金剛石串珠繩鋸切溫度的理論研究
2010-05-30 09:44:38徐西鵬
中國機械工程 2010年9期
關鍵詞:模型
國 寧 黃 輝 徐西鵬
華僑大學,廈門,361021
0 引言
在1969~1970年意大利VERONA的S.Ambrogio石材博覽會上,首次展出了帶電鍍串珠的串珠繩和加工設備[1]以來,金剛石串珠繩鋸以其準備時間短、切割靈活、低噪聲、低粉塵、低污染、節能等特點,在礦山開采、異型石材加工和大型建筑的構件拆遷工程中得到成功應用和推廣[2-3]。
隨著金剛石串珠繩鋸應用范圍的不斷擴大,對其性能的要求也越來越高。與金剛石圓盤鋸加工相比,串珠面臨更加惡劣的鋸切環境。
(1)金剛石串珠繩鋸加工弧區很長。普通圓鋸片受鋸片大小影響,加工弧區長度受限,而金剛石繩鋸可以根據生產需求而增長,一般其加工長度是普通圓鋸片加工弧區的幾百甚至幾千倍。
(2)金剛石串珠繩鋸具有很低的斷續比。金剛石串珠繩上每米一般有35~40個串珠,每個串珠的長度是6.5mm,所以金剛石繩鋸的斷續比都在0.23~0.26之間,而普通的圓鋸片的斷續比都在0.8左右[4]。可以看出金剛石繩鋸的斷續比只有普通圓鋸片的1/3。在加工過程中,就增加了對串珠的沖擊,使得串珠上的金剛石磨粒更容易脫落。
近幾十年里,很多學者對金剛石繩鋸制造技術作了許多研究和改進,但大多是針對繩鋸加工過程中的受力分析以及磨損,對于鋸切過程中加工弧區的溫度變化,以及溫度對繩鋸影響的研究卻很少。金剛石繩鋸加工過程中的加工狀態復雜性使得溫度對串珠及加工狀態的影響更加突出[5]。
為了深入了解繩鋸加工過程中溫度變化特性對繩鋸壽命與加工效果的影響,本文以移動熱源理論為基礎建立了繩鋸加工弧區溫度場模型,研究了加工參量對繩鋸加工弧區溫度的影響,其理論結果為改進繩鋸的制造提供依據。
