高低雙速走絲電火花線切割工藝試驗研究
2010-06-04 09:14:38王振興劉志東程國柱徐安陽
中國機械工程 2010年9期
王振興 劉志東 程國柱 魏 為 徐安陽 張 艷
南京航空航天大學,南京,210016
0 引言
由于高速走絲電火花線切割(high speed wire -cut electrical discharge machining,HSWEDM)多次切割(中走絲)[1]采用往復走絲方式,導致換向時運絲系統受到換向沖擊引起電極