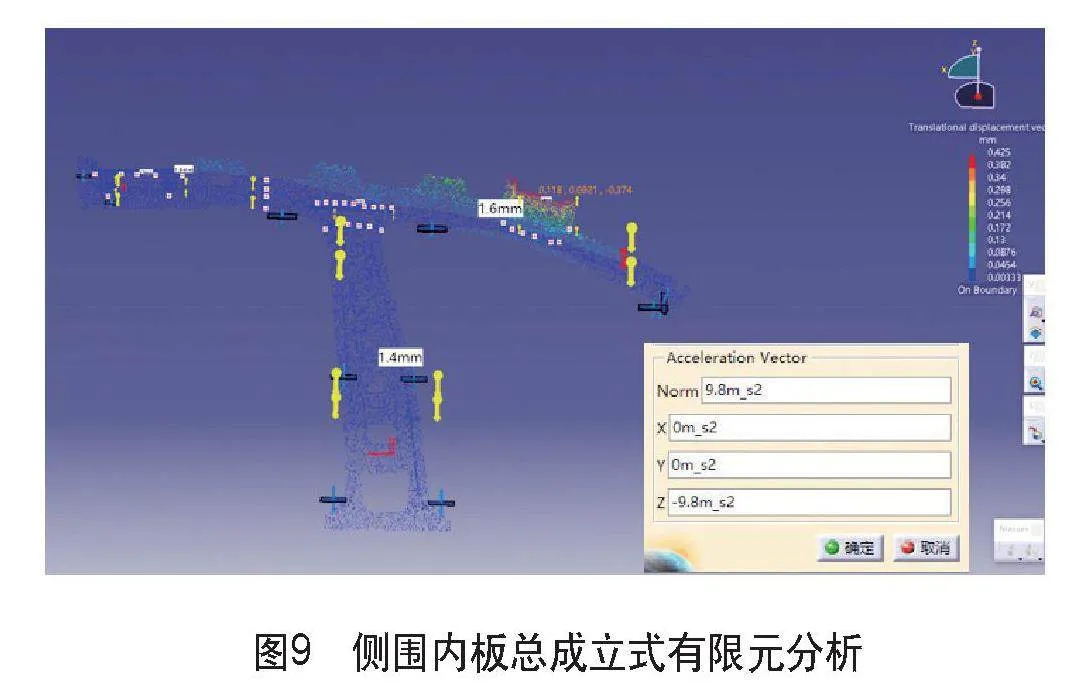
按照整車坐標系(立式)方式分析,此時重力輸入值為:X=0,Y=0,Z=-9.8m/s2。顯示最大變化部位為前柱角接板區(qū)域,最大變化量為0.43mm。表現(xiàn)趨勢為偏向車身內(nèi)側(cè),如圖9所示。
不同的放置方式在理論模擬下差值在0.8mm。定位基準設置合理性需要進一步優(yōu)化。
2.試驗數(shù)據(jù)分析各姿態(tài)前柱角接板尺寸的變化
選取左右側(cè)各2量份零件,開展平躺式和立式測量,對測量數(shù)據(jù)進行比對(基準一致,僅定位銷定位方向不一致)。左側(cè)零件立式放大偏低1.0~1.5mm,右側(cè)放大偏低2.0~2.5mm,如圖10所示。
結(jié)合有限元理論分析的變化量,排除重力影響的0.8mm,左側(cè)存在0.7mm的不明值,右側(cè)仍存在1.5mm的不明值。初步分析:不明值產(chǎn)生的主要原因在于側(cè)圍內(nèi)板總成為薄板框架結(jié)構,零件自身的回彈加重不同狀態(tài)下尺寸的變化量。
3.不明值差異點分析
通過實際測量時現(xiàn)象觀察,發(fā)現(xiàn)側(cè)圍平躺式測量時A柱定位銷在預放件過程中,內(nèi)板A柱孔位明顯偏下約5mm左右,在PCF上立式定位時偏下約1.0mm,如圖11所示。