1 金剛石繩鋸加工的物理過程
圖1所示為繩鋸加工時的工作狀態。金剛石串珠繩鋸由串珠、隔離套和鋼絲繩組成。加工過程中繩鋸以v s的轉速運動,對工件材料進行鋸切加工,同時又以v f的速度向下進給。將每顆串珠假設為一個熱源,在繩鋸加工的過程中,有多顆串珠同時在弧區內作用,即有多個小熱源同時在弧區內對弧區溫度場產生影響,因此可以采用熱源疊加法對弧區溫度進行研究[6]。
2 金剛石繩鋸加工弧區溫度場模型
2.1 理論模型的簡化條件
為了簡化問題,建立金剛石繩鋸加工弧區的溫度場理論模型時作出如下假設:①假定在開始計算的時刻繩鋸上一顆串珠正好完全進入弧區(圖1);②加工材料為均質;③串珠是均勻的導熱介質;④不考慮冷卻液的作用;⑤忽略切屑的摩擦影響;⑥假設加工過程中所消耗能量全部轉化為熱能,且熱量全部傳遞到工具上;⑦邊界條件為絕熱邊界;⑧每個小串珠為一獨立的熱源。
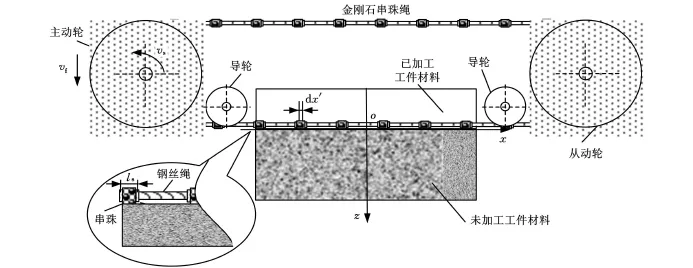
圖1 金剛石繩鋸加工示意圖
2.2 繩鋸與大切深斷續加工溫度場模型的比較
雖然目前尚無繩鋸加工溫度場理論模型的研究,但參考目前已有的大切深斷續加工的溫度模型可以發現,該模型與繩鋸加工模型有許多相似之處。在文獻[4]中,大切深斷續磨削時,磨削弧區熱源在一傾斜面上移動,同時該傾斜面以速度vf水平移動。熱源移動面與工作臺進給速度方向之間呈一定角度β(圖2a),這個角度隨著切深的增大而增大[4]。
對于金剛石繩鋸切割加工,在正常加工條件下,金剛石繩鋸的彎曲與金剛石繩鋸的加工弧長相比是可以忽略的。整個金剛石繩鋸可以假設成一個平面熱源。將串珠繩加工弧區旋轉90°(圖2b),可以發現兩者的形式大致相似。對于繩鋸而言,其熱源移動方向與工作臺進給速度方向之間的夾角為90°。因此可參考已有的大切深斷續磨削溫度模型研究成果,建立金剛石串珠繩鋸加工弧區溫度場模型。
