鉆頭在鉸削加工中的應(yīng)用
2009-10-12 09:51:16何立發(fā)
職業(yè)·中旬 2009年7期
何立發(fā)
在轉(zhuǎn)向架生產(chǎn)中,轉(zhuǎn)向架制動部位多為銷孔連接,為保證它的耐磨性,需要進(jìn)行表面淬火,而孔則需要鑲嵌磨套,孔套之間必須過盈配合。常見的孔尺寸Ф35、Ф42,孔表面光潔度Aa6.3μm,12(15)—Q235—A,在各車型轉(zhuǎn)向架制動部位的內(nèi)、外側(cè)杠桿組成,連桿組成, 內(nèi)、外側(cè)手制動杠桿組成上都有Ф35和一個(gè)Ф42的孔二個(gè),孔的尺寸公差都一致,生產(chǎn)批量大且為流水式生產(chǎn)方式。利用標(biāo)準(zhǔn)鉸刀加工,由于鉸刀是耐用度較低的刀具,磨損后便報(bào)廢,無形中增加制造成本,且鉸孔的生產(chǎn)效率較低,為此我們開發(fā)了鉆頭應(yīng)用于鉸孔中的新工藝。
一、刀具的磨削
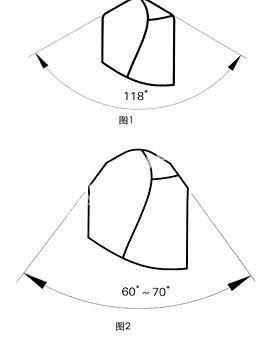
正常鉆頭的頂角118゜(見圖1),鉆孔時(shí)橫刃起擠壓和刮削的作用,主切削刃起主要切削作用,如果鉆頭用作鉸刀,首先從刀具上要克服鉆頭由于橫刃長、定心差,主切削刃長、易塞屑, 棱邊無后角度使之磨損的缺點(diǎn),同時(shí)還要使磨削后的鉆頭能達(dá)到產(chǎn)品要求的尺寸公差和光潔度要求。為此,我們從以下方面對鉆頭進(jìn)行磨削:
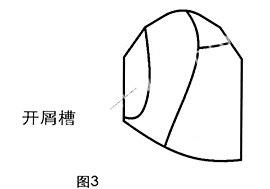
1.修磨頂角
將鉆頭磨成雙頂角,頂角角度在60?~70?之間(見圖2)。由于鉆頭做鉸刀使用時(shí),靠近鉆心的橫刃和主切削刃是不起切削作用的,利用刃磨的雙頂角形成鉸孔的主切削刃,這樣一方面減小鉆頭的軸向力,另一方面使鉆頭在鉸孔時(shí)增大定心,提高加工精度。
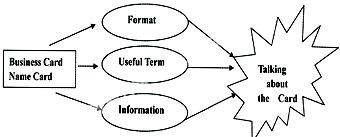
2.開分屑槽
在鉆頭的前方面開分屑槽(見圖3),這時(shí)在磨分屑槽時(shí)會磨掉鉆頭一部分后刃,這不要緊,而且,分屑槽與雙頂角形成鉸孔時(shí)的主切削刃,分屑槽與棱刃形成副切削刃。同時(shí)分屑槽可使鉸孔的鐵屑易于排出,又可使切削液較容易地注入切削部位,提高加工表面的光潔度。
在刀具刃磨前,需將砂輪修整好,砂輪轉(zhuǎn)動要平穩(wěn),不跳動。在磨雙頂角時(shí),必須保持兩頂角面對抵,使鉆頭中心線和頂角平分線重合;在磨分屑槽時(shí),要保持兩面主切削刃對稱,由于兩主切削刃一前一后,觀察中由于視察關(guān)系往往會覺得左刃低,要把鉆頭轉(zhuǎn)180?,使兩主切削刃交換位置,對比觀察,如發(fā)現(xiàn)誤差必須修磨對稱。如目測沒有把握,可用萬能角度尺核對。
二、切削參數(shù)的選擇
