光學元件微缺陷偏振檢測的圖像處理方法研究
2024-10-31 00:00:00陳曉輝王鑫森段亞凡
光學儀器 2024年5期

文章編號:1005-5630(2024)05-0024-07 DOI:10.3969/j.issn.1005-5630.202305100093
摘要:光學元件表面缺陷會嚴重影響到光學系統的性能指標。現有的光學元件表面缺陷檢測技術存在檢測速度慢,精度低等問題。基于光學元件微缺陷偏振檢測技術,研究了缺陷偏振成像的數字圖像處理方法。首先利用光的偏振特性采集到缺陷對比度高的圖像,然后通過濾波去噪、閾值分割、形態學處理的方法對圖像進行預處理,再根據不同的缺陷類型選取不同的特征參數從而實現缺陷檢測及分類,此外還精確測量了缺陷的尺寸。結果表明,此方法的缺陷總檢出率為95.90%,單張圖像檢測時間少于50 ms。
關鍵詞:缺陷檢測;數字圖像;光學元件;偏振特性
中圖分類號:TN 29文獻標志碼:A
Image processing method for polarization detection of microdefects in optical components
CHEN Xiaohui1,WANG Xinsen1,DUAN Yafan1,2,3
(1.Research Center for Photonics Technology,Quanzhou Normal University,Quanzhou 362000,China;2.Fujian Key Laboratory of Advanced Micro-nano Photonics Technology and Devices,Quanzhou,362000,China;3.Fujian Collaborative Innovation Center for Ultra-precision Optical Engineering andApplication,Quanzhou 362000,China)