2.3 繩鋸加工溫度場模型的建立
建立模型選用的參數如表1所示。
1942年,Jaeger[6]給出了半無限體表面上帶狀勻速移動熱源問題的解析,其后,高澤孝哉和河村未久引用Jaeger的分析結論,分別按均布和三角形熱源模型(圖3),推導出磨削接觸弧區溫度場的計算公式[7-8]。
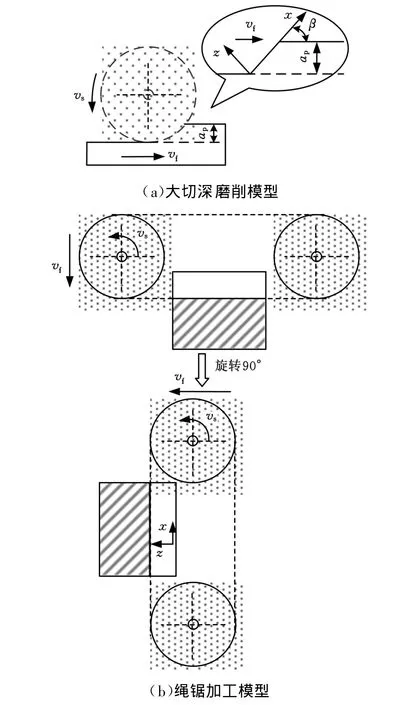
圖2 金剛石繩鋸與大切深磨削加工過程對比
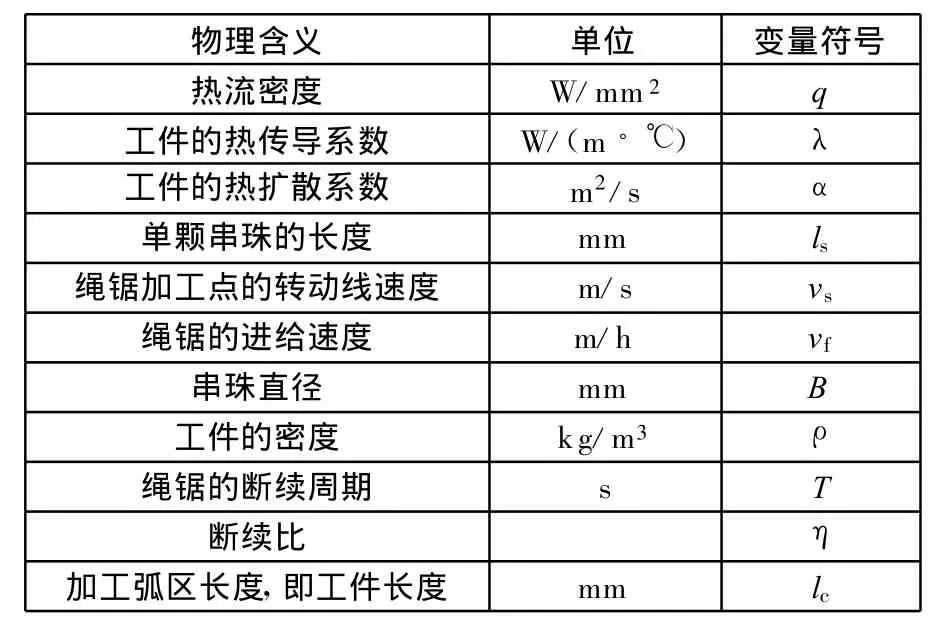
表1 金剛石繩鋸加工過程參數表
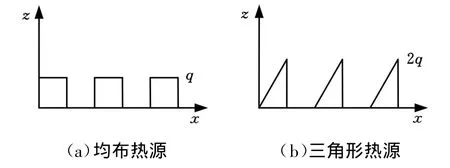
圖3 均勻分布熱源與三角形分布熱源
取繩鋸鋸切方向為 x軸,取繩鋸進給方向為z軸,在加工弧區lc的中心位置建立坐標系如圖1所示。在一顆串珠上任取一個微元d x′進行研究,該微元離坐標原點的距離為 x′。該微元d x′是一個對工件材料進行作用的無限長的以一定速度運動的線熱源。根據熱源疊加法理論,將這一微元以弧區邊界為上下限進行積分,就可以得到連續加工時弧區內的溫升情況。同時由于金剛石繩鋸的加工是典型的斷續加工,因此在此基礎上引入卷積函數的概念[7]。
2.3.1 均布熱源模型
金剛石繩鋸鋸切時假設單顆串珠為均布熱源模型,其熱流密度隨時間t的變化可表達如下:
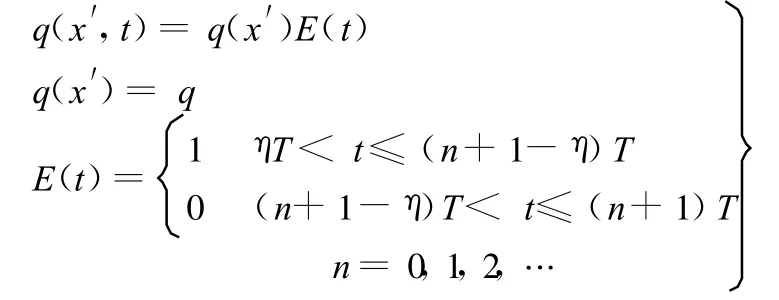
