拉斷工藝纖維長度控制的研究
2010-04-03 00:59:20王學成唐振波
中國新技術新產品 2010年14期
王學成 唐振波
(大慶石化公司腈綸廠,黑龍江 大慶163714)
1 前言
采用拉斷法工藝生產腈綸毛條,腈綸纖維長度分布和平均長度控制的好壞直接影響到制條、紡紗工序的生產和織物外觀質量。為改善腈綸毛條纖維長度分布,通過研究,采用調整再割區牽伸倍數和隔距的方法來達到目的。
2 拉斷法制條工藝
2.1 拉斷法制條原理
腈綸具有熱彈性,利用這一特性可以生產膨體毛條。將腈綸絲束在其玻璃化溫度以上進行熱拉伸并在張力狀態下迅速冷卻,使纖維具有了較大內應力并固定下來,這種纖維稱為收縮纖維,收縮纖維經過梳理后制成收縮毛條。收縮纖維經過蒸汽處理后成為不具有收縮能力的正規纖維,正規纖維經過梳理后制成正規毛條。此外,如把收縮纖維與正規纖維按一定比例混合梳理而生產的毛條,稱為腈綸膨體毛條。膨體毛條加工成紗,在100℃左右進行熱松馳處理后,手感膨松而柔軟。
2.2 工藝流程
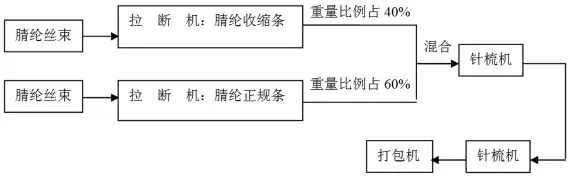
圖1 拉斷法制條工藝流程
腈綸絲束進入Seydel679型多區拉斷機,經過幾個區的綜合作用,最后將纖維拉斷為規定的長度范圍,并控制纖維的卷曲度,從而制成了具有一定縮率和粗細均勻的腈綸毛條。腈綸收縮條和腈綸正規條在HG-6高速針梳機上合并梳理,使之伸直、平行,再進入HL-6高速針梳機進一步梳理,經過自調勻整機構的控制而制成具有一定收縮率的膨體毛條。毛球經打包機包裝后交付。
3 影響纖維長度分布的因素研究
3.1 腈綸絲束本身品質的影響
腈綸絲束本身質量直接影響到制條后纖維的平均長度,最關鍵的就是保持絲束質量的穩定,絲束的質量越穩定,制條纖維的平均長度就越容易控制,波動幅度也小。在腈綸絲束的品質指標中,單纖強度、纖維延伸度、纖度偏差是影響毛條纖維長度分布的關鍵指標;而卷曲度、含油率和回潮率對毛條纖維長度也有一定的影響,但是次要影響因素。
3.1.1 單纖強度
絲束單纖強度越高,拉斷纖維就越困難,毛條的長毛率高;絲束單纖強度越低,拉斷纖維就越容易,但毛條的短毛率高。因此,單纖的強度不勻增大,將導致纖維斷裂不勻率上升,加劇毛條纖維長度的波動。
另外,勾強高的纖維比較堅韌耐磨;相反,勾強低的纖維較脆,拉斷過程中短毛率高。織成織物時,易出現領口、袖口、袋口破裂的現象。
3.1.2 纖維延伸度
纖維延伸度波動越大,毛條纖維的平均長度就越難于控制。纖維延伸度越小,纖維越脆,受外力愈易斷裂,毛條的纖維平均長度趨小、短毛率趨高;纖維延伸度越大,纖維受外力作用愈不易斷裂,纖維平均長度趨大、長毛率趨高。
3.1.3 纖度偏差
如果絲束纖度偏差大或超出允許范圍,那么單絲或絲束的粗細變化加劇,導致纖維斷裂不勻,腈綸毛條的長毛率和短毛率波動有上升的趨勢。
3.1.4 卷曲度、含油率和回潮率
若卷曲度大,纖維之間的抱合力好,有利于提高纖維的可紡性。但纖維彎曲點也是纖維最可能的斷裂點,卷曲度過大,會使纖維斷裂的不隨機性提高。
腈綸在后加工過程中,需加上油劑,以降低纖維的摩擦系數和電阻,使纖維柔軟平滑,減少靜電現象,含油率不勻也會影響到纖維斷裂的隨機性。
腈綸纖維回潮率直接影響可紡性能及長絲拉伸性能,回潮率不均,將使纖維的斷裂點發生變化。如回潮率過大,可紡性下降,拉斷機及針梳機易繞輥,纖維的斷裂點也將發生變化;如回潮率過小,易產生靜電、飛花、粉塵等。
3.2 生產工藝的影響
拉斷工序是控制腈綸纖維長度分布的關鍵工序,也是唯一控制纖維長度的工序。其中再割區的牽伸倍數和隔距是控制纖維長度的最有效手段,而液壓系統的壓力大小、羅拉皮輥質量等則是影響纖維長度的設備因素。
3.2.1 絲束厚薄的影響
由于進入拉斷區的絲束之間不斷地產生相互干擾,形成了整個區域內張力不一,特別是在靠近后羅拉握持點一端,纖維層厚、最緊密,纖維之間相互干擾也最大,因此張力就最小,結果愈靠近后羅拉斷裂的機會就愈少,而在前羅拉附近則較大,所以產生短纖維概率大。
實際操作中,拉斷機絲束喂入幅寬一般控制在20cm。過寬則絲束邊緣易繞輥;過窄則絲束厚度增加,纖維斷裂難度上升,長度分布不易控制。
3.2.2 牽伸倍數的影響
拉斷纖維的長度分布主要由再割區的牽伸倍數來決定。牽伸倍數大,斷裂點前移,拉斷纖維的平均長度就短;反之,牽伸倍數小,斷裂點后移,拉斷纖維的平均長度就長。
可見,當纖維性能基本一致、前再割區隔距相同時,拉斷纖維數長度變化隨拉伸倍數增加而有變短的趨向。

