視覺校對約束下生產(chǎn)線搬運機械手抓取定位控制
2024-10-25 00:00:00孫文革
機械制造與自動化 2024年5期








摘 要:針對智能生產(chǎn)線環(huán)境中存在的隨機振動、噪聲等干擾因素會對機械手的傳感器精度產(chǎn)生影響,導致生產(chǎn)線搬運機械手抓取定位控制精度低的問題,提出智能視覺約束的生產(chǎn)線搬運機械手抓取定位控制方法。分析生產(chǎn)線搬運機械手的動作流程,了解機械手在進行抓取操作時需要確定目標物體位置存在的問題;通過改進的YOLOv2模型識別待搬運物體的位置,估計出待搬運物體的大小;使用改進K-means聚類算法通過聚類過程估計出待搬運物體與機械手之間的相對距離和大小,改進單純依靠傳感器的弊端。設計PLC控制器來實現(xiàn)對機械手的定位控制;同時引入小腦模型神經(jīng)網(wǎng)絡模擬人類小腦的運動控制能力,優(yōu)化PID控制算法,使機械手在抓取和定位控制中更加穩(wěn)定和精確。實驗結(jié)果表明:所提方法使生產(chǎn)線搬運機械手抓取定位時抗干擾性較強,精度較高,抓取定位控制效率較好。
關鍵詞:生產(chǎn)線搬運機械手;PLC控制器;PID控制算法;小腦模型神經(jīng)網(wǎng)絡;抓取定位控制
中圖分類號:TP241" 文獻標志碼:B" 文章編號:1671-5276(2024)05-0203-06
Grasping and Positioning Control of Production Line Handling Manipulator under Visual Proofreading Constraints
Abstract:In order to improve the low grasping and positioning control accuracy of production line handling manipulator caused by random vibration, noise and other confounding existing in intelligent production line environment, which affects the sensor accuracy of manipulator, a research on grasping and positioning control method of the production line handling manipulator with intelligent visual constraints is proposed. The movement process of the production line handling manipulator is analyzed and the problems that the