因為整個加工弧區的熱源可以看成一個移動的帶狀熱源,而該帶狀熱源又可以看成是無數條移動的周期變化的線熱源疊加,故根據熱源疊加法理論,將無數條這樣的線熱源溫度場對整個加工弧區長度進行積分即可求出金剛石繩鋸整個加工弧區的溫度場。由此可得熱源呈均勻分布時,對于工件材料上任意一點(x,z),其鋸切溫度隨時間t變化的模型如下:
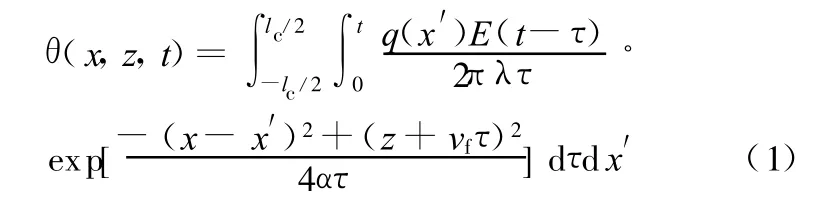
式中,dτ為時間微元。
將式(1)求解得

式(3)為均布熱源作用下的金剛石繩鋸鋸切溫度公式。
2.3.2 三角形分布熱源模型
金剛石繩鋸鋸切時,假設單顆串珠為三角形分布熱源模型,可以表達如下:
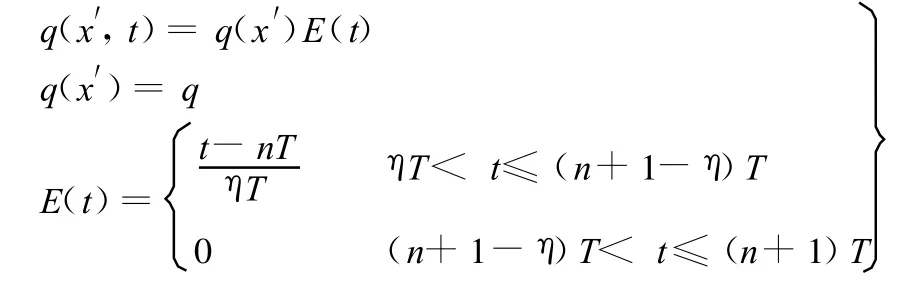
與均布熱源溫度場推導相類似,先求出弧區上任一條隨時間周期變化的無限長線熱源q(x′,t)d x′引起工件的溫升,再將弧區內所有的線熱源作用下工件的溫升進行疊加,得到工件材料上任意一點(x,z),其鋸切溫度隨時間t的變化:
式(5)為三角形分布熱源下的金剛石繩鋸鋸切溫度場公式。
3 計算實例與分析
3.1 計算實例
以G654石材的繩鋸切割加工為例進行理論計算并分析加工弧區的溫度變化。在DRM-1導熱系數測定儀上用熱脈沖法測定了工件材料的熱特性系數,結果如表2所示[9]。

表2 石材工件的熱特性參數表
算例中均采用相同加工參數,vs=30m/s、v f=1m/h,在相同參數下實驗測得功率 P=1000W。熱流密度為
式中,n為鋸切弧區內串珠的個數。
將各數據代入式(3)、式(5),計算得工件表面量綱一溫度變化曲線如圖4所示。
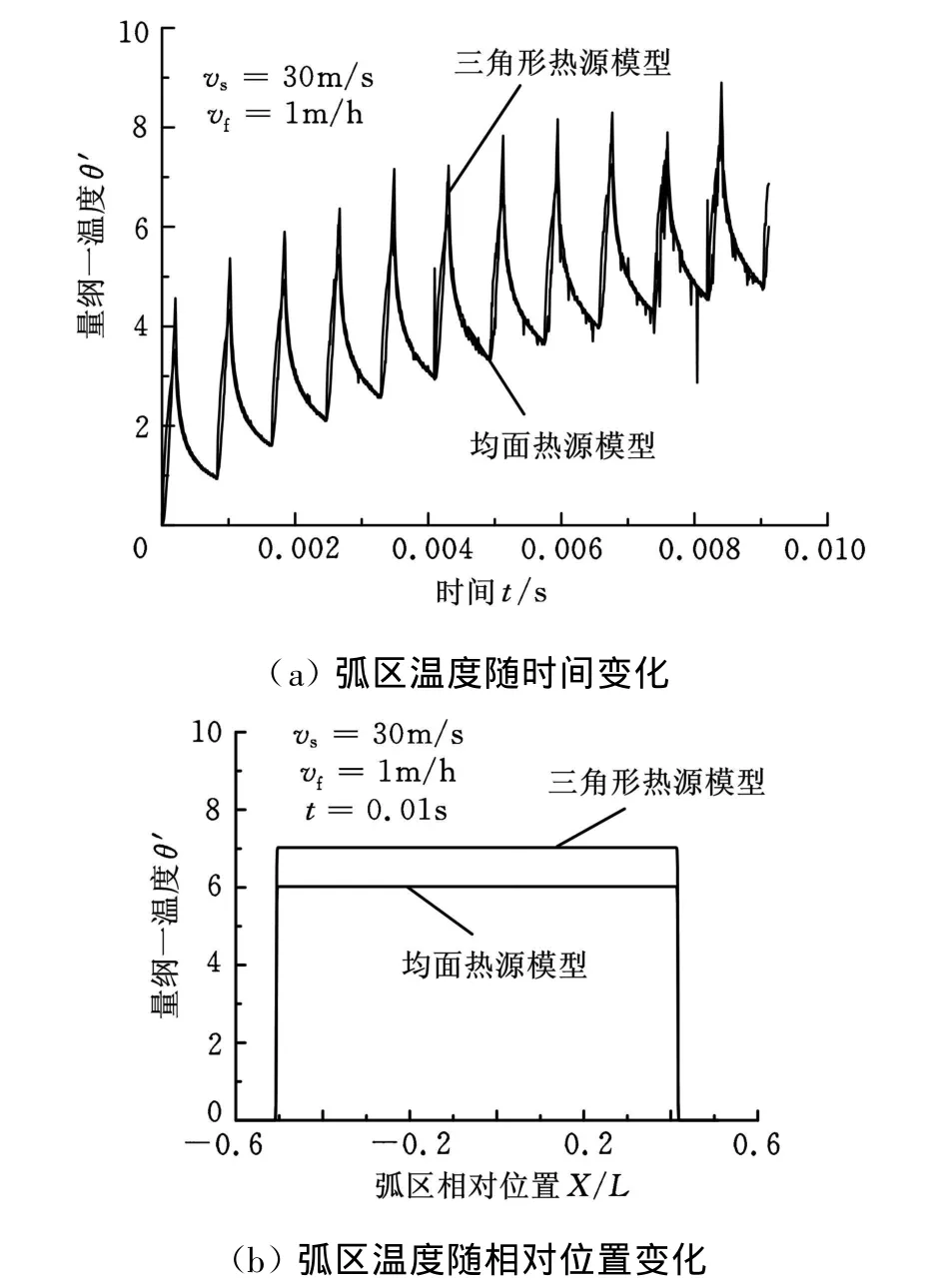
圖4 均布熱源與三角形熱源溫度曲線比較