選擇高速鋼的鉆頭加工。這種鉸刀的加工方式,在鉸孔前的底孔留余量直徑2mm~3mm。以Ф35的孔加工為例,在鉸孔前對工件鉆的Ф32底孔,主軸轉(zhuǎn)速200r/min,進(jìn)給量取0.4mm~0.5mm/r;換鉆頭磨削的鉸刀后,根據(jù)鉆頭鉸刀其刀具的加工潛力,同時(shí)我們也參考了Ф35鉆頭和鉸刀的切削參數(shù),主軸轉(zhuǎn)速取80r/min,進(jìn)給量取1.5mm/r;經(jīng)過切削驗(yàn)證,孔加工尺寸滿足設(shè)計(jì)要求,表面光潔度也達(dá)到了Aa6.3μm。由于在切削三要素中,切削速度v對刀具的耐用影響最大,其次是進(jìn)給量f,影響最小的是切削深度Ap,在鉆加工中切削深度即是鉆頭的半徑,那就只能是在刀具強(qiáng)度允許條件下再盡量選取大的進(jìn)給量,最后考慮調(diào)整切削速度,原則是設(shè)備和刀具允許情況下,選擇快的切削速度,以提高生產(chǎn)率。
三、與標(biāo)準(zhǔn)鉸刀鉸削加工切削時(shí)間的比較
1.標(biāo)準(zhǔn)鉸刀鉸削加工工藝
鉆底孔—擴(kuò)孔—鉸孔。以Ф35的孔加工為例,先鉆孔Ф25,擴(kuò)孔到Ф34.6(直徑留余量0.4),再鉸孔到尺寸公差要求。根據(jù)《機(jī)械加工工藝人員手冊》,鉆孔時(shí)轉(zhuǎn)速取200r/min,進(jìn)給量取0.4mm/r,鉆頭需切削深度25mm(15板厚+刀具切入、切出長度),切削機(jī)動時(shí)間是:25/(200×0.4)=0.32min,200r/min;擴(kuò)孔時(shí)轉(zhuǎn)速仍取200r/min,切削機(jī)動時(shí)間是25/(200×0.5)=0.25min;鉸孔時(shí)轉(zhuǎn)速取30mm/r,切削時(shí)間是:25/(30×2)=0.42min;這樣孔加工的機(jī)動時(shí)間共為:0.32+0.25+0.42=0.99min。
2.鉆頭式鉸刀加工工藝
鉆底孔—鉸孔,以Ф35孔加工為例,先鉆底孔,再鉸孔到尺寸公差要求。根據(jù)《機(jī)械加工工藝人員手冊》鉆孔時(shí)轉(zhuǎn)速200r/min,進(jìn)給量取0.4mm/r,鉆頭需切削深度取25mm(15板厚+刀具切入、切出長度),切削機(jī)動時(shí)間是25/(200×0.4)=0.32min;鉸孔時(shí)轉(zhuǎn)速取80r/min,進(jìn)給量取20mm/r,切削機(jī)動時(shí)間是25/(80×2)=0.16min;這樣孔加工的機(jī)動時(shí)間共為:0.32+0.16=0.48min。
從嚴(yán)格意義說,由于用標(biāo)準(zhǔn)鉸刀加工增加了一步擴(kuò)孔工藝,其輔助換刀時(shí)間也增加了一次。通過以上的計(jì)算可以看出,用鉆頭式鉸刀的加工效率提高了一倍多。
將鉆頭經(jīng)特殊磨削后應(yīng)用于鉸削加工,適用薄板件的加工(工件厚度以不超過25mm為宜)。它可成倍提高效率,同時(shí)鉆頭在磨損后可再刃磨,耐用度也大大提高,而且鉸刀的刃磨需要專業(yè)刃磨人員(鉸刀切削刃的刃磨需要磨床),而鉆頭式鉸頭只需要操作工人在普通磨刀砂輪上磨削即可,另一方面鉸刀的制造費(fèi)用也高于鉆刀。因此,只要有適合的加工條件,這種用外鉆頭進(jìn)行鉸削加工方式是值得推廣的。
(作者單位:廣東省工商技工學(xué)校)