車身地板線線尾區域工藝內容總結及方案分析
2024-08-21 00:00:00王人和崔天龍謝明達辛星張瑋
汽車工藝師 2024年8期
摘要:整理了北京奔馳近年來白車身地板線線尾工藝內容組成,單一車型或多車型生產線工藝布局方案,總結歸納生產線規劃設計過程中需要考慮的工藝內容和步驟,通過對比工藝布局方案,提出優化工藝布局思路,為后續車型生產線規劃提供新的建議和思路。
關鍵詞:車身地板線;工藝方案;產線布局;白車身
近幾年隨著一體化壓鑄技術和CTB電池車身一體化技術發展,汽車白車身零件得以大量減少,白車身工藝連接點數量也大幅降低。為了不斷降低生產線成本投入,縮短生產線建設周期,總結了白車身地板線線尾區域工藝內容的組成部分,分析各個工藝內容的適用條件,建立模塊化的生產線布局方案,不斷改進工藝過程,提升工藝布局方案的精益性,希望通過不斷的調整和持續優化,設計出更加柔性和高效的生產線工藝布局方案。
車身地板線尾區域工藝內容組成
裝焊車間車身地板總成零件通常由車身前端總成、中地板總成和車身后端總成三個零件進行拼合而成,拼合后的車身地板零件再進行后續工藝步驟,這些步驟的工藝區域我們統稱為車身地板線線尾區域,主要包括螺柱焊接工位、車身零件緩存單元、車身尺寸自動測量工位、生產線返修工位、車身導出工位、生產線體內和線體間輸送系統,以下是對這些內容的具體介紹。
1)螺柱焊接工位是生產線內負責螺柱焊接工藝的區域,這些焊接完成的螺柱主要用于汽車內的總裝零件或線束的固定,以車身地板線為例,螺柱類型通常為鋼螺柱或鋁螺柱,螺柱型號和種類繁多,一個車身地板總成零件上通常不少于300個螺柱焊釘。為了提高這些螺柱焊接工位工作效率及生產線多車型柔性化需求,通常可以采用雙節拍螺柱焊接工藝方案,即由七軸機器人作為車身零件搬運載體,將螺柱焊接工位均勻的布置在七軸機器人左右兩側,左右兩側的螺柱焊接工位工藝內容相同,這種方案能夠提高螺柱焊接設備的使用效率,減少設備數量投入,同時降低螺柱焊接工藝占地面積,此方案在節拍時間內可以完成更多的焊接工藝內容,降低了生產線由于節拍時間短而購置大量設備和土地面積浪費的情況,進而降低了生產線投資成本。