圖4 所示為在相同加工條件下,分別采用均布熱源和三角形熱源計算的溫度曲線。圖4a中曲線是弧區中點處的溫升曲線,現將此點假設為 A點。從圖4a可以看出,A點溫度隨加工時間呈上升趨勢,曲線為鋸齒狀。圖中曲線的一次波動就對應一顆金剛石串珠經過該點的溫升。也就是每顆串珠即熱源經過A點都會引起該點溫度上升,當鋼絲繩經過A點時溫度下降,如此往復。由于沒有負熱源的加入,所以溫度會持續上升。從圖4a可以看出,在均布熱源和三角形熱源作用下該點溫度變化基本相同,但是三角形熱源作用下的峰值溫度會高一些。圖4b是沿x方向加工弧區內各點的溫度情況。在計算中取加工弧區長度為 l c=500mm。從圖4b可以看出,加工弧區內各點溫度相同。均布熱源與三角形熱源作用下弧區溫度形態基本相同。
由于弧區內熱源呈周期變化,弧區內工件表面溫度也呈周期變化,這種周期變化的溫度向工件深處傳遞并且隨深度增加而遞減。圖5是弧區中間點位置處,距離加工表面距離 z分別為0、0.05mm和0.1mm三個深度方向的溫度曲線,可以看出,隨著弧區深度的增加,溫度值逐漸減小,并且波峰與波谷明顯趨于平緩。
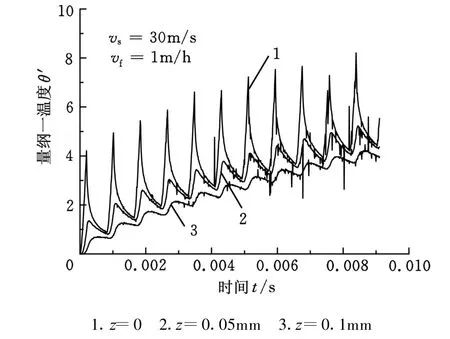
圖5 弧區內沿工件層深度方向的溫度變化情況
3.2 加工參數對繩鋸弧區理論溫度的影響
利用推導出的金剛石繩鋸溫度場模型,可以對不同加工參數下的金剛石繩鋸加工弧區的溫度特性進行研究。當加工參數不同時,加工所消耗的功率各不相同,采用DX3三相功率電能表對不同的v s和不同的v f下繩鋸機所消耗的功率進行了測量(表3、表4)。

表3 不同 v s下對應功率表(v f=1m/h)

表4 不同 v f下對應功率表(v s=30m/s)