Abstract:Surface defects of optical components seriously affect the performance of optical systems.The existing surface defects detection technology of optical components has problems such as slow detection speed and low accuracy.This paper studies the digital image processing method of polarization imaging of defects based on the polarization detection technology of micro-defects of optical components.Firstly,we used the polarization property of light to capture the image with high contrast of defects,and then pre-processed the image by filtering and denoising,threshold segmentation,morphological processing.Next,different feature parameters are selected according to different types of defects so as to achieve defect detection and classification,meanwhile accurately measuring the size of defects.The results showed that the total defect detection rate of this method was 95.90%,and the detection time of a single image was less than 50 ms.
Keywords:defect detection;digital image;optical component;polarization characteristic
引言
光學元件表面缺陷通常包括表面疵病和表面臟污[1]。表面疵病是指光學元件表面在拋光加工的過程中由于操作不當使其仍然存在麻點、劃痕、破邊等缺陷[2-3]。人們對光學元件的質量要求越來越高,而在實際生產中又經常存在不可避免的缺陷,因此,高效地實現光學元件表面缺陷檢測成為當下光學元件制造企業的迫切需求。實現對光學元件表面缺陷的識別分類可以幫助企業針對不同類型的缺陷及時改進相應的生產工藝,提高光學元件的質量;精確測量缺陷的尺寸可以作為判斷產品優劣和劃分質量等級的依據,防止不合格品流入市場。
目前光學元件表面缺陷檢測主要采用機器視覺的方法,用攝像頭等圖像采集裝置采集作業環境的圖像信息,再用圖像處理技術提取有效信息,代替人眼做出各種檢測和判斷,從而大大提高檢測的效率和自動化水平。其中,亓寧寧等[4]研究了一種基于機器視覺的玻璃缺陷檢測系統,用BP神經網絡對玻璃表面的3種缺陷進行分類,但該方法識別的平均誤差率較高(9.84%)。朱宇棟等[5]提出一種基于計算機視覺檢測光學鏡片外觀瑕疵的方法,使用黑體作為暗背景,提高了瑕疵的對比度,但所述方法檢測速度較慢,單個元件檢測速度需耗時5 s。杜培玉等[6]針對雙凸透鏡缺陷檢測搭建了基于成像缺陷檢測方法的圖像采集系統,但采集得到的圖像存在著大量的隨機噪聲和圖像整體灰度不均勻等問題,使得后續的圖像處理變得困難。胡澤波等[7]為了解決光學元件缺陷檢測時被測面無法成像在一個像平面上的問題,提出了一種機器視覺與三維重構相結合的檢測方法,但該方法計算量大,還會引入成像點與圖像上測量點的誤差。
針對目前光學元件表面缺陷檢測中存在的難題,本文提出了一種基于光學元件微缺陷偏振檢測技術的數字圖像處理方法。結果表明,該方法的檢測準確率高,檢測速度快,能實現曲面光學元件表面各方位缺陷的一次成像和缺陷尺寸的精確測量。
1圖像采集
1.1圖像采集裝置介紹
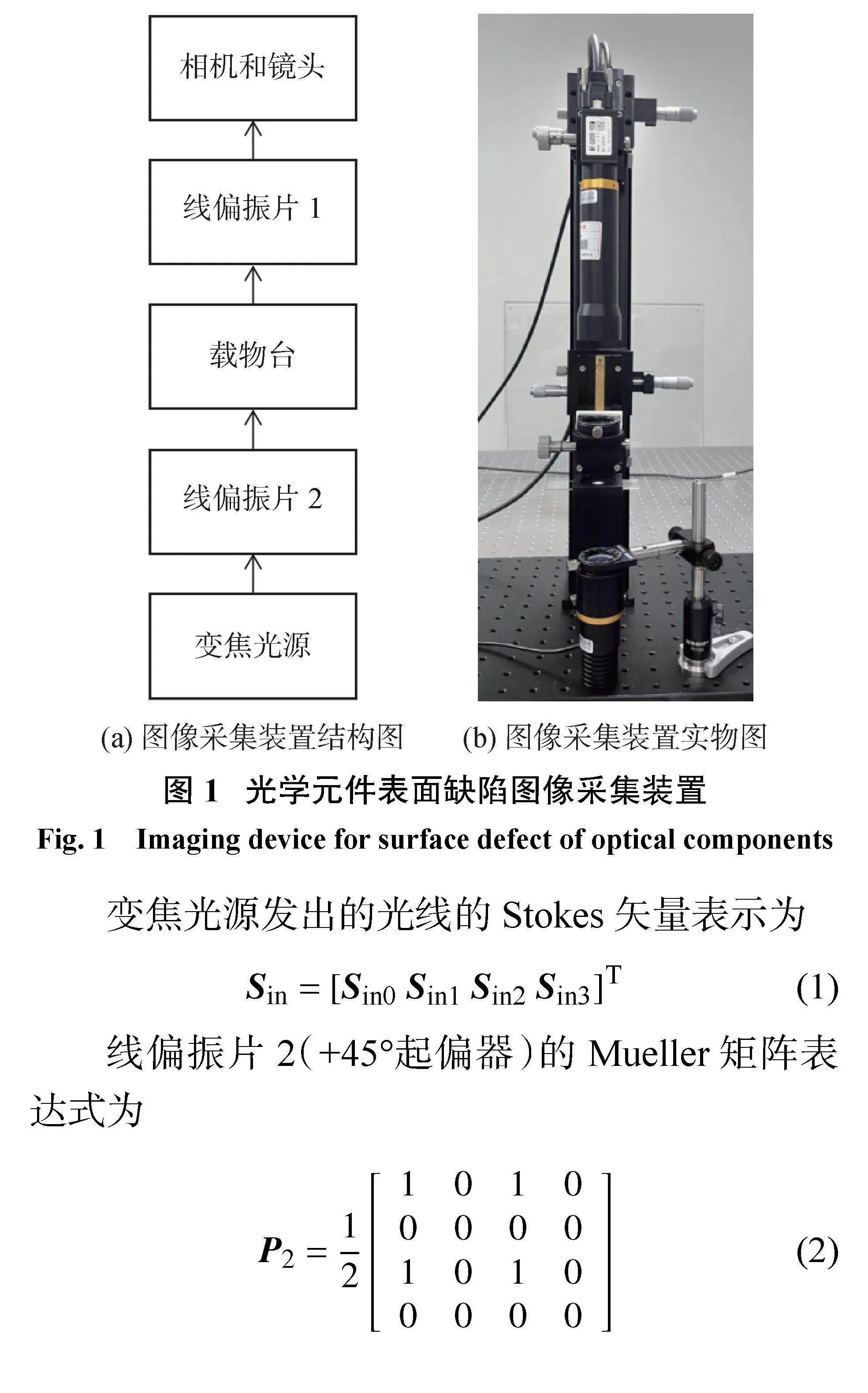
本文使用的圖像采集裝置如圖1所示。該裝置采用線偏振共焦照明方式,配合遠心鏡頭實現了曲面光學元件表面各方位缺陷的一次成像。在圖1中,以裝置底座平面相鄰兩邊所在直線為x軸、y軸,垂直于底座平面的方向為z軸。沿著z軸從下往上依次為變焦照明光源、線偏振片2、載物臺、線偏振片1、遠心鏡頭和相機。其中相機和載物臺可在x,y,z的3個軸方向(上下前后左右)單獨調節。x軸的調節范圍為?10 mm≤x≤10 mm,y軸的調節范圍為0≤y≤10 mm,z軸的調節范圍為?20 mm≤z≤20 mm。