manipulator needs to determine the position of the target object during grasping operations are comprehended. With the improved YOLOv2 model, the position of the object ready for transportation is identified and its size is estimated. The improved K-means clustering algorithm is applied to estimate the relative distance between the object to be moved and the robotic arm through the clustering process to remedy the drawbacks of sole reliance on sensors. A PLC controller is designed to achieve positioning control of the robotic arm, and with the introduction of cerebellar model neural network, the motion control ability of the human cerebellum is simulated and the PID control algorithm is optimized, which enable the robotic arm to be more stable and accurate in grasping and positioning control. The experimental results show that the proposed method has strong anti-interference ability, high accuracy and good grasping and positioning control efficiency for the production line handling robot arm.
Keywords:production line handling manipulator;PLC controller;PID control algorithm;cerebellar model neural network;grab positioning control
0 引言
隨著工業(yè)生產(chǎn)自動化技術(shù)的發(fā)展,生產(chǎn)線搬運機械手憑借搬運成本低、智能化、效率高的優(yōu)點被廣泛應用在工業(yè)自動化生產(chǎn)、醫(yī)療技術(shù)、汽車生產(chǎn)等多個領域。生產(chǎn)線搬運機械手的抓取定位控制影響著生產(chǎn)線工作效率及效果。傳統(tǒng)的生產(chǎn)線搬運機械手存在抓取精度低、控制速度慢等問題。如何獲取高質(zhì)量的生產(chǎn)線搬運機械手抓取定位控制是當下工業(yè)領域研究的重點問題之一,故提出基于PLC的生產(chǎn)線搬運機械手抓取定位控制方法。該方法的研究有望為電力領域帶來新的技術(shù)與支持,具有重要意義[1-2]。
史亞貝[3]對機械手運動學原理展開分析,建立了基于DSP的機械手控制系統(tǒng),通過DSP機械手控制系統(tǒng)完成機械手控制。該方法存在機械手抓取定位控制精度不佳的問題。沈孝龍等[4]根據(jù)機械手動力學方程建立機械手定點PD控制器,通過改進差分進化算法優(yōu)化機械手規(guī)劃器性能;通過樣條插值法生成機械手運動軌跡,完成機械手的抓取定位控制。該方法存在機械手抓取定位控制時間長的問題。馬金茹等[5]設計機械手非線性擾動觀測器,通過自適應觀測器滑膜控制方法完成機械手抓取定位控制。該方法存在機械手抓取定位控制準確率低的問題。
為了解決上述方法中存在的問題,本文提出基于智能視覺約束的生產(chǎn)線搬運機械手抓取定位控制方法。
1 生產(chǎn)線搬運機械手動作中的問題分析
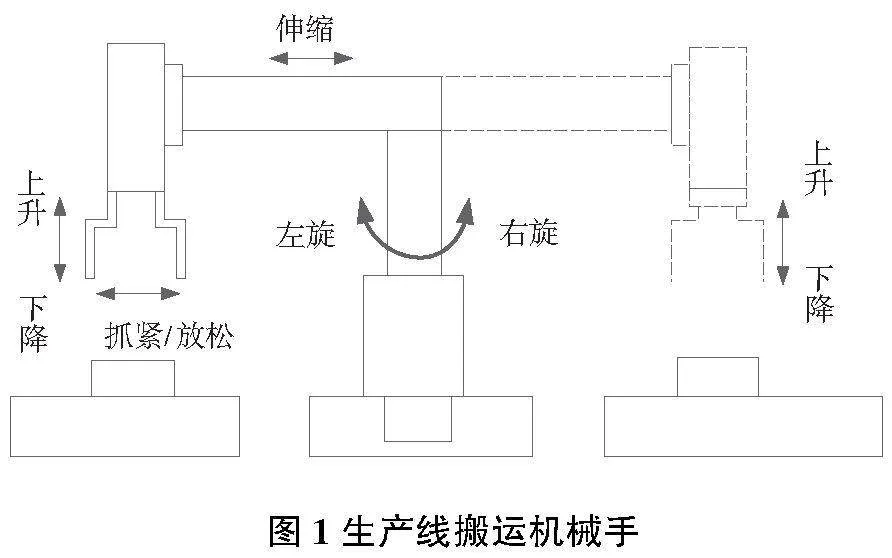
首先,分析生產(chǎn)線搬運機械手的結(jié)構(gòu)和動作流程[6-7]。生產(chǎn)線搬運機械手由基座、大臂、小臂、爪子4個部分組成,具有腰部左右旋轉(zhuǎn)、垂直手臂上下移動、水平手臂伸縮和機械手抓取與松開4個自由度[8-9]。生產(chǎn)線搬運機械手結(jié)構(gòu)如圖1所示。
生產(chǎn)線搬運機械手動作流程如下:
1)旋轉(zhuǎn)生產(chǎn)線搬運機械手的腰部,使其旋轉(zhuǎn)朝向待搬運物體方向;
2)在氣缸的推動下垂直機械臂和水平機械臂做伸縮動作,同時使垂直機械臂對準待搬運物體;
3)在氣缸作用下,機械爪完成物體抓取動作;
4)旋轉(zhuǎn)生產(chǎn)線搬運機械手的腰部,使其旋轉(zhuǎn)朝向搬運物體待放置的方向;
5)在氣缸的作用下,垂直和水平機械臂進行伸展,同時使垂直機械臂對準物體待放置的目標區(qū)域;
6)在氣缸作用下,機械爪完成物體放置動作。
通過上述流程可以看出,在完成定位過程中,需大量地使用傳感器,傳感器的精度變得至關重要。智能生產(chǎn)線環(huán)境中存在的隨機振動、噪聲等干擾因素,會對機械手的傳感器精度產(chǎn)生影響,導致生產(chǎn)線搬運機械手抓取定位控制精度降低。
2 搬運物體的大小、距離的視覺估計
在生產(chǎn)線搬運機械手動作流程下,通過改進YOLOv2模型和改進K-means算法完成待搬運物體的大小和距離估計。
·電氣與自動化·
孫文革·視覺校對約束下生產(chǎn)線搬運機械手抓取定位控制