圖6是在不同vs下弧區中點位置的溫度曲線變化圖。當v s增大時,單位時間進入弧區的串珠數量增加,從圖6可以看出每顆串珠產生的溫升增加。當進給速度一定時,繩鋸的v s提高,繩鋸消耗的總能量增加,而在每個瞬時弧區內的串珠數量不變,因此平均每顆串珠所消耗的能量增加,從而使得每顆串珠產生的溫升也增加了。
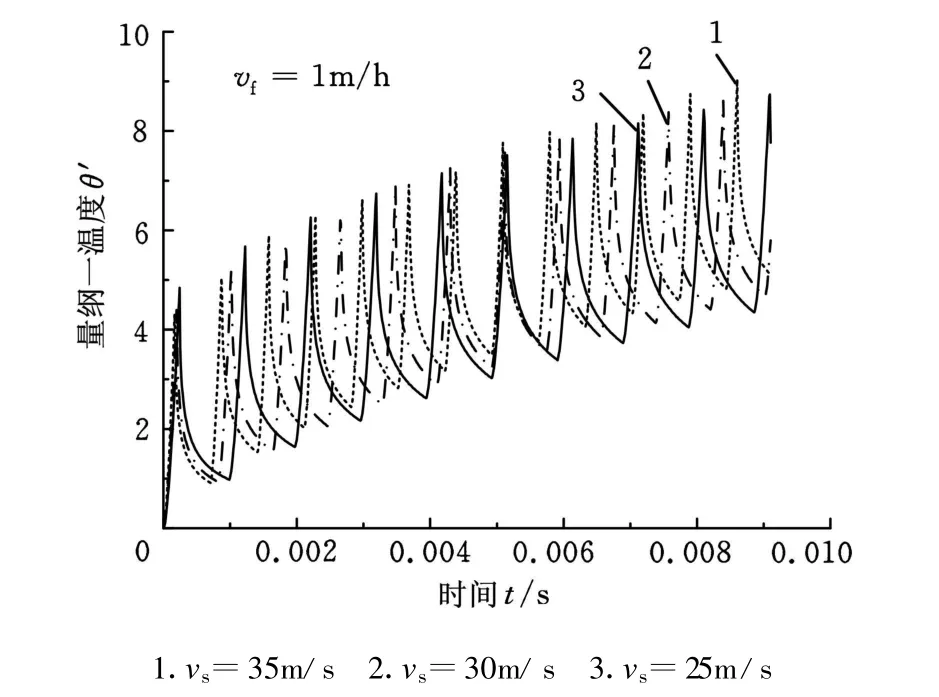
圖6 v s對加工弧區溫度影響
圖7 為在不同進給速度下弧區中點位置的溫度曲線變化圖。從圖7可以看到,當進給速度增大時,弧區溫升增大。這是因為當進給速度增大時,繩鋸施加在工件上的力增大[10],消耗能量增多,從而使得弧區內溫升增大。
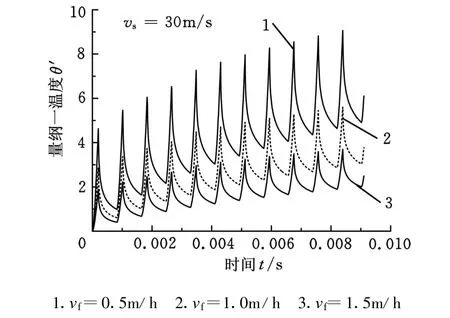
圖7 v f對加工弧區溫度影響
圖8 是不同斷續比對加工弧區溫度的影響。從圖8可知,隨著斷續比的增大,加工弧區溫度升高。斷續比為1時(連續鋸切),鋸切溫度最大,斷續比為0.5時,鋸切溫度有明顯下降,而當斷續比為0.24時,溫度也下降顯著,這說明繩鋸的斷續比對其溫度影響很大。
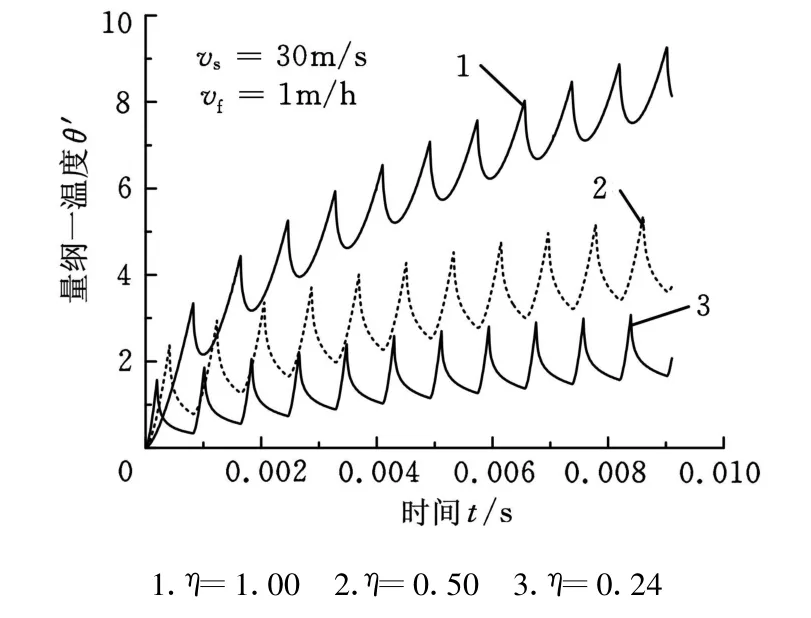
圖8 斷續比對鋸切溫度影響
4 結論
(1)參考大切深斷續磨削加工溫度場理論模型,建立了單顆串珠為均布熱源及三角形熱源時,金剛石串珠繩鋸加工弧區溫度的理論模型。
(2)通過理論計算可以發現,在兩種理論模型中,金剛石繩鋸加工弧區的溫度隨加工時間的增加呈波浪性上升,但在同一瞬時,溫度不隨加工弧區的位置而變化。
(3)繩鋸加工弧區的溫度隨著繩鋸加工點線速度的增大而升高,隨著進給速度的增大而升高,隨著斷續比值的增大而升高。