平躺式放件受限定位銷的有效長度,人工放件時無法實現(xiàn)三個銷同時平行放件。由于A柱定位銷自身存在偏下趨勢,造成B柱和C柱先裝配到位,A柱定位銷在軌跡運行過程中,會更加重偏差的趨勢。此時為了保證定位銷裝配到位,需強行往上推零件,造成角接板區(qū)域整體往上旋轉(zhuǎn),Z向數(shù)值變高。
立式測量時,此時定位面已到位,強行推零件定位時,表現(xiàn)為以翻邊線為軸,角接板區(qū)域偏下旋轉(zhuǎn)。
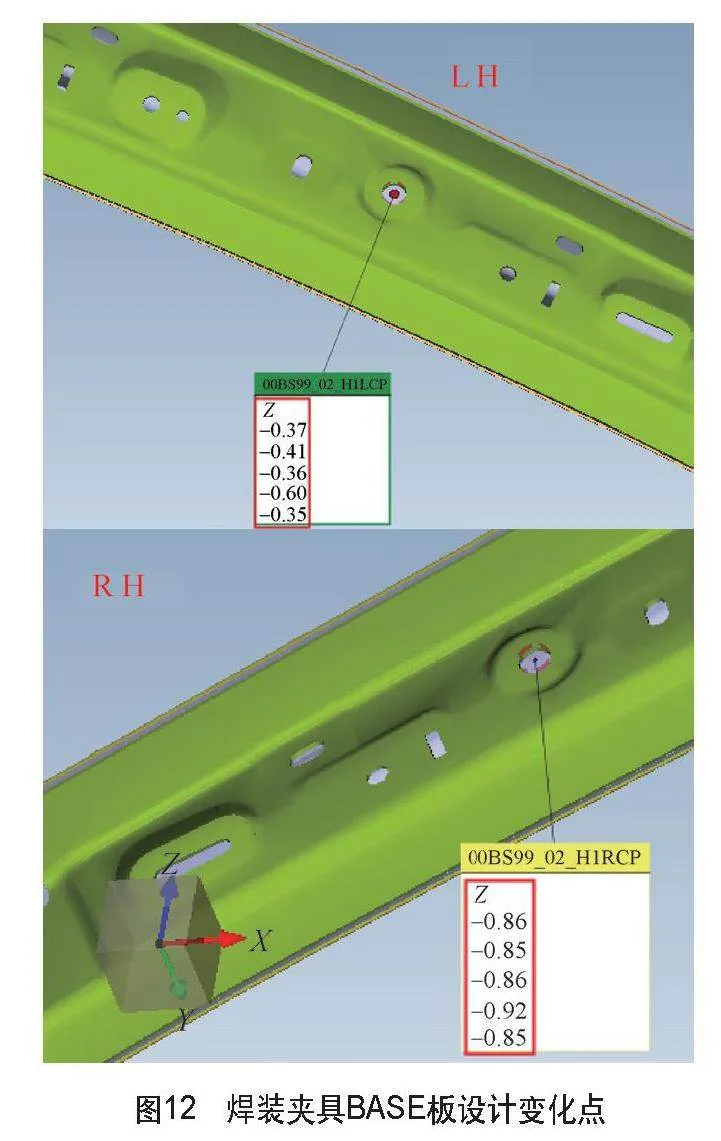
左右側(cè)變化量不一致的原因在于左右側(cè)兩件A柱回彈量不一致,通過對比焊接后總成A柱孔位偏差量可知:A柱定位孔左側(cè)平均偏低0.4mm左右,右側(cè)平均偏低0.85mm左右,右側(cè)焊接后反彈量明顯大于左側(cè)。如圖12所示。
因此,造成該差異的主要原因在于側(cè)圍內(nèi)板總成的自身扭曲回彈。回彈扭曲越大,不同放置方式測量對比失真性也越大。
前柱角接板區(qū)域關鍵數(shù)據(jù)識別分析
目前看側(cè)圍內(nèi)板總成平躺式(非整車坐標系方向)和立式(整車坐標系方向立式)下的角接板部位測量數(shù)據(jù)均不完全支撐側(cè)圍總成數(shù)據(jù),因此需要進一步研究其他關聯(lián)區(qū)域的影響。