2.1 定位目標的大小視覺估計方法設計
通過改進YOLOv2模型完成待搬運物體的大小估計。傳統(tǒng)的YOLOv2目標檢測模型針對復雜環(huán)境下物體的檢測,會因物體距離太近導致檢測效果不佳的問題,故提出改進的YOLOv2目標檢測模型[10-11]。
將原YOLOv2模型的輸出邊界框的高、寬縮小為原來的1/lh和1/lw。
寬縮小倍數(shù)lw、高縮小倍數(shù)lh計算步驟如下:
標注用于YOLOv2目標檢測模型的N個訓練物體邊界框為tw-x-o(o=1,2,…,N),th-x-o(o=1,2,…,N),其中,o為訓練物體序號。
通過YOLOv2目標檢測模型獲取N個訓練物體邊界框大小為tw-o,th-o。
進一步獲取最終的邊界框高、寬的縮小倍數(shù),其公式表達如下:
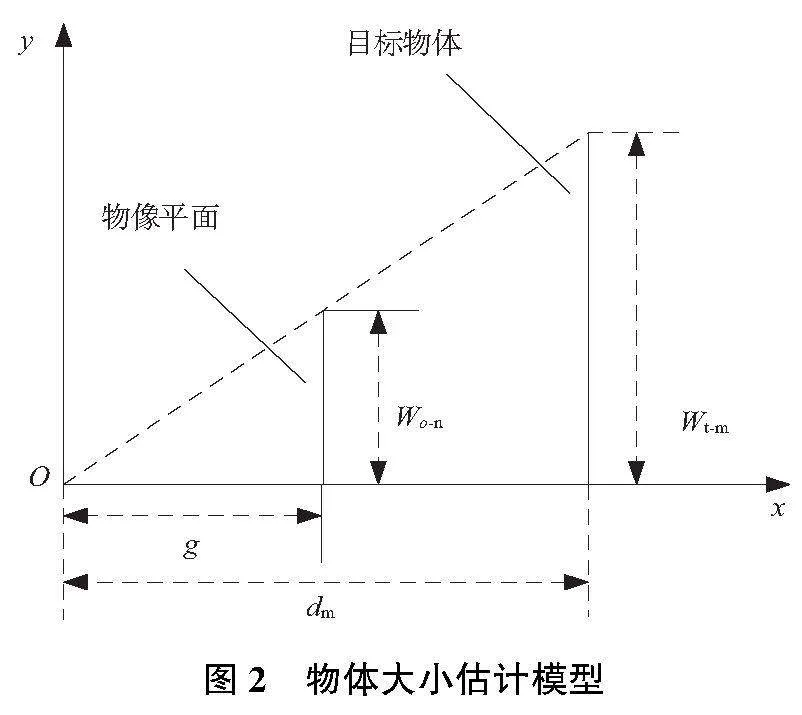
通過邊界框縮小方法降低了復雜環(huán)境下大量物體檢測時的物體邊界框的重合率,從而提高檢測性能。物體大小估計模型如圖2所示。
根據(jù)改進YOLOv2目標檢測模型獲取待搬運目標物體的邊界框?qū)抲m-w、高um-h,待搬運目標物體所在圖像面的坐標系寬度值公式表達如下:
根據(jù)圖2模型中的三角形性質(zhì)得出坐標系寬度和攝像機焦距的關系為
式中:g表示攝像機焦距;dm表示真實物體距攝像機距離;Wt-m表示待搬運物體的真實寬度。
進一步推算出待搬運物體的真實寬度Wt-m公式表達如下:
2.2 距離視覺估計方法設計
通過改進K-means算法完成待搬運物體的距離估計,該算法通過盡可能遠離彼此初始中心點的策略保證機械臂抓取物體的實時性[12]。
選擇一個初始化空集合Q以存儲所選的中心點。隨機選取一個數(shù)據(jù)(深度值)的中心點v(k),k={1,2,…,k}放入空集合Q中。
找到集合外一個物體c(o)與集合Q內(nèi)平方距離最小物體的最小平方距離f(c(o),Q)2公式表達如下:
f(c(o),Q)2=c(o)-Q2(5)
計算物體(樣品)成為下一個聚類中心的概率為
在空集合Q中加入通過輪盤賭法選擇的下個聚類中心點。
重復上述步驟,直至獲取l個聚類中心點。
將樣本點分割到離該樣本點最近中心點i(k)的簇內(nèi)。不斷使用新簇中的中心點代替原始中心點,直到距內(nèi)部錯誤的平方和SSE最小。此時待搬運物體到聚類中心的距離即待搬運物體與機械手之間的相對距離:
式中e(o,k)表示系數(shù)。
依據(jù)YOLOv2算法獲取的待搬運物體邊界框,通過改進聚類算法聚類邊界框內(nèi)每個像素對應的深度值,按照從小到大的順序排列所獲取的3個深度值聚類中心,得到的第2個深度聚類中心即為物體到攝像機的距離。
3 基于PLC的機械手抓取定位控制方法設計
