基于放電沉積的金剛石磨粒層制備實驗研究*
2010-03-19 01:08:18余劍武廖玉山尚振濤盛曉敏劉小磐
湖南大學學報(自然科學版) 2010年11期
關鍵詞:實驗
余劍武,廖玉山,尚振濤,盛曉敏,萬 隆,劉小磐
(湖南大學國家高效磨削工程技術研究中心,湖南長沙 410082)
電火花沉積是通過電火花放電作用,把電極中的導電材料熔滲進金屬基體的表層,與母材形成冶金結合,使基體表面的物理化學和力學性能得到改善的一種技術[1-3].電火花沉積技術不但能改善材料表面的力學、冶金、物理等性能,提高材料的耐磨、耐蝕、耐疲勞等性能,而且滿足了生產領域中對材料工作表面的要求,降低了材料整體均勻性設計中的成本.電火花沉積技術具有獨特的工藝特點,如強化過程中熱輸入量低,強化層與基體間冶金結合,容易實現異種材料間的沉積,電極材料容易選擇等,因而近年來在精密機械零部件制造、修復等領域得到了推廣應用,是先進的節能、節材、環保的綠色制造和再制造技術之一.
電火花沉積技術在眾多領域的應用,可歸類為兩個方面:1)金屬材料的表面改性和表面強化[4-8],指對基體材料表面的耐磨、耐熱、耐腐蝕、抗疲勞等特性的改變或提高,國內有許多學者做過這方面的研究工作;2)工件表面缺陷的修復[9],主要指在精密機械零部件表面的劃痕、超差等方面的尺寸恢復,還有價值較高的舊零件的尺寸恢復,用于機械零部件的再制造.
通常電火花沉積只能實現金屬材料/金屬材料之間的沉積,日本學者土古克司曾實現了普通磨料的電火花沉積[10-11].本文提出將電火花沉積技術用于金屬材料/非金屬材料之間的沉積,首先制備一種含有超硬磨粒金剛石的壓縮粉體電極,然后通過工藝實驗來制備超硬磨粒層,實現金屬材料/非金屬材料之間的沉積.
1 電火花放電沉積原理
電極的導電材料在電火花放電作用下,可以沉積到母材表面,與母材形成冶金結合,使基體表面的物理化學和力學性能得到改善.圖1是電火花放電沉積的原理示意圖.
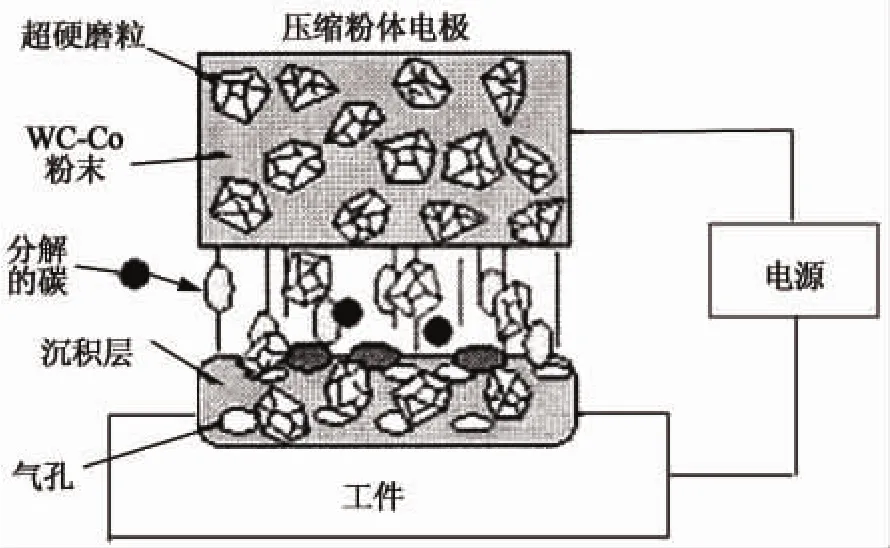
圖1 電火花放電沉積原理示意圖Fig.1 Schematic diagram of EDM deposition
采用電火花沉積技術制備超硬磨粒層,關鍵要解決以下兩個問題:一是電極中的材料要能以較快的速度沉積到基體母材表面,能沉積比較厚的涂層;二是要防止金剛石磨粒在沉積過程中碳化,沉積層與砂輪基體之間得到較高強度的結合力.要想解決上述難點,必須從電極制備和電火花沉積工藝參數入手,因此,壓縮粉體電極的配方與制備工藝和放電參數的選用都非常重要.