2)車身零件緩存單元。由于生產線產能高,生產車型較多,生產線內的自動化設備就會相應增加,為了降低因各種設備停機引發的工藝區域生產停止,導致生產線產能降低,可以在生產線中建立車身零件緩存單元,緩存單元數量的多少以及單個緩存單元可承載的零件數量,需要根據生產線的物料仿真進行計算,再應用電氣控制及PLC區域規劃方案,保證生產線中各車型產能輸出的穩定性。
3)車身尺寸自動測量工位通常包含測量機器人、零件定位工裝、光學傳感器、溫度反饋配件、測量系統控制柜及相關配套設備等,通過測量車身總成零件關鍵零部件的關鍵尺寸,以確保車身重復制造精度,此項自動檢測技術同樣可以測量螺柱的位置精度。通過廣泛應用車身尺寸自動測量技術,可以快速識別車身尺寸狀態,快速定位缺陷產品和發生偏差的工藝過程,此工位的檢測內容及時間長短對生產線節拍影響較大,在生產線工藝方案設計過程中,需要考慮將此工位放置在生產線中或獨立于生產線邊不影響生產線整體產能輸出。
4)生產線返修工位可以分成生產線在線返修工位或離線返修工位。車身總成零件經過各種焊接工藝或車身尺寸自動測量后,如果車身零件存在焊接質量報警或尺寸偏移等情況,需要人工進行查看及確認狀態。在線返修工位可以讓工人快速到達車身零件邊查看問題狀態,完成確認的車身零件可以快速返回正產生產過程,不影響生產線產能輸出。離線返修工位是將車身總成零件通過導出工位轉運出生產線,進行車身質量的離線返修。
5)車身導出工位除了用于車身零件的離線返修工藝,還可以將正常質量狀態的車身零件導出生產線,進行零件的質量環檢查,三坐標檢測或破壞性剔試試驗。
6)生產線體內輸送系統和線體間輸送系統是連接白車身焊接工藝各個工位之間的橋梁,較為廣泛使用的有機器人搬運,往復桿輸送鏈,升降滾床+滑橇+下部夾具,固定滾床+高精度定位臺車,積放式輸送鏈及自動導引小車等形式。根據車型產能節拍設計,占地面積以及成本投入等因素對生產線輸送系統進行選擇。近幾年在北京奔馳主要采用機器人搬運,以及固定滾床+高精度定位臺車的形式,機器人搬運用于分總成零件焊接區域,車身地板線焊接區域。在車身地板線尾區域,將車身地板總成零件放置在固定滾床滑橇上,由提升機輸送到后續工藝區域。