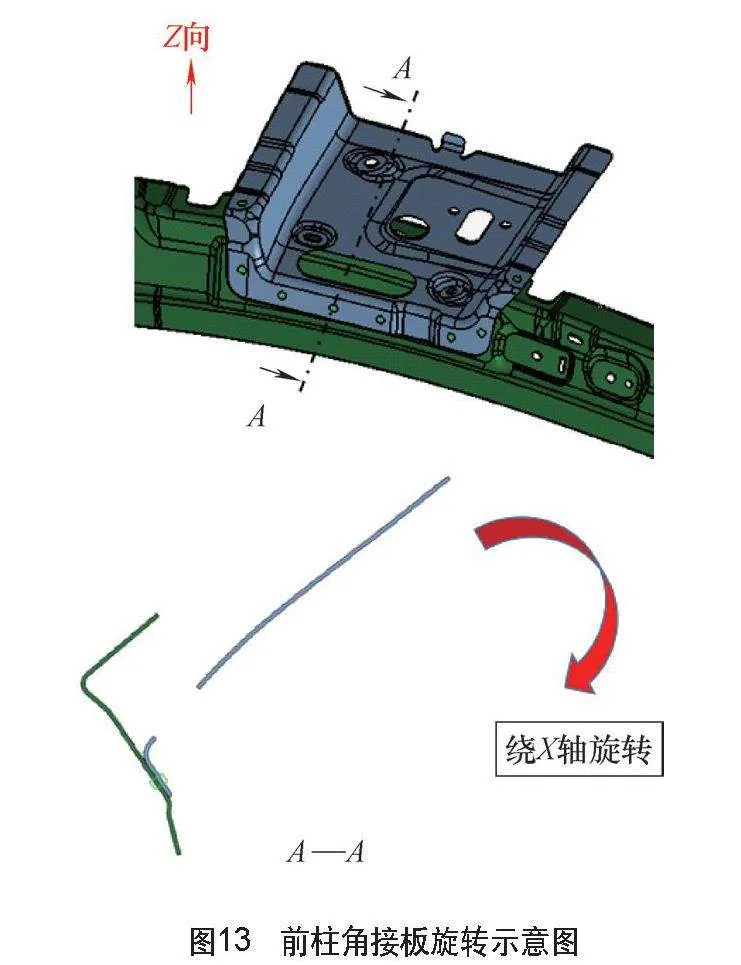
前柱角接板區(qū)域為局部剛性,造成數(shù)據(jù)主要變化的原因來源于旋轉(zhuǎn)的變化,如圖13所示。
通過不同批次的內(nèi)板數(shù)據(jù)試驗分析:發(fā)現(xiàn)當Z向偏高時,Y向型面偏向車身內(nèi)側(cè)。當Z向偏低時,Y向數(shù)據(jù)偏向車身外側(cè)。Z向變化4mm時,Y向變化0.3~1.0mm,如圖14所示。因此當發(fā)現(xiàn)數(shù)據(jù)不一致時,需同時關注Y向翻邊型面的數(shù)據(jù)尺寸。
前柱角接板門洞部位Y向數(shù)據(jù)變化較小的原因在于此部位有定位銷和兩處定位面,該部位基本上處在旋轉(zhuǎn)點附近。因此在Z向變化較小部位時,數(shù)據(jù)體現(xiàn)不明顯,所以分析此部位數(shù)據(jù)時需結(jié)合自由狀態(tài)和其他輔助部位數(shù)據(jù)進行分析,如圖15所示。
結(jié)語
傳統(tǒng)車型常發(fā)側(cè)圍前柱角接板偏低的原因為:側(cè)圍內(nèi)板總成有回彈,且當前定位方式無法有效識別回彈及重力變形,造成數(shù)據(jù)不支持問題現(xiàn)象;周圍匹配部位型面存在干涉和間隙,造成Z向上端尺寸發(fā)生旋轉(zhuǎn)。