2 磨粒層制備的電火花沉積工藝實驗
2.1 壓縮粉體電極的結構設計
壓縮粉體電極在電火花沉積工藝中起著非常重要的作用,因為電火花沉積是常規電火花加工的逆向加工過程,對電極的要求較高,既要求有一定的導電性能,又要求有一定的沉積速度.在采用電火花沉積技術來制備磨粒層時,要在電極中添加一定比例的金剛石磨粒,而金剛石磨粒是非導電材料,對電極的整體導電性有一定的影響.經過實驗研究發現,如果壓縮粉體電極的電阻大于10Ω,放電沉積效果較差.另外由于電極是由多種粉末壓縮燒結而成的,在壓縮過程中,粉末之間不可避免地存在間隙,有一定的氣孔率,這樣就會降低電極的導電性能,大多數情況下,導致壓縮粉體電極的電阻很大.
為了減小電極的電阻,經過摸索和大量的工藝試驗,設計了如圖2所示的電極結構.利用紫銅層的壓縮性能較好的特點,獲得導電率和強度較好的基體層以便裝夾;同時根據電火花沉積的需要,沉積層電極材料的電阻率要小;在基體層與沉積層之間設計了過渡層,減少燒結過程中沉積層與基體層的應力,以免燒結后的電極變形.

圖2 電極結構Fig.2 Structure of compact electrode
2.2 壓縮粉體電極的配方與制備
本實驗研究中,電極中沉積層由Co粉、金剛石粉和Cu粉按一定的質量比例配方經充分攪拌混合后,倒入石墨模具,在壓力機上施加壓力,最終成型壓力為150MPa.電極中的Co粉在沉積層起骨架作用,Cu粉可以提高電極的導電性能.本實驗中電極所用的Co粉粒徑大小為3~5μm,金剛石磨粒為80~150μm.
壓制好的電極要進行燒結,同時通入氬氣進行保護.在實驗中發現,燒結溫度較低時,壓縮粉體電極的電阻率較高,電極強度較低;燒結溫度較高時,壓縮粉體電極的收縮率大,變形量大.大量實驗表明,燒接溫度為700~800℃時,燒結好的電極變形量小于5%,電極強度和電阻率均滿足要求.
2.3 電火花沉積工藝實驗
把燒結好的壓縮粉體電極裝到電火花機床SUTE40上進行放電沉積實驗,基體材料為45#鋼,工作液為電火花專用煤油,圖3所示是電火花放電沉積實驗的照片.放電參數對沉積效果起著重要的作用,在大量的實驗數據基礎上,得出優化后的放電沉積工藝參數(見表1).

圖3 電火花放電沉積實驗Fig.3 Experimental picture of EDM deposition

表1 電火花放電沉積工藝參數Tab.1 Experimental condition for EDM deposition
3 實驗結果分析
本研究的目的是采用電火花沉積技術來制備超硬磨粒層,磨粒層的基本要素是含有一定比例的超硬磨粒,骨架材料在磨粒層中支撐超硬磨粒,另外與基體母材之間產生一定的結合強度.此外,沉積的超硬磨粒層要具有一定的厚度和氣孔率.對電火花放電沉積工藝實驗制備的超硬磨粒層樣件進行截面剖切、拋光和清洗后,采用掃描電鏡(SEM)JSM5610對樣件的截面進行觀察.