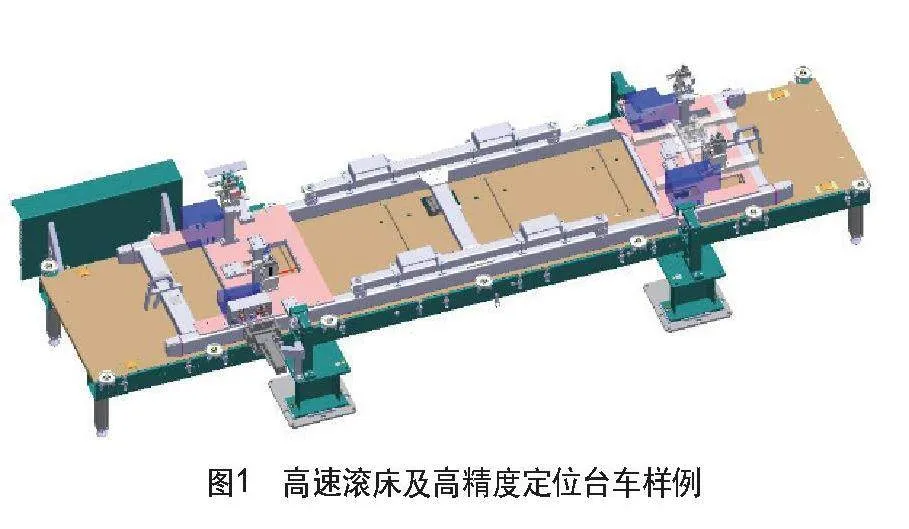
固定滾床+高精度定位臺車的輸送形式也屬于滾床+滑橇輸送形式的一種,通過高精度定位臺車定位車身零件的位置,再由高速滾床運輸并定位高精度定位臺車,因此車身零件焊接作業時無須升降。高精度定位臺車可以實現定位單元的切換,進而實現多車型共線生產,這套輸送系統具有定位精度高、效率快及切換簡單等優點。同時為了保證高精度定位臺車上各個支撐銷或限位塊的精度,需要在生產線中規劃一個高精度臺車檢測工位,通過機器人持光學傳感器對高精度定位臺車的關鍵尺寸進行自動測量并進行質量監控,確保車身生產過程中質量的穩定性。另外高精度定位臺車如果尺寸檢測不合格,需要及時從生產線中導出,由工人進行確認及返修。高速滾床及高精度定位臺車的樣例,如圖1所示。
車身地板線尾工藝布局方案分析
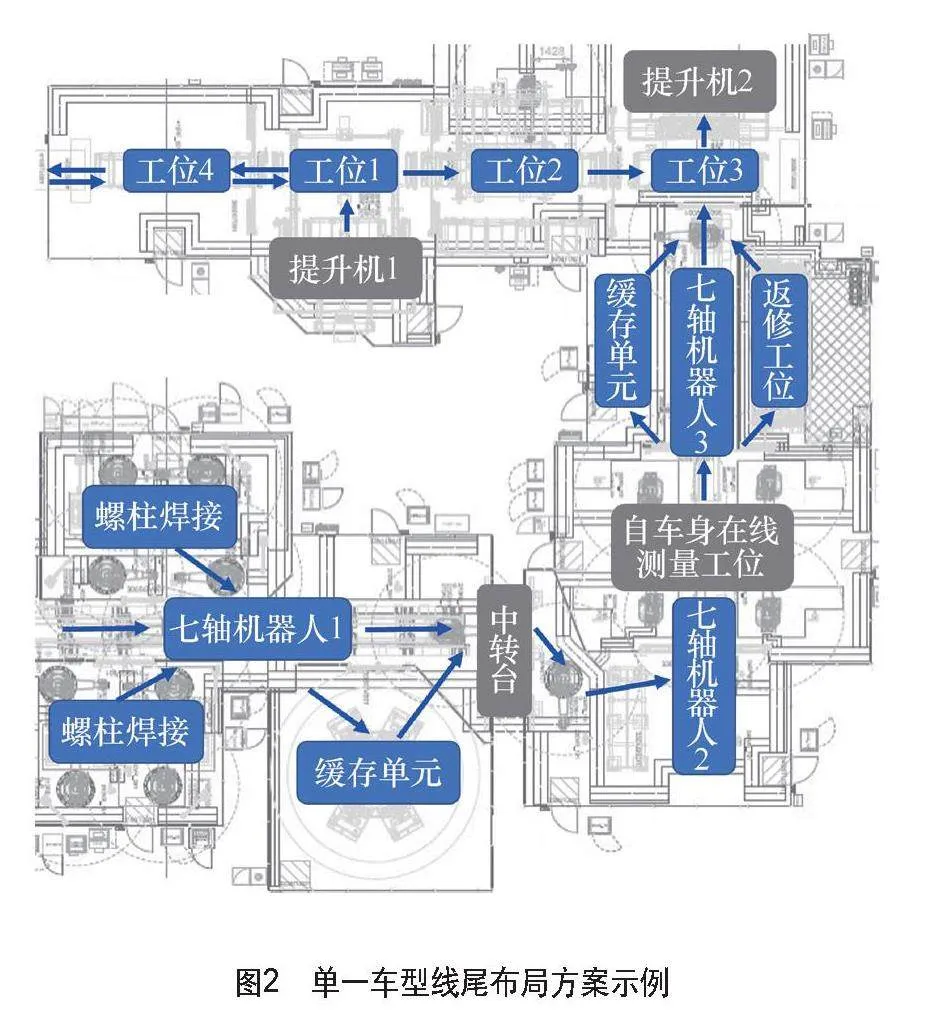
車身地板線尾區域的工藝布局在實際規劃過程中,可以根據生產線產能、車型種類以及設備兼容性等進行實際分析考量,如圖2所示,該工藝方案為單一車型生產線,車身地板零件完成雙節拍螺柱焊接工藝內容,由七軸機器人1將焊接完成后的零件存放在緩存單元或中轉臺上,再由七軸機器人2轉運車身零件到白車身在線檢測工位進行檢測(中轉臺和七軸機器人2之間的內容為產品變更增加的焊接工位,不在此次布局討論范圍),檢測完成后的車身零件如需要進行質量返修則由七軸機器人3轉運至返修工位或放置在緩存單元。質量確認合格的車身零件由七軸機器人3轉運到工位3上,準備將車身零件與高精度定位臺車進行拼合。在拼合前,提升機1將空載的高精度定位臺車從二層輸送線上轉運到地面高速滾床輸送線上,即圖中工位1至工位4的滾床輸送線,其中工位1為空載的臺車到達位置,工位2是高精度臺車在線檢測工位,工位3是高精度臺車和車身零件的拼合工位,拼合后的零件和臺車由提升機2轉運至二層輸送平臺進行后續工藝內容。如果工位2的高精度臺車尺寸檢測不合格,則可以通過控制程序將臺車輸送至工位4進行臺車導出功能進行臺車的返修及確認,返修完成后再由工位4將臺車重新導入到輸送線中。