變焦光源發出的光線的Stokes矢量表示為
Sin=[Sin0 Sin1 Sin2 Sin3]T(1)
線偏振片2(+45°起偏器)的Mueller矩陣表達式為
照射到光學元件表面時,光線會發生折射。光的折射過程對應的Mueller矩陣的表達式[8]為
式中,令a=cos2θ?+1,b=cos2θ??1,c=2cosθ?,θ±=θi±θr,θi為入射角,θr為折射角。
線偏振片1(?45°檢偏器)的Mueller矩陣表達式為
則最后的出射光線的Stokes矢量表示為
當光學元件表面無缺陷時,有U′=U+θi?θr(U′為像方孔徑角,U為物方孔徑角)。變焦光源出射光為平行光,U′=0,則有θ?=θi?θr=?U。假設光學元件的直徑為d,焦距為f,其入射光線的物方孔徑角最大為U=arctan(d/2f),此值通常不超過15°,此時cos2θ??1≈0,所以有b=0,a=2。因此,當光學元件無缺陷時對應的Mueller矩陣的表達式為
則最后的出射光線的Stokes矢量表示為
Sout=P1MP2Sin=[0 0 0 0]T(7)
因此,光學元件表面無缺陷的部位在圖像中呈現出暗背景。
當光學元件表面存在缺陷,入射光線照射缺陷部分時,入射角θi改變,折射角θr隨之改變,θ?與光學元件的物方孔徑角無關系,此時cos2θ??1,即b,不能近似為0。對應的Mueller矩陣的表達式為
則最后的出射光線的Stokes矢量表示為
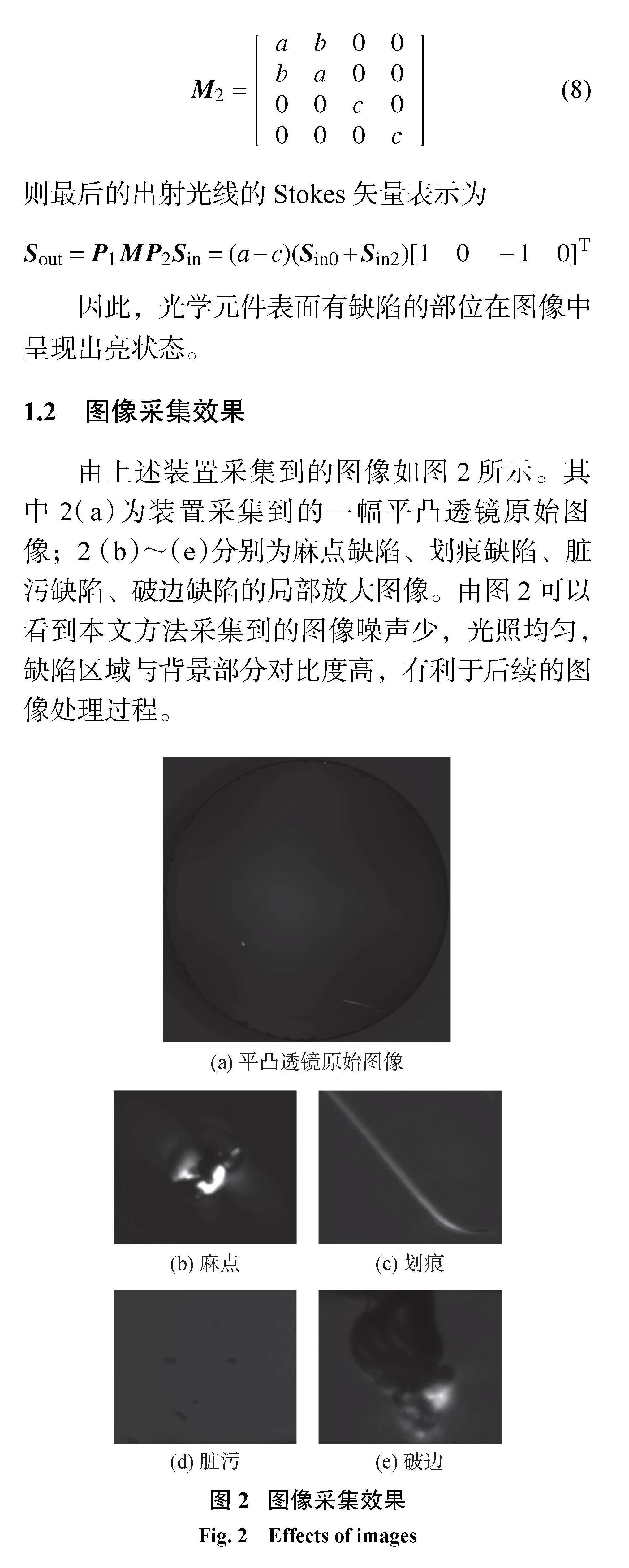
Sout=P1MP2Sin=(a?c)(Sin0+Sin2)[1 0?1 0]T
因此,光學元件表面有缺陷的部位在圖像中呈現出亮狀態。
1.2圖像采集效果
由上述裝置采集到的圖像如圖2所示。其中2(a)為裝置采集到的一幅平凸透鏡原始圖像;2(b)~(e)分別為麻點缺陷、劃痕缺陷、臟污缺陷、破邊缺陷的局部放大圖像。由圖2可以看到本文方法采集到的圖像噪聲少,光照均勻,缺陷區域與背景部分對比度高,有利于后續的圖像處理過程。
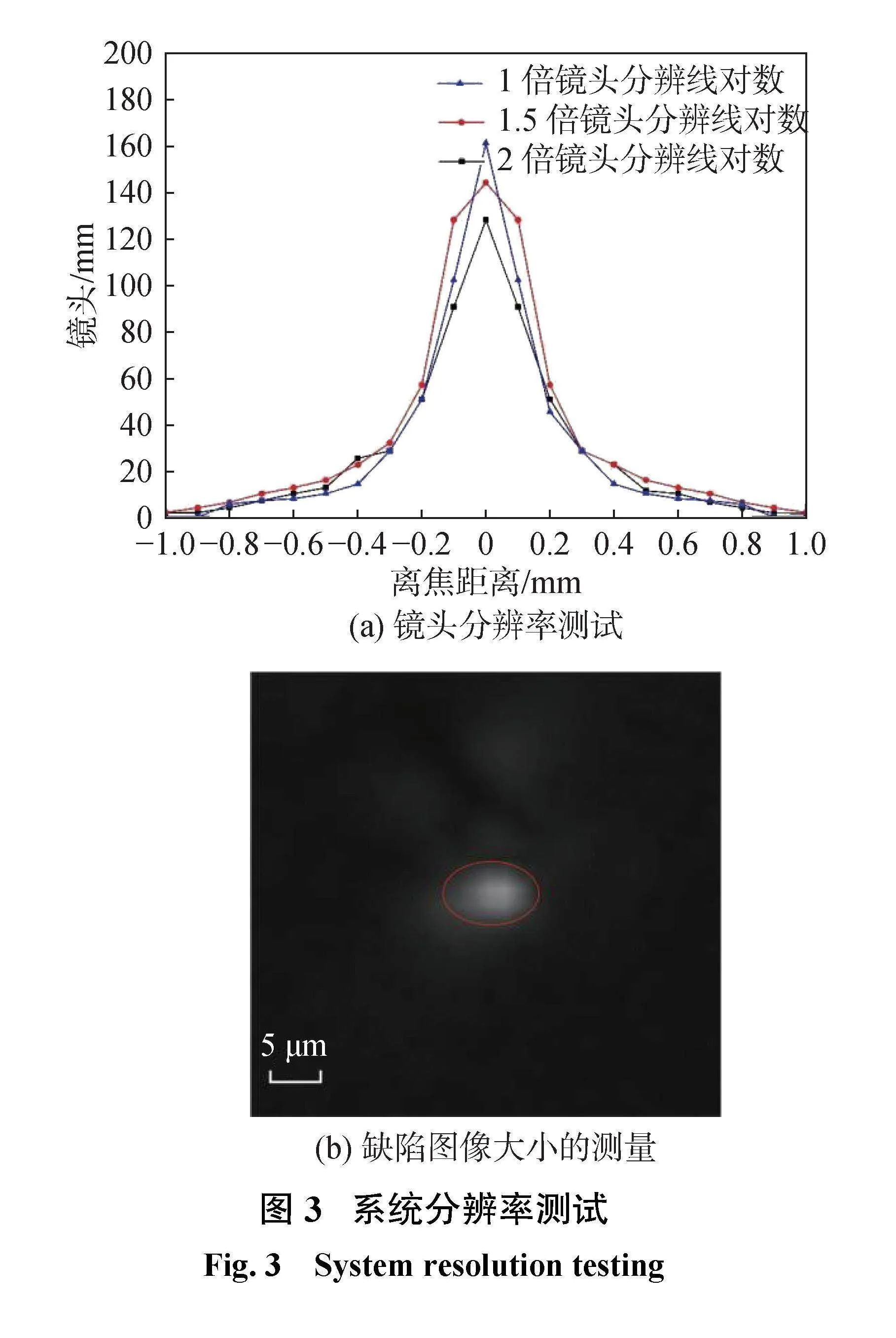
為了驗證該裝置的檢測精度,采用分辨率測試卡對該裝置進行系統分辨率測試,結果如圖3所示。使用1倍鏡頭,測試結果為128 lp/mm,可以分辨大小為3.9μm以上的缺陷。