[1] 呂智,唐存印.金剛石繩鋸技術的發展和未來[J].珠寶科技,2004,16(4):1-5.
[2] 楊志紅.金剛石串珠繩鋸在石材加工中的應用[J].石材,2008(1):14-17.
[3] 孟慶鑫,王海波,賈鵬,等.水下金剛石繩鋸機切割單層油氣管道沖擊特性研究[J].中國機械工程,2008,19(6):640-644.
[4] 曾偉民.鋸切過程中工具與花崗石界面特性研究[D].泉州:華僑大學,2002.
[5] Huang H,Guo N,Xu X P.Experimental Investigation of Temperatures in Diamond Wire Sawing Granite[J].Key Engineering Materials,2009,404:185-191.
[6] Jaeger JC.Moving Source of Heat and Temperature at Sliding Contacts[J].Proceedings of the Royal Society of New South Wales,1942,76:203-224.
[7] 侯振冰,何紹杰,李恕先.固體熱傳導[M].上海:上海科技出版社,1984.
[8] 李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003.
[9] 尤芳怡.石材磨削溫度的測量與分析[D].泉州:華僑大學,2006.
[10] 黃輝,黃國欽,郭樺,等.鋸切花崗石過程中金剛石串珠的磨損特性[J].機械工程學報,2008,44(8):112-117.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19