圖2 牽伸倍數與纖維長度的關系

圖3 纖維長度與隔距、拉伸比、單絲斷裂伸長的關系其中:E-拉伸比εp-單絲斷裂伸長率L-羅拉隔距 l-纖維長度
3.2.3 再割區隔距的影響
再割區隔距的選擇包括后再割隔距和前再割隔距兩方面,主要從下列因素考慮。(1)控制拉斷條中的最長纖維長度。隔距大,拉斷條中的最長纖維就長,標準要求不超過200mm;隔距小,拉斷條中最長纖維就短。(2)控制纖維的長度分布。如纖維受羅拉握持正常,對于超長纖維的控制,一般只須掌握好前再割區有效隔距和拉伸比,即可達到要求。而對短纖維指標,則在前再割區工藝確定的條件下,相應選擇后再割隔距和拉伸比,使進入前再割區后只發生一次再被拉斷的可能,多一次拉斷,將使產生短纖維的機會增加。增加前、后再割區隔距可降低短毛率,但前再割區的隔距必須服從工藝要求的纖維長度來加以選擇。(3)在正常工藝條件下,絲束中各根單絲幾乎全部在主拉斷區開始發生斷裂,為降低設備工作負荷、保持皮輥羅拉的握持力,再割區宜選擇較大隔距。
3.2.4 拉斷纖維的長度與羅拉隔距、拉伸比和單絲斷裂伸長的關系研究
1圖表示隔距與纖維長度的關系。單絲斷裂伸長率為常數時,二者的關系接近成正比,最長纖維LB隨隔距L的變化而變化,較最短纖維LF的變化顯著。
2圖表示拉伸比與纖維長度的關系。單絲斷裂伸長率為常數時,拉斷纖維長度隨拉伸比E的增加而縮短,最長纖維長度逐漸趨近于隔距L,最短纖維長度逐漸趨近于達到一定拉伸范圍后,纖維長度隨拉伸比增加而縮短的趨勢愈不明顯。
3圖表示單絲斷裂伸長率與纖維長度的關系。隔距L為常數時,二者的關系接近正比,最長纖維與最短纖維的長度差異隨斷裂伸長率增大而縮短。因此,對于性能一定的腈綸絲束可通過適當調節羅拉隔距和拉伸比來控制拉斷纖維的長度。
3.2.5 汽蒸的影響
通常情況下,生產收縮條和正規條時,選擇再割區的隔距不同。因為經汽蒸處理后纖維收縮,導致正規纖維平均長度下降,故再割區隔距在生產正規條時要比生產收縮條時大。
3.2.6 設備狀態的影響
(1)羅拉壓力。加大羅拉壓力,纖維的握持力增大,纖維容易斷裂,但壓力太大,易使羅拉變形,引起條子規律性不勻;壓力太小,握持力不足,纖維在羅拉牽伸中打滑,出現未拉斷現象。實際生產中,羅拉壓力可以根據絲束的總旦數、單絲強力、牽伸倍數及羅拉質量的變化作相應調整。(2)羅拉皮輥的質量。皮輥、羅拉的質量差,纖維握持不勻易出現長毛,纖維長度分布波動大。

?
4 結論
4.1 改進生產工藝
一是放寬前后再割區的隔距,減輕拉斷機的生產負荷;二是提高前再割區的牽伸倍數,降低纖維的平均長度;三是統一拉斷機的生產工藝,使生產正規條和收縮條沒有區別,既方便組織生產,又提高了纖維長度控制的能力。
4.2 選擇適合的腈綸絲束
要求紡絲工序降低原料延伸度和總旦數,并保證各項指標穩定。另外,監督生產工段,接好料、用好料。
4.3 加強巡檢、及時整改
加強操作工巡檢,.按時進行工藝檢查,發現問題及時反饋、認真分析和及時處理生產問題。
通過實踐,腈綸毛條的纖維長度分布符合要求,波動幅度縮小。證明控制毛條纖維長度應把調整再割區隔距和牽伸倍數結合起來綜合考慮,以提高生產經濟效益。
[1]化纖紡織生產經營實用手冊.中國化纖工業協會信息中心,1997.5.
[2]姚穆,周錦芳,黃淑珍等.紡織材料學[M].北京:中國紡織出版社,2002.7.
[3]董紀震,趙耀明,陳雪英等.合成纖維生產工藝學[M].北京:中國紡織出版社.1996.