2圖像預處理及缺陷分類識別
2.1濾波去噪
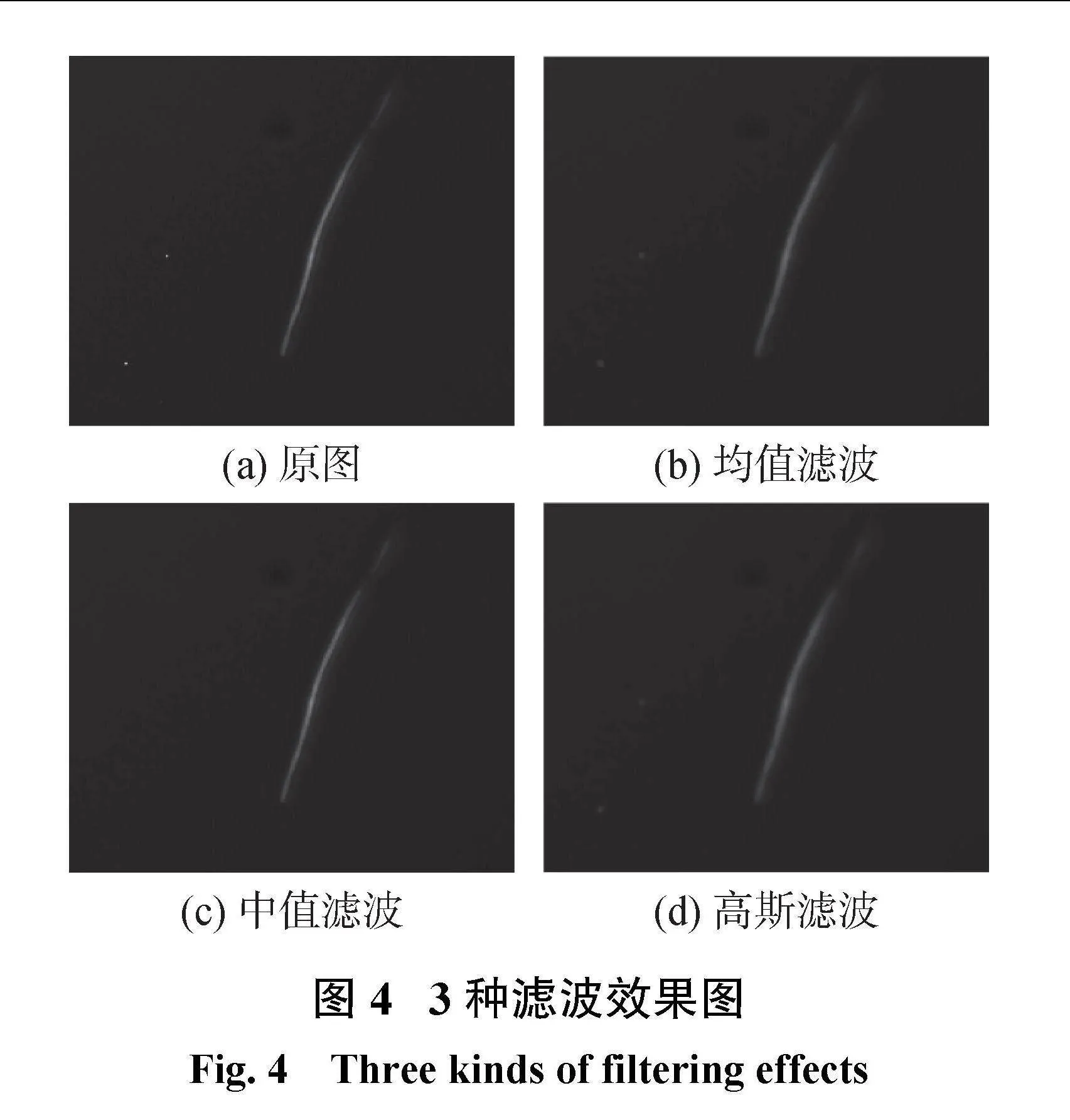
在圖像采集的過程中,噪聲無法避免,但有引入的強弱之別[9]。噪聲表現在使圖像模糊或產生隨機分布的白色像素噪點或塊,這會對目標區域特征提取形成干擾,影響其精度[10-12]。為改善圖像質量,使圖像中缺陷與背景區域有更高的辨識度從而精確提取缺陷特征,需要采用濾波對上述圖像噪聲進行濾除[13]。常見的濾波算法有均值濾波、中值濾波、高斯濾波[14]。
3種濾波方式的效果如圖4所示,通過對比,發現中值濾波可以更好地消除圖像噪聲。因此本系統采用中值濾波作為圖像的濾波去噪方式。
2.2閾值分割
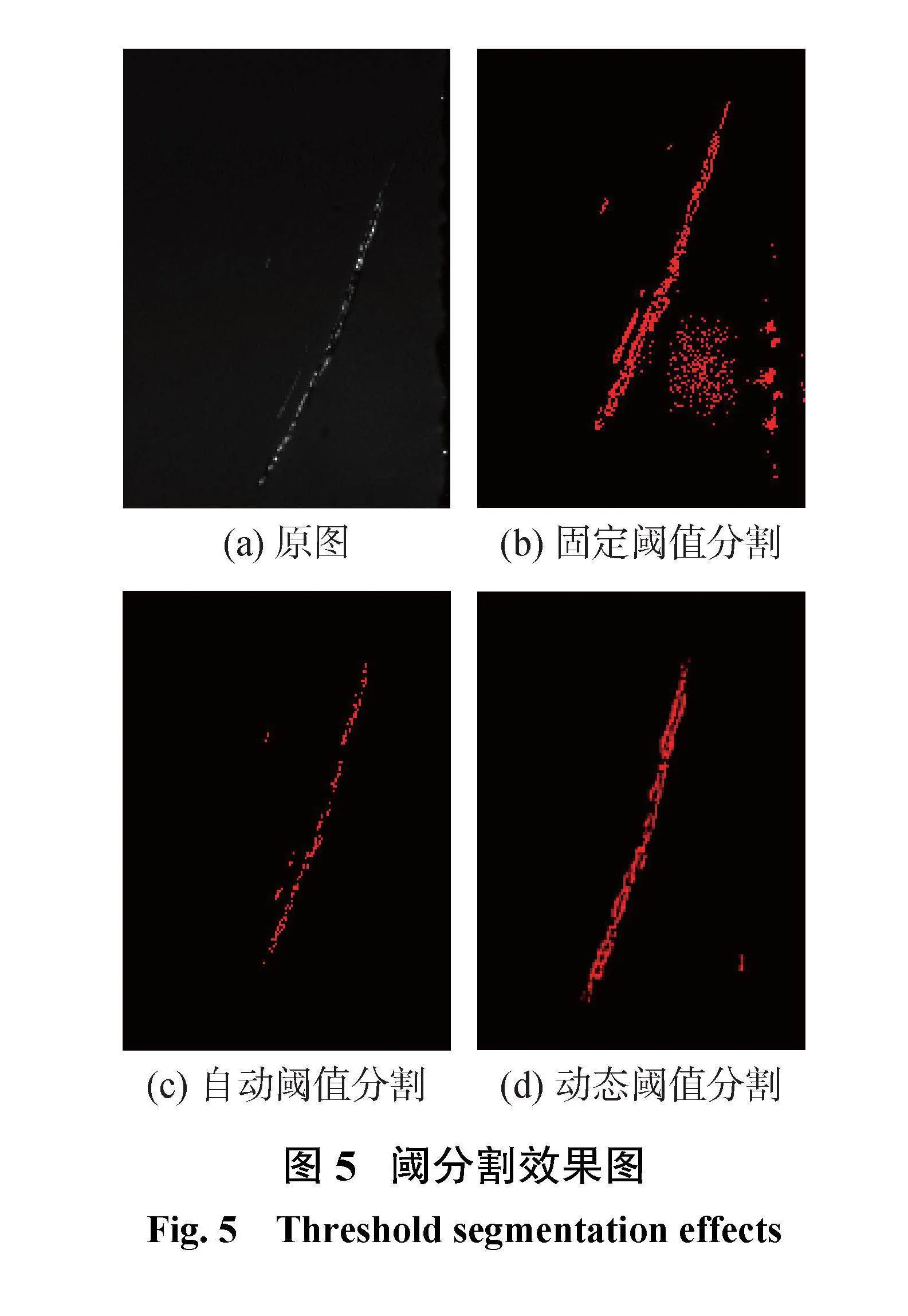
圖像的閾值分割是根據圖像的灰度值將圖像中的目標區域與背景區域進行分離,使得分割后的目標區域與背景區域互不相交,分割后對應區域內的像素點都具有相同的一致性[15]。常見的閾值分割方法有固定閾值分割、自動閾值分割、動態閾值分割。
對于圖5(a)中的劃痕,3種閾值分割的效果如圖5所示。從圖5(b)可看出,即使閾值區間設置很小,固定閾值分割仍然達不到精確分割,會有一些無關像素點被分割進來,而且其局限性很大,故舍棄此方法。由圖5(c)可知,自動閾值分割雖然也可以分割出來劃痕,但其像素點數量較少,并沒有分割出完整的劃痕,并且所分割出的像素點之間的間隙較大,不利于后續特征提取時識別出整條劃痕。而圖5(d)所示的動態閾值分割基本達到了要求,比另外兩種分割方法好,因此本系統采用動態閾值分割方法。
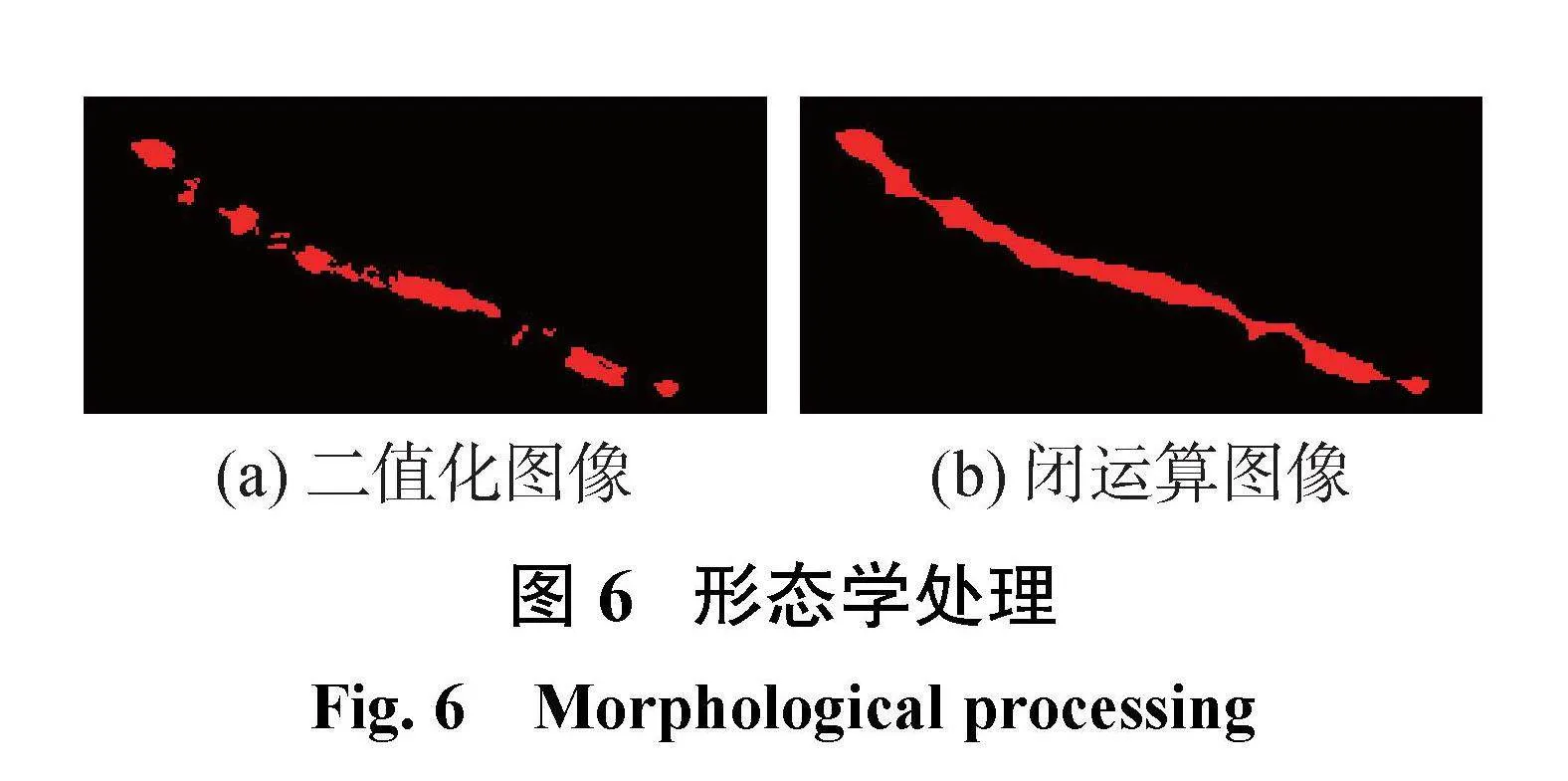
2.3形態學處理
形態學在數字圖像處理中是用來分析數學形態學的相關理論,以表示圖像中目標區域的特征信息。其原理是利用預先設計好的結構元素對圖像目標區域進行特征改進,基本運算有膨脹、腐蝕、開運算、閉運算等[13]。形態學的處理可使圖像的質量得到提升,目標區域的特征表現更明確,有利于后續分析[16]。
結果如圖6所示,采用閉運算可對二值化圖像起到連接作用。在劃痕檢測中,當劃痕由于亮暗不均勻導致閾值分割后出現斷點,難以提取完整的劃痕時,通過閉運算可以明顯改善劃痕缺陷的特征,起到斷點連接,幫助完整地檢測出劃痕的效果。