圖4是超硬磨粒沉積層的截面SEM圖,可以觀察到沉積層中黑色部分具有金剛石形狀,沉積層厚度為0.3~0.5mm,沉積層與基體母材結合緊密.圖5所示是放大110倍的金剛石磨粒形狀,對比圖4和圖5,可以初步確定圖4中的黑色部分就是金剛石,形狀保持較好,說明在壓縮粉體電極發熱燒結和電火花沉積過程中沒有發生金剛石的碳化現象,在壓縮粉體電極的燒結過程中,必須采用氬氣保護.
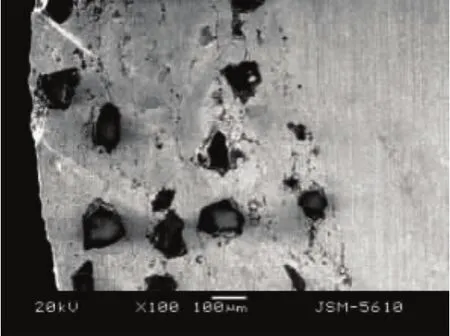
圖4 沉積層截面SEM圖Fig.4 SEM for sectional deposited layer
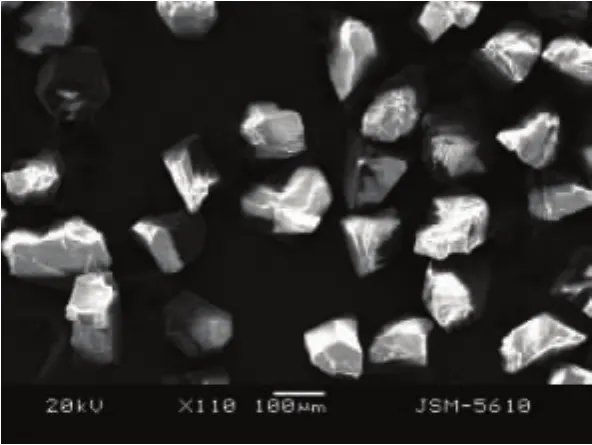
圖5 金剛石磨粒形狀(110倍)Fig.5 Original shape of diamond grains(110×)
采用掃描電鏡對沉積層中的元素成分進行了定性分析,圖6所示是分析采樣的金剛石磨粒區域,圖7至圖9所示是元素分析采樣區域的元素分布情況.圖7顯示了C元素分布在中央,與圖6中的黑色部分相對應.金剛石的成分就是碳,可以證明沉積層中的黑色部分就是金剛石磨粒.圖8和圖9分別顯示了Co和Cu沉積在金剛石磨粒的周圍,可以得出沉積層中的元素成分與壓縮粉體電極的元素相同.通過對沉積層的元素成分進行定性分析,可以說明壓縮粉體電極中的材料通過電火花放電沉積是可以制備超硬磨粒層的.
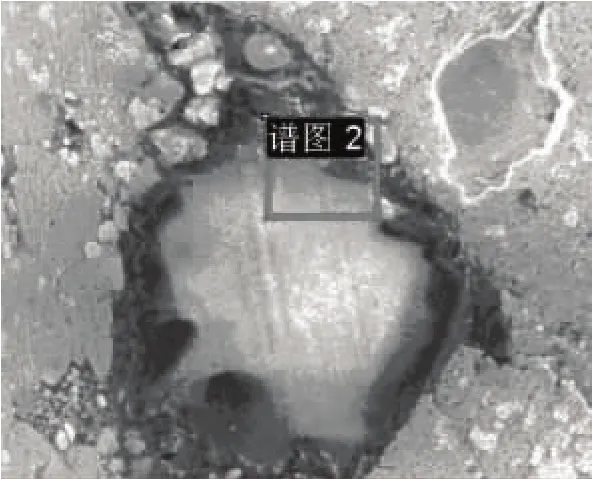
圖6 沉積層采樣區域Fig.6 Analysis area in the sample

圖7 沉積層中的C元素Fig.7 Element carbon in the deposited layer

圖8 沉積層中的Co元素Fig.8 Element Co in the deposited layer

圖9 沉積層中的Cu元素Fig.9 Element Cu in the deposited layer
4 結論
1)壓縮粉體電極的配方與結構設計是實現電火花沉積制備磨粒層的關鍵因素,本研究對電極的配方、結構和燒結工藝參數進行了實驗研究,制備出滿足電火花沉積的含有金剛石磨粒的壓縮粉體電極.