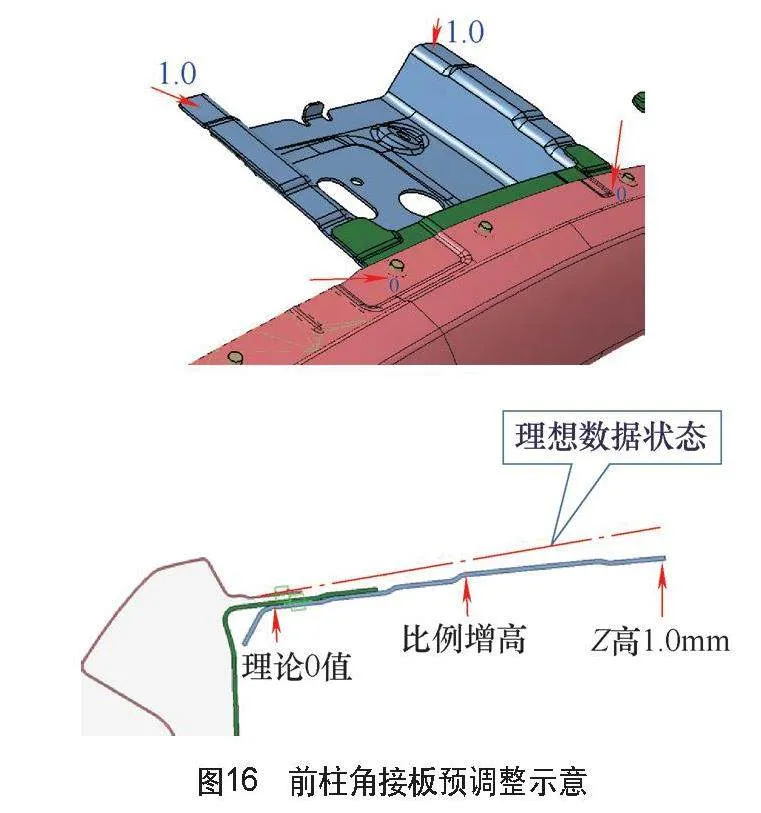
結(jié)合上工序的實際需求,該前柱角接板部位數(shù)據(jù)需要控制為Z向公差上限控制。當和頂蓋橫梁匹配時,該區(qū)域受重力會自動下榻。優(yōu)選目標控制數(shù)據(jù)為Z向偏高0~1.0mm,如圖16所示。
為規(guī)避前柱角接板部位數(shù)據(jù)偏低的問題,結(jié)合本次系統(tǒng)分析,后續(xù)車型項目育成過程可按照以下方面控制:
1)側(cè)圍內(nèi)板總成加工基準設定。在角接板Y向上部區(qū)域增加一組支撐面,用于克服重力產(chǎn)生的實際數(shù)據(jù)失真的影響。且該基準需和單件、下到序工裝保持一致,如圖17所示。
2)側(cè)圍內(nèi)板總成檢測支架設計。測量支架設計時,固定式定位銷數(shù)量不超過1個,其他定位銷全部設置為活動式,便于確認側(cè)圍內(nèi)板總成自由狀態(tài)。
3)側(cè)圍內(nèi)板總成測點設定。為更好地識別角接板產(chǎn)生的扭曲問題,需要在單件、側(cè)圍內(nèi)板總成、側(cè)圍總成Y向平面上部和角接板其他部位增加驗證測點,用于識別和觀察扭曲變化,如圖18所示。
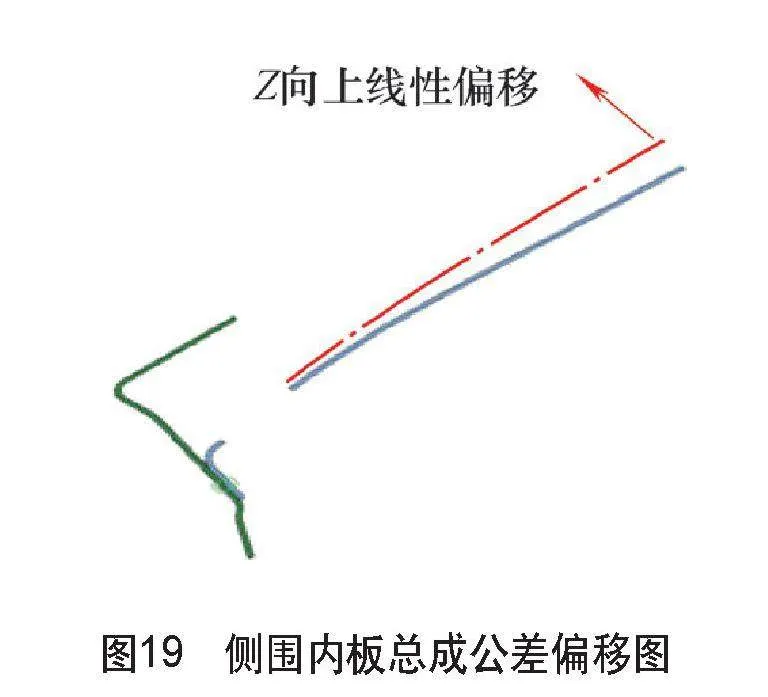