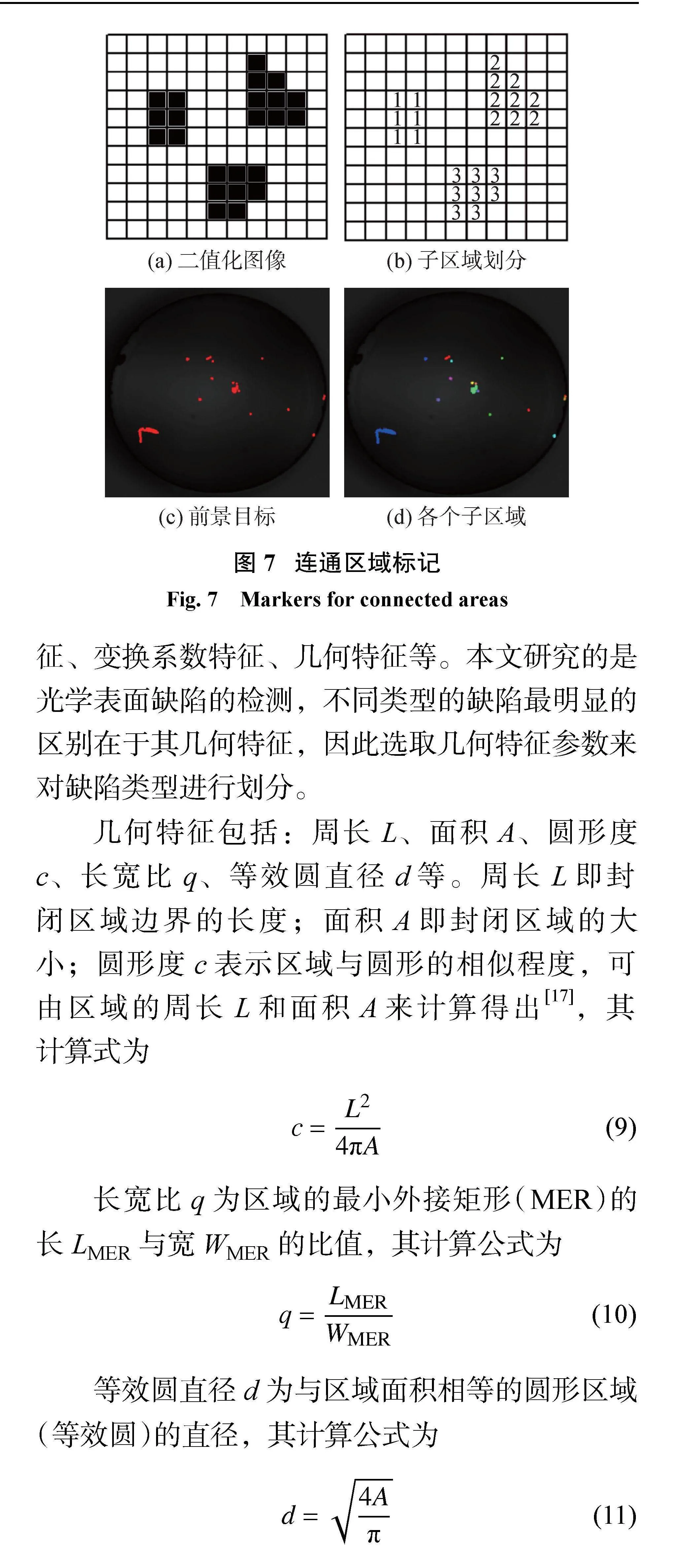
2.4連通區域標記
連通區域是指在數字圖像矩陣中,像素灰度值相同且位置緊鄰的前景像素點共同組成的區域[13]。它可以將二值化圖像的前景區域進一步劃分為一個個獨立的子區域,并進行編號。每個子區域都有各自的圖像特征。
連通區域標記效果如圖7所示。二值化圖像經過連通區域標記后,以不同的編號劃分了不同的子區域。實際的處理效果如圖7(c)和(d)所示。圖7(c)中以紅色顯示出了二值化圖像的前景目標,在圖7(d)中以不同的顏色表示前景區域被劃分的各個子區域。
2.5各類型缺陷的特征參數選取
通過連通區域標記后,二值化圖像形成了一個個獨立的子區域。接下來就需要根據缺陷的類型選取相應的特征參數,將想要的子區域提取出來。常用圖像的特征參數有統計特征、幅度特征、變換系數特征、幾何特征等。本文研究的是光學表面缺陷的檢測,不同類型的缺陷最明顯的區別在于其幾何特征,因此選取幾何特征參數來對缺陷類型進行劃分。
幾何特征包括:周長L、面積A、圓形度c、長寬比q、等效圓直徑d等。周長L即封閉區域邊界的長度;面積A即封閉區域的大小;圓形度c表示區域與圓形的相似程度,可由區域的周長L和面積A來計算得出[17],其計算式為
長寬比q為區域的最小外接矩形(MER)的長LMER與寬WMER的比值,其計算公式為
等效圓直徑d為與區域面積相等的圓形區域(等效圓)的直徑,其計算公式為
本文對于不同類型的缺陷選取的具體幾何特征如下:
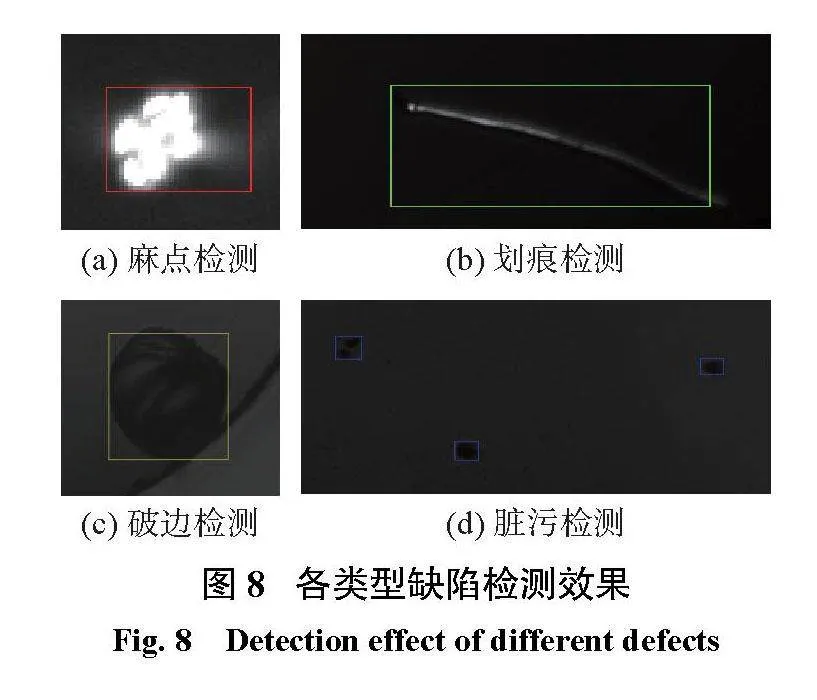
(1)麻點。麻點的形狀通常比較接近圓形,其圓形度c通常在0.6到1之間;而其長寬比q則接近于1,通常在0.6到1.4之間;面積A通常大于100,小于5 000。
(2)劃痕。劃痕通常呈細長條狀,其圓形度c通常在0到0.3之間;長寬比q則較大,通常在2以上;周長L通常大于300。
(3)破邊。不同的破邊缺陷形狀差異較大,只根據幾何特征來篩選破邊缺陷很難達到理想的效果,但破邊往往發生在光學元件表面邊緣的位置。因此本文采取的解決方案為,先將邊緣區域(區域邊界向里延伸300像素距離的環狀區域)分割出來,再針對邊緣區域進行缺陷檢測。通過大量的實驗發現,選取面積A在300到3 000,等效圓直徑d在200到2 500之間。