可以發現,單一車型車身地板線線尾工藝布局簡單,工藝步驟合理,通過生產線中的車身在線檢測工位進行白車身質量檢測及控制,通過七軸機器人進行車身零件的轉運,應用兩個提升機完成車身零件和空載臺車的拼合并進行后續工藝步驟的輸送。
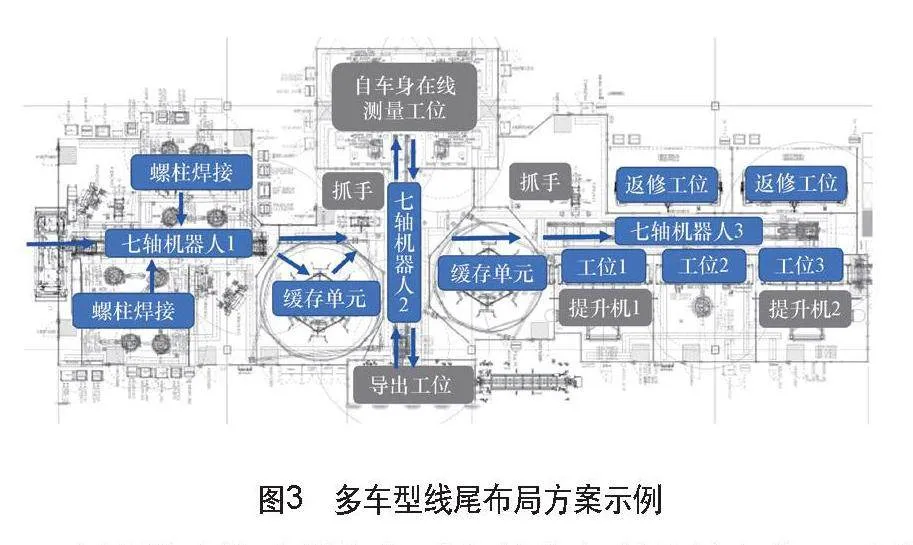
近年來,裝焊車間生產線柔性化程度要求越來越高,生產線上會存在很多尺寸及樣式不一的車身零件,這些車身零件需要七軸機器人在搬運零件過程中使用不同的搬運抓手,需要高精度定位臺車根據不同車型切換定位單元的位置以適應車身定位,以北京奔馳某車間為例,該車間共生產三種車型,生產線節拍時間短,車身尺寸及零件定位信息不一致,生產線區域布局緊湊,為了保證生產穩定性,進行如下布局方案規劃。
如圖3所示,該工藝布局方案首先完成雙節拍螺柱焊接工藝內容,七軸機器人1通過抓手切換,將對應的車身總成零件存放到緩存單元上,七軸機器人2將緩存單元上的總成零件轉運到白車身在線測量工位。該測量工位完全獨立于生產線內輸送線路之外,可以自定義檢測內容和檢測頻率,方便產品質量追蹤,如果車身零件由于質量問題導出,七軸機器人2可以將零件放置到導出工位上。七軸機器人3通過抓手切換,負責車身總成零件的后續工藝,如在線返修工位,或搬運車身零件與高精度定位臺車相互拼合。對于線尾的滾床輸送線工藝,提升機1負責將空載的高精度定位臺車從二層輸送線轉運到地面滾床輸送線工位1上,工位2負責高精度定位臺車的車型切換功能,切換完成后的高精度定位臺車由高速滾床輸送到工位3,完成車身總成零件和高精度定位臺車的拼合工藝。
圖3所示的工藝方案可實現多車型柔性生產,工藝過程清晰,但是受限于產品設計及現場區域面積影響,該布局方案內無法實現高精度定位臺車的在線檢測功能,因此在提升機1將空載臺車導入到生產線前,需要在其他工藝區域完成臺車的在線檢測及必要的返修工作。在后續車型生產線規劃過程中,出于節約成本及精益規劃的考慮,希望對圖3的工藝方案進一步進行優化,將提升機數量從2個減少至1個,增加高精度定位臺車的在線檢測及導出返修功能以節約工藝區域面積,這就要求提升機能夠具有承接空載臺車和滿載臺車的傳輸功能,圍繞這個提升機需要建立一個由高速滾床及高精度定位臺車組成的輸送環路,在這個環路上實現臺車在線檢測功能,增加臺車導入導出生產線的功能。