4)側(cè)圍內(nèi)板總成偏移公差設定。參考總成需求,側(cè)圍內(nèi)板角接板部位對應設置為線性偏移公差,如圖19所示。
5)側(cè)圍總成工裝夾具設計。側(cè)圍內(nèi)板合成工序,在側(cè)圍內(nèi)板角接板Z向上部增加輔助支撐面,用于適當程度的約束和矯形,如圖20所示。
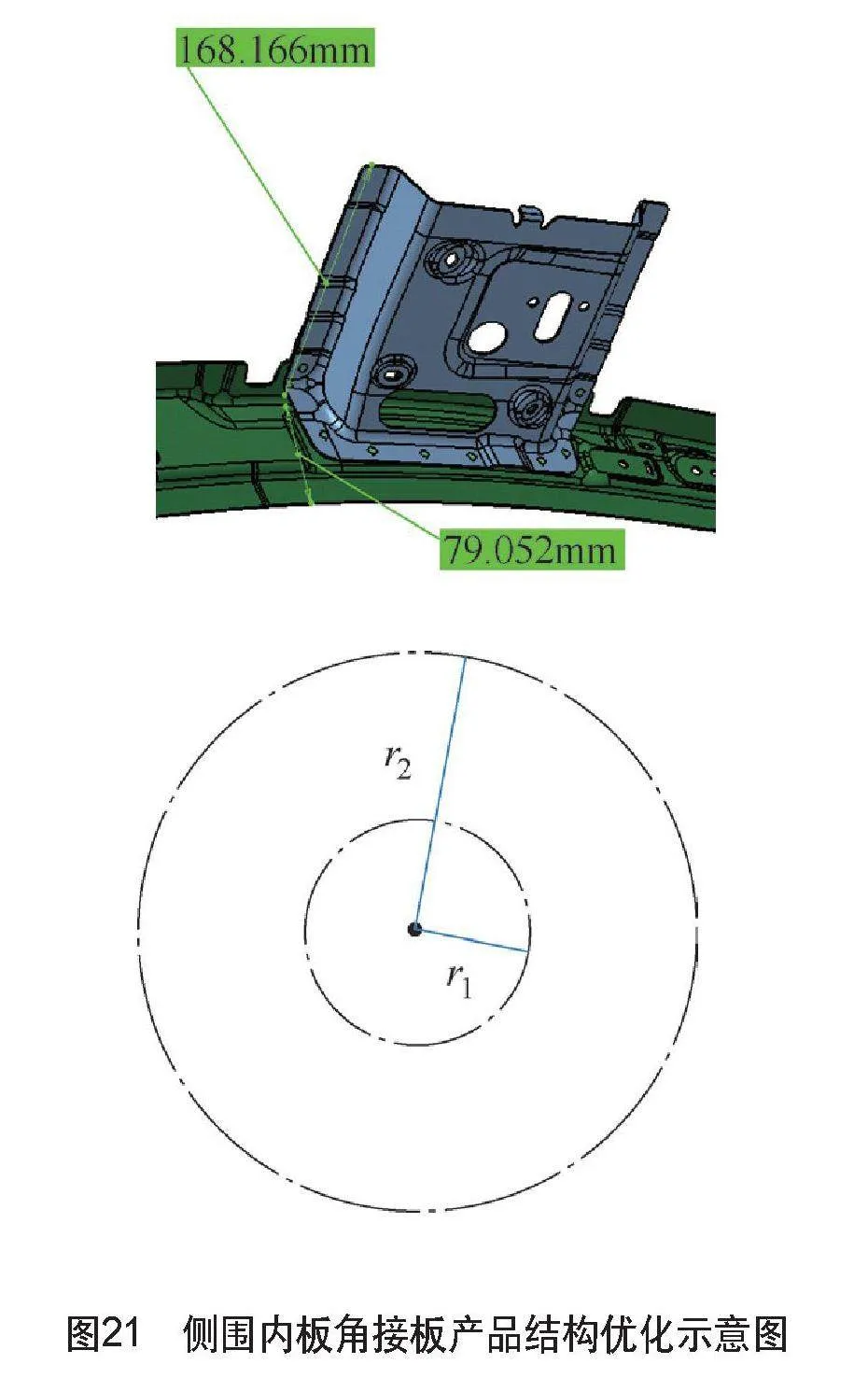
6)產(chǎn)品結(jié)構優(yōu)化。采用簡化模型結(jié)構可知,當前車型側(cè)圍前柱角接板結(jié)構為懸臂結(jié)構,前柱角接板Z向匹配面長度168mm左右,設為r2,Y向焊接面長度約為80mm,設為r1,由三角模型可知,當發(fā)生旋轉(zhuǎn)變化時,r2變化量為r1的2倍以上,如圖21所示。
該結(jié)構在焊接時,受限于零件匹配關系及焊點姿態(tài),會產(chǎn)生較大的變形,因此,可考慮將前柱角接板和前柱內(nèi)板上側(cè)內(nèi)板設置為一體式零件,同時縮短Z向尺寸,將有效改善角接板焊接尺寸的控制。
參考文獻
[1] 陳炳輝. 簡析汽車白車身焊接工藝[J]. 農(nóng)業(yè)機械與裝備,2023(8):151-153.
[2] 杜法剛. 汽車車身的焊接工藝及其措施[J]. 技術應用, 2018(2):81-81.