(4)臟污。臟污在圖像中通常表現出比背景灰度還低的暗色,因此可以通過閾值分割將其單獨分割出來,并且其面積A通常較小,圓形度c較大。本文選取面積A在30到500的范圍,圓形度c在0.7到1之間。
各類型缺陷的檢測效果如圖8所示。其中,麻點、劃痕、破邊、臟污分別使用不同顏色的方框標記其位置。
3實驗結果分析
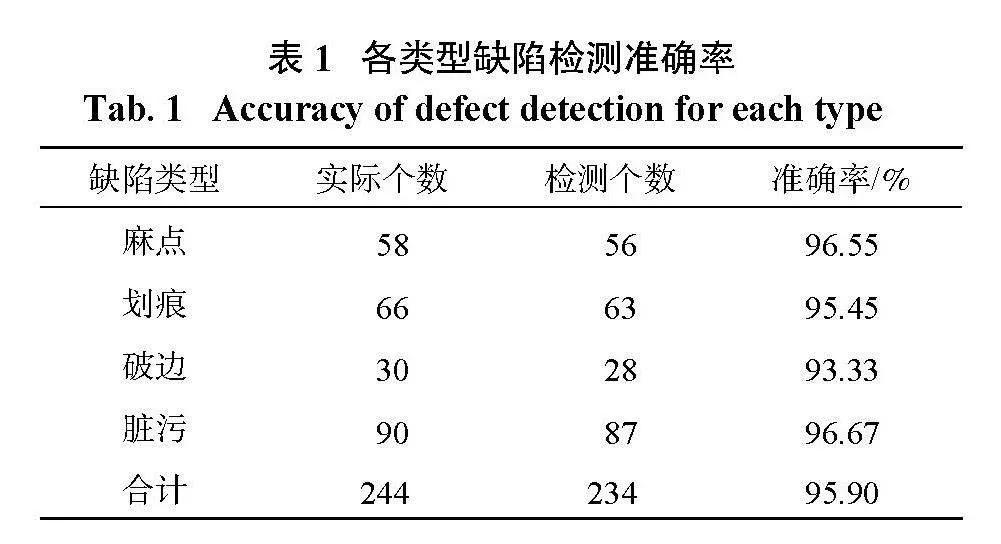
為驗證本文方法對各類型缺陷檢測的準確率,選取50個平凸柱面光學元件和50個平凸球面光學元件作為缺陷樣本。檢測后得到的各類型缺陷檢測準確率如表1所示。由表1可知,除破邊缺陷檢測準確率較低以外,其他類型的缺陷檢測準確率均高于95%,缺陷的總檢出率為95.90%。分析認為造成破邊缺陷檢測率較低的主要原因有:破邊缺陷經正交檢偏后采集到的圖像對比度沒有其他缺陷高;不同破邊缺陷形狀差異大,其幾何特征參數選取的難度更大,有個別特殊形狀的破邊缺陷會被漏檢。
為了驗證本文方法的缺陷尺寸測量精度,分別選取5個各類型的缺陷樣本進行測量(劃痕、破邊測量寬度,麻點、臟污測量直徑)。測量結果及耗時情況見表2。由表2可知,本文方法測量精度可達到微米量級,檢測耗時均低于50 ms。
4結論
基于光的偏振特性,搭建了曲面光學元件微缺陷的偏振檢測裝置。通過線偏振片對光學元件的透射光進行偏振態檢測,使得光學元件缺陷呈亮成像,無缺陷部位呈暗背景。采集到缺陷對比度高的圖像后,采用中值濾波和動態閾值分割,再結合閉運算來進行圖像預處理,而后根據缺陷的類型和特征設置不同的幾何特征參數,以達到缺陷檢測分類的效果。最后選取了100個樣本進行檢測,得出各類型缺陷的檢測準確率和缺陷總檢出率。再分別選取4種類型的缺陷樣本各5個,精確測量了其尺寸并記錄耗時,結果顯示檢測時間均低于50 ms。基于光偏振的光學元件缺陷檢測及其圖像處理技術與傳統算法相比具有檢測準確率高,檢測速度快等優點,有望大幅提高光學元件的檢測效率。
參考文獻:
[1]楚紅雨.基于機器視覺的高功率激光裝置光學鏡片表面缺陷檢測技術研究[D].重慶:重慶大學,2011.
[2]中華人民共和國國家質量監督檢驗檢疫總局,中國國家標準化管理委員會.GB/T 1185—2006光學零件表面疵病[S].北京:中國標準出版社,2007.