2)在電火花機床上,將超硬磨粒金剛石與電極中的其他金屬材料一起沉積到基體母材表面上,沉積層厚度達0.3~0.5mm,沉積層中的金剛石磨粒形狀較好,分布較均勻,沉積層中的元素成分與壓縮粉體電極的元素相同,具有磨粒層的基本要素.實驗結果表明,采用電火花放電沉積技術能實現金屬材料/非金屬材料之間的沉積,能夠用于制備金剛石磨粒層.
[1] LESNJAK A,TUSEK J.Processes and properties of deposits in electrospark deposition[J].Science and Technology of Welding and Joining,2002,7(6):391-396.
[2] SINTI J,LEE H G,ASPINWALL D K,et al.Workpiece surface modification using electrical discharge machining[J].Int Journal of Machine Tool &Manufacture,2003,43:121-128.
[3] TSUKAHARA H,MINAMI H,MASUI K,et al.Surface modification of titanium using EDM process[C]//Proceedings of the 12th International Symposium on Electromachining.WZL-RWTH Aachen,Germany,1998:493-501.
[4] 方宇,趙萬生,王振龍,等.基于電火花加工方法的表面改性技術研究[J].中國機械工程,2004,12:1095-1098.FANG Yu,ZHAO Wan-sheng,WANG Zhen-long,et al.Research on surface modification technology using electrical discharge machining[J].China Mechanical Engineering,2004,12:1095-1098.(In Chinese)
[5] 朱健,張全忠.鈦合金表面電火花沉積WC涂層的研究[J].金屬熱處理,2005,30(2):11-14.ZHU Jian,ZHANG Quan-zhong.WC coating deposited on the surface of titanium alloy by electrospark process[J].Heat Treatment of Metals,2005,30(2):11-14.(In Chinese)
[6] 劉丹,王德新,陳文華.鈦合金材料表面電火花沉積鎳層工藝的研究[J].電加工與模具,2004(6):7-9.LIU Dan,WANG De-xin,CHEN Wen-hua.Study on electrospark deposition process technology on titanium alloy surface[J].Electromachining &Mould,2004(6):7-9.(In Chinese)
[7] 陳文華,王德新.鈦合金電火花沉積硬質合金的強化工藝研究[J].機械工人,2004(1):32-34.CHEN Wen-hua,WANG De-xin.Study on alloyed layer by electro-spark deposition[J].Machinist Metal Cutting,2004(1):32-34.(In Chinese)
[8] 揭曉華,靖愛.液相脈沖放電制備TiC金屬陶瓷涂層[J].金屬熱處理,2006,31(5):33-36.JIE Xiao-hua,JING Ai.Preparation of TiC coating by pulse discharge in liquid[J].Heat Treatment of Metals,2006,31(5):33-36.(In Chinese)
[9] 黃小鷗,汪瑞軍.大型發電機轉子軸徑磨損的電火花堆焊修復[J].焊接技術,2000,29(6):23-25.HUANG Xiao-ou,WANG Rui-jun.The electro-spark deposition on damaged bearing section of high-power generator rotator[J].Welding Technology,2000,29(6):23-25.(In Chinese)
[10]FURUTANI K,SUNADA H.Fabrication of abrasive layer using dispersion of harder powder by electrical discharge machining(1st Report)[J].Int Journal of Electrical Machining,2004,9:15-20.
[11]FURUTANI K,SUNADA H.Fabrication of abrasive layer using dispersion of harder powder by electrical discharge machining(2nd Report)[J].Int Journal of Electrical Machining,2004,9:21-26.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55