通過估計物體的大小和距離,機械手可以據(jù)此來調(diào)整抓取力度,規(guī)劃運動路徑,并通過同步的物體大小和距離估計,校正傳感器反饋信號,提高定位的準確性和穩(wěn)定性。在此基礎上,基于PLC控制完成生產(chǎn)線搬運機械手的抓取定位控制。
3.1 PLC控制器設計
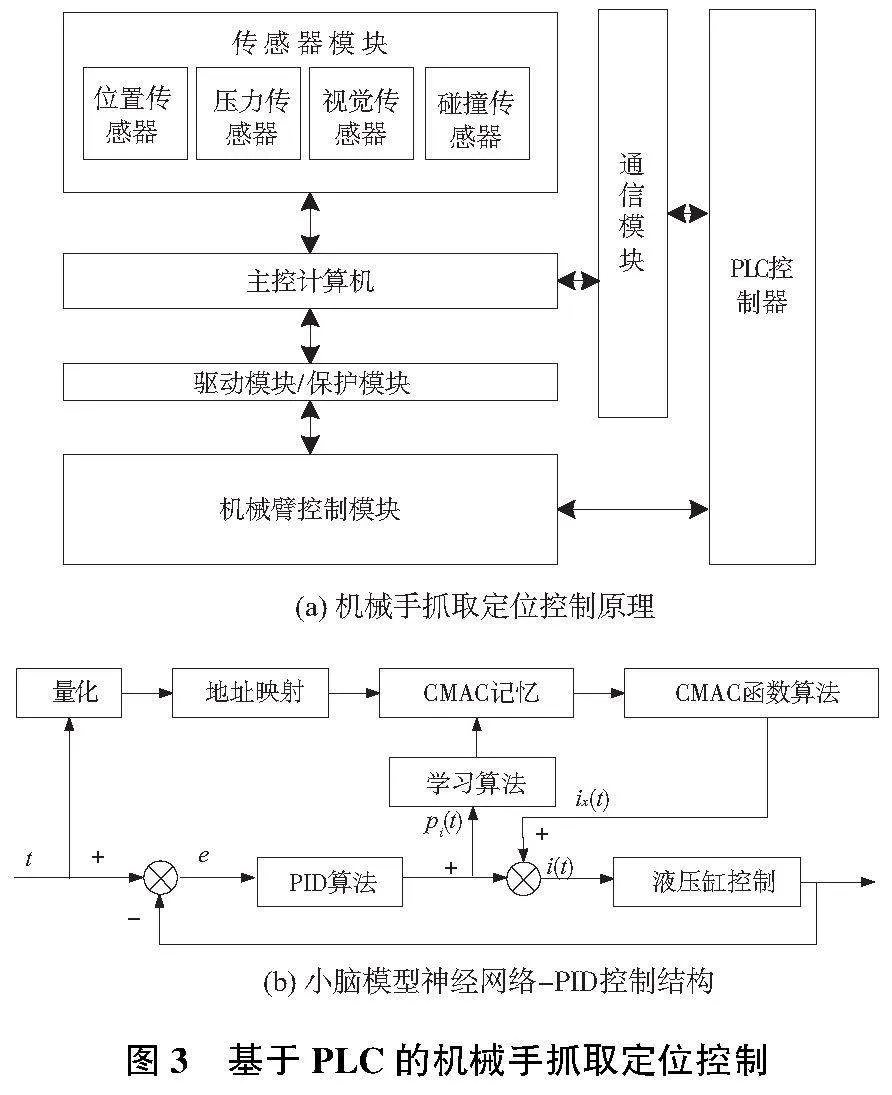
PLC控制器是一種可編程邏輯控制器,可以根據(jù)需要進行編程,結(jié)合利用YOLOv2模型識別到的待搬運物體的位置,控制機械手的運動,實現(xiàn)對機械手的準確定位。PLC控制器是生產(chǎn)線搬運機械手抓取定位控制的核心控制器,其含有多個傳感器[13],通過對各種傳感器信號的采集和判斷,發(fā)起機械手的抓取定位控制指令[14-15]。基于PLC的機械手抓取定位控制原理如圖3所示。
在PLC控制器上使用PID控制算法完成生產(chǎn)線搬運機械手抓取定位控制。
3.2 抓取定位控制算法設計
使用小腦模型神經(jīng)網(wǎng)絡(CMAC)-PID控制算法完成生產(chǎn)線搬運機械手的抓取定位控制。小腦模型神經(jīng)網(wǎng)絡模擬人類小腦的運動控制能力,結(jié)合優(yōu)化后的PID控制算法,可以通過學習和反饋機制不斷優(yōu)化和調(diào)整控制策略,以適應不同的運動任務和環(huán)境條件,使機械手在抓取和定位控制過程中更加穩(wěn)定和精確,提高操作效率。
小腦神經(jīng)網(wǎng)絡在復雜的動態(tài)環(huán)境下具有良好的非線性函數(shù)能力,PID控制算法具有良好的控制能力,故將兩者結(jié)合用于生產(chǎn)線搬運機械手的抓取定位控制。
小腦模型神經(jīng)網(wǎng)絡-PID控制結(jié)構(gòu)如圖3(b)所示。
在小腦神經(jīng)網(wǎng)絡上完成概念映射,即將輸入?yún)^(qū)間Dmin,Dmax按照M+2V個量化分隔,其公式表達如下:
式中bo表示映射分量。
基于物體的大小和估計的視覺距離,設計PID控制算法,將期望信號y(t)和實際信號u(t)之間的偏差作為輸入,PID控制算法輸出信號和期望信號為小腦模型神經(jīng)網(wǎng)絡的輸入,最后得到的PID控制算法輸出信號與小腦模型神經(jīng)網(wǎng)絡的輸出信號之和,即為小腦模型神經(jīng)網(wǎng)絡-PID控制結(jié)構(gòu)的控制信號。
期望信號和實際信號誤差r(t)公式表達如下:
PID控制算法輸出ip(t)公式表達如下:
式中:Lb、Lj、Lw分別表示比例、積分、微分系數(shù);r(t)表示期望信號和實際信號的誤差。
小腦模型神經(jīng)網(wǎng)絡的輸出ix(t)公式表達如下:
式中:α表示網(wǎng)絡泛化系數(shù);so表示二進制選擇向量;eo表示權(quán)值。
得到小腦模型神經(jīng)網(wǎng)絡-PID控制結(jié)構(gòu)的輸出控制信號i(t)公式表達如下:
i(t)=ix(t)+ip(t)(12)
基于此,完成生產(chǎn)線機械手抓取定位控制。
4 實驗與分析
為了驗證基于PLC的生產(chǎn)線搬運機械手抓取定位控制方法研究的有效性,對其完成如下測試。
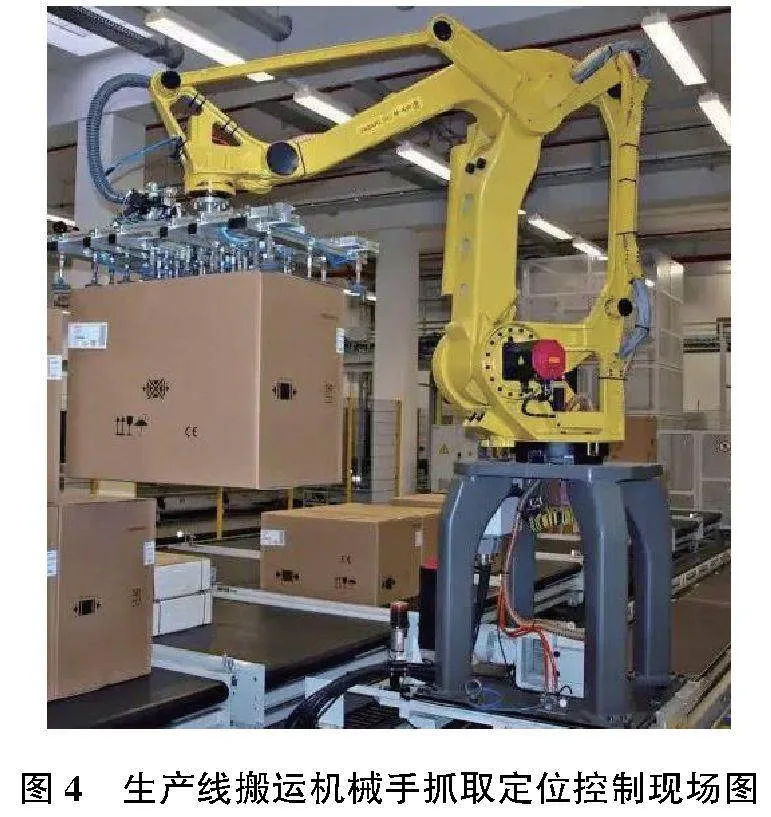
實驗以YH-JQ型號搬運上下料四軸機械手為對象,進行紙殼箱搬運實驗,生產(chǎn)線包括以下環(huán)節(jié)。
1)進料區(qū):在進料區(qū)域,原材料紙張或制作好的紙殼箱通過輸送帶或滾筒輸送到生產(chǎn)線上。
2)自動疊箱機:自動疊箱機用于將紙張按照特定方式折疊和粘合成紙殼箱。機器會自動折疊箱體,并使用膠水將箱子的底部和側(cè)面粘合在一起。
3)灌裝區(qū):將產(chǎn)品填充到紙殼箱中。根據(jù)具體需求,可以設置多個灌裝站點以適應不同的產(chǎn)品需求。常見的灌裝設備有自動包裝機、流水線等。
4)封箱機:在封箱機之后,紙殼箱的頂部經(jīng)過膠水或其它方式進行密封,確保產(chǎn)品在運輸和儲存過程中的安全性。
5)輸送系統(tǒng):輸送系統(tǒng)利用YH-JQ型號搬運上下料四軸機械手,將已封好的紙殼箱從生產(chǎn)線運送到下一個環(huán)節(jié),比如打碼、標簽、包裝等。已封好的紙殼箱會被輸送到倉庫或運輸區(qū)域,等待進一步的包裝和運輸處理。
生產(chǎn)線搬運機械手抓取定位控制現(xiàn)場如圖4所示。
在生產(chǎn)線搬運機械手上安裝位移傳感器來檢測物料的位置、姿態(tài)等信息,確定機械手的初始位置和姿態(tài)以及抓取的目標物料的位置和姿態(tài),以便機械手能夠準確地執(zhí)行抓取和定位操作。
在上述實驗設置的基礎上,采用基于PLC的生產(chǎn)線搬運機械手抓取定位控制方法(所提方法)、基于DSP的生產(chǎn)線搬運機械手抓取定位控制方法(文獻[3]方法)和基于改進差分進化算法的生產(chǎn)線搬運機械手抓取定位控制方法(文獻[4]方法)完成實驗測試。
1)控制器魯棒性對比
通過階躍響應曲線評價控制器的魯棒性。
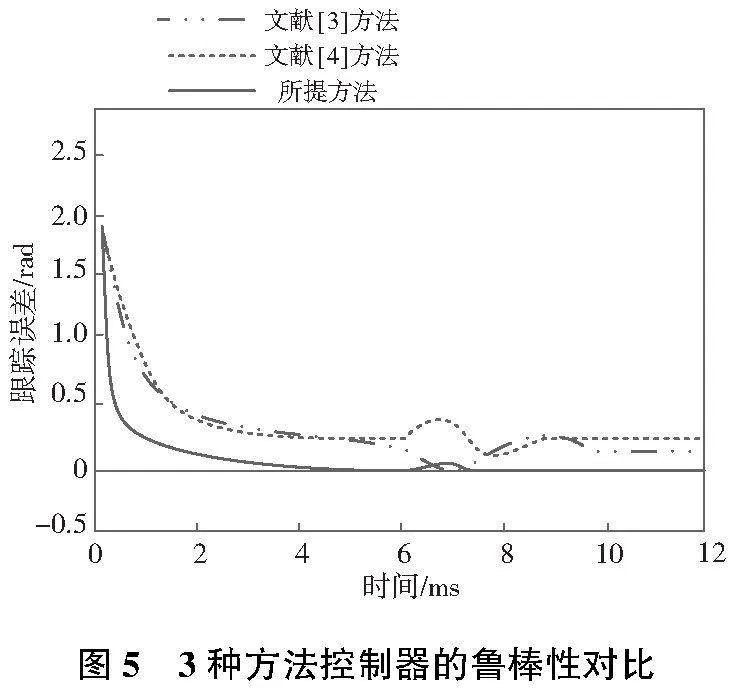
在生產(chǎn)線搬運機械手抓取定位控制時間為6s時加入一個1kN·m的方波擾動,采用所提方法、文獻[3]方法和文獻[4]方法完成生產(chǎn)線搬運機械手的抓取定位控制,3種方法的擾動響應曲線如圖5所示。
分析圖5可知,受到噪聲干擾后,文獻[3]方法在9.6ms后實現(xiàn)生產(chǎn)線搬運機械手抓取定位穩(wěn)定控制,跟蹤誤差為0.15rad;文獻[4]方法在8.8ms后實現(xiàn)生產(chǎn)線搬運機械手抓取定位穩(wěn)定控制,跟蹤誤差為0.25rad;所提方法在4.5ms后實現(xiàn)生產(chǎn)線搬運機械手抓取定位穩(wěn)定控制,跟蹤誤差為0.01rad。