[3]向戈川,林有希,任志英.光學元件表面缺陷檢測方法研究現狀[J].光學儀器,2018,40(1):78–87.
[4]亓寧寧,常敏,劉雨翰.基于機器視覺的玻璃缺陷檢測[J].光學儀器,2020,42(1):25–31.
[5]朱宇棟,陳於學.光學鏡片外觀瑕疵視覺檢測方法[J].應用光學,2020,41(3):553–558.
[6]杜培玉,金永.基于機器視覺的雙凸透鏡缺陷檢測研究[J].國外電子測量技術,2022,41(8):91–96.
[7]胡澤波,郭忠達,李宏,等.球面光學元件表面疵病視覺檢測方法研究[J].光學與光電技術,2023,21(1):21–27.
[8]GOLDSTEIN D H.Polarized light[M].3rd ed.Boca Raton:CRC Press,2011:808.
[9]劉鵬.光學元件表面微缺陷可視化檢測技術研究[D].西安:西安工業大學,2012.
[10]張娜娜,張媛媛,丁維奇.經典圖像去噪方法研究綜述[J].化工自動化及儀表,2021,48(5):409–412,423.
[11]JULIET RANI V,THANAMMAL K K.STFTSM:noise reduction using soft threshold-based fuzzy trimmed switch median filter[J].Soft Computing,2022,26(3):947–960.
[12]劉宇涵,閆河,陳早早,等.強噪聲下自適應Canny算子邊緣檢測[J].光學精密工程,2022,30(3):350–362.
[13]王碩.基于圖像處理的PC構件表觀缺陷檢測研究[D].聊城:聊城大學,2022.
[14]孔樹蔭.基于機器視覺的PCBA缺陷檢測系統研究與設計[D].廣州:廣東工業大學,2022.
[15]劉鵬.基于圖像處理的混凝土預制構件裂縫檢測系統研究[D].西安:西安建筑科技大學,2017.
[16]王睿,漆泰岳,雷波,等.隧道襯砌裂縫特征提取方法研究[J].巖石力學與工程學報,2015,34(6):1211–1217.
[17]向弋川.基于機器視覺的光學鏡片表面缺陷檢測系統研究[D].福州:福州大學,2018.
(編輯:李曉莉)