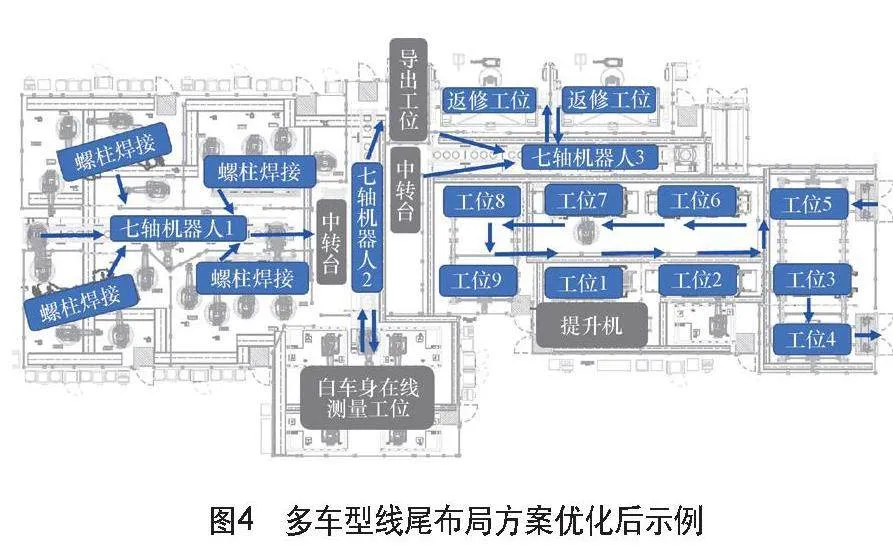
優化后的工藝布局方案如圖4所示,提升機在工位1將臺車導入到環形輸送系統內,在工位2進行臺車在線檢測功能,檢測合格的臺車在工位3通過橫移機輸送到工位5-6工位,在工位7完成零件與臺車的拼合步驟,臺車承載著零件經過工位8-9輸送返回到工位1,由提升機將臺車和零件同時提升至二層輸送平臺輸送系統內,進行后續工藝步驟。如果高精度臺車在工位2內尺寸檢測不合格,可以通過工位4使用承載小車將臺車導出,進行返修及人工確認,再通過工位5將高精度臺車返回生產線。需要注意的是離開生產線的高精度定位臺車再次返回生產線時,需要再次輸送至尺寸在線檢測工位2,確保臺車尺寸精度符合要求。
以上三個工藝布局方案適用于使用機器人搬運及高速滾床+高精度定位臺車相結合的車身地板生產線,三個布局方案各有特點。圖2的單一車型生產線工藝方案布局簡單,整個區域工作效率高,生產線輸出能力強。圖3的多車型生產線方案,適用于空間區域窄長的生產現場,通過雙緩存單元,雙提升機輸送方案,可以快速完成多車型柔性化生產,布局合理,不足的是需要將高精度臺車的檢測工位放置到其他工藝區域。圖4工藝方案是對生產線線尾區域的進一步優化,適用于一個提升機進行生產線內及線間輸送的情況,該方案通過增加高速滾床和橫移機建立環形輸送路線,為高精度臺車的在線檢測工位設置和導入導出功能提供了便利條件。
結語
在本篇論文中,深入探討了白車身地板線線尾區域工藝方案內容,通過對比單一車型或多車型生產線的工藝方案,提出工藝方案適用范圍,總結了各個方案的設計思路和改進措施。未來,我們將繼續探索更多的技術方案創新思路,進一步優化生產工藝,推動行業的發展進步。
參考文獻:
[1] 張曉龍.焊裝隨行夾具輸送線淺析[J].汽車工藝與材料,2021(10):68-72.
[2] 陳志毅.淺析汽車焊裝線各類輸送設備及應用方案[J].汽車工藝與材料,2023(9):61-66.