所提方法在受到噪聲干擾后,干擾響應耗時及跟蹤誤差均明顯小于文獻[3]方法和文獻[4]方法,表明所提方法的魯棒性能更好。所提方法通過改進的YOLOv2模型識別待搬運物體的位置,能夠快速且精確地進行物體檢測,提供機械手抓取的目標位置和大小信息。在此基礎上使用改進的K-means聚類算法通過聚類過程估計待搬運物體與機械手之間的相對距離和大小,更好地估計出物體與機械手之間的關系,從而更準確地進行定位和抓取操作。
2)機械手定位控制精度對比
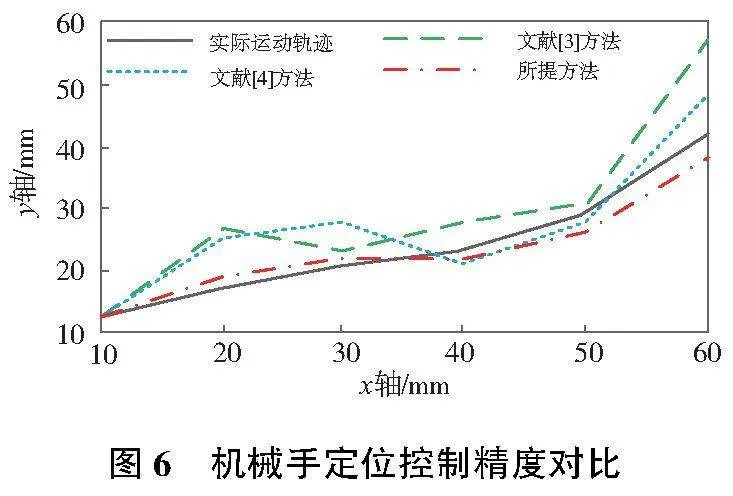
在100s控制時間內(nèi),采用所提方法、文獻[3]方法和文獻[4]方法完成生產(chǎn)線搬運機械手的抓取定位控制,記錄3種方法的抓取定位控制精度如圖6所示。
由圖6可知,兩種對比方法與實際運動軌跡之間的偏差較大。在100s時,目標位置為(60,41),文獻[3]方法、文獻[4]方法和所提方法定位位置分別為(60,58)、(60,49)和(60,39)。由此可知,3種方法在x軸方向不存在偏差,y軸偏差較大。因此,以100s時的位置為基準,得到文獻[3]方法、文獻[4]方法和所提方法3種方法在y軸方向上的機械手定位誤差量化結(jié)果為:17mm、8mm和2mm。這證實了所提方法的生產(chǎn)線機械手抓取定位的實際軌跡較目標軌跡偏差較小,表明所提方法的生產(chǎn)線機械手抓取定位控制精度更高。
3)抓取定位控制時間對比
采用所提方法、文獻[3]方法和文獻[4]方法完成生產(chǎn)線搬運機械手的抓取定位控制,記錄3種方法的抓取定位控制時間如圖7所示。
分析圖7可知,在10次實驗過程中,文獻[3]方法完成生產(chǎn)線搬運機械手的抓取定位控制時間在21.0~25.0s之間,文獻[4]方法完成生產(chǎn)線搬運機械手的抓取定位控制時間在14.0~16.5s之間,所提方法完成生產(chǎn)線搬運機械手的抓取定位控制時間在5.5~7.5s之間。所提方法的生產(chǎn)線搬運機械手的抓取定位控制時間均低于文獻[3]方法和文獻[4]方法,表明所提方法的生產(chǎn)線搬運機械手的抓取定位控制效率高。
通過上述實驗可知,所提方法首先通過改進YOLOv2模型和改進K-means算法對待搬運物體展開大小及距離識別,準確定位了待搬運物體位置,為機械手的抓取定位控制提供了準確的目標,提高了抓取定位的準確性;其次,基于PLC的生產(chǎn)線搬運機械手抓取定位控制,提高了機械手抓取定位精度,使生產(chǎn)線機械手抓取定位性能更優(yōu)。
5 結(jié)語
研究生產(chǎn)線搬運機械手的抓取定位控制方法是工業(yè)領域研究的重點問題之一。針對生產(chǎn)線搬運機械手抓取精度低的問題,提出基于PLC的生產(chǎn)線搬運機械手抓取定位控制方法。實驗結(jié)果表明:所提方法受到噪聲干擾后階躍響應波動較小,體現(xiàn)了所提方法的魯棒性能更好;該方法抓取定位的實際軌跡較目標軌跡偏差較小,體現(xiàn)了該方法定位控制精度較好。同時,該方法抓取定位控制耗時較短,體現(xiàn)了該方法的控制效率較高。由此可見,所提方法解決了傳統(tǒng)方法中存在的問題,具有現(xiàn)實應用意義。
參考文獻:
[1] 孟祥斌,張雅彬,田衛(wèi)華,等. 基于重力感應傳感器的六自由度車載機械手控制系統(tǒng)設計[J]. 儀表技術(shù)與傳感器,2022(8):80-84.
[2] 任工昌,王樂,桓源,等. 針對機械手抓取皮革位置的研究[J]. 中國皮革,2022,51(5):31-35.
[3] 史亞貝. 基于DSP的三自由度采摘機械手控制系統(tǒng)研究[J]. 農(nóng)機化研究,2022,44(2):34-38.
[4] 沈孝龍,王吉芳,秦宇飛,等. 基于改進差分進化算法的機械手軌跡控制[J]. 組合機床與自動化加工技術(shù),2022(5):105-108,112.
[5] 馬金茹,高文華,祁宇明. 一種自適應擾動觀測器的機械手滑模控制研究[J]. 機床與液壓,2022,50(3):54-60.
[6] 孫銳,薛勃,王鑫,等. 人造板上下料機械手的動力學分析及仿真[J]. 包裝工程,2022,43(17):130-139.
[7] 胡義華. 抓取機械手的動力學性能及結(jié)構(gòu)有限元仿真[J]. 濟南大學學報(自然科學版),2021,35(5):508-512.
[8] 楊智勇,謝迪,王君,等. 帶傳動式仿人機械手抓取規(guī)劃及穩(wěn)定性分析[J]. 組合機床與自動化加工技術(shù),2021(2):57-61.
[9] 王琦,唐術(shù)鋒,張慧杰,等. 連桿型欠驅(qū)動機械手指設計及抓取穩(wěn)定性分析[J]. 機械設計與研究,2023,39(1):59-62,70.
[10] 詹道樺,王晗,林健,等. 對機械手定位的全相位傅里葉變換相位式激光測距系統(tǒng)[J]. 激光與光電子學進展,2023,60(5):135-140.
[11] 王蘭,陳兆學,王朝暉. 基于單目視覺的中醫(yī)診療機械手三維坐標定位和變換方法[J]. 光學技術(shù),2022,48(2):229-236.
[12] 雷翔鵬,劉業(yè)峰. 欠驅(qū)動多指機械手抓取能力分析與優(yōu)化研究[J]. 控制工程,2022,29(4):730-737.
[13] 朱銀龍,趙虎,蘇海軍,等. 四指軟體機械手機械特性分析與抓取試驗[J]. 農(nóng)業(yè)機械學報,2022,53(9):434-442.
[14] 王聰,張子揚,陳言壯,等. 基于深度強化學習與多參數(shù)域隨機化的水下機械手自適應抓取研究[J]. 信息與控制,2022,51(6):651-661.
[15] 蘇建華,劉傳凱,王智偉,等. 面向3維物體的三指機械手 “包籠抓取” 方法[J]. 機器人,2021,43(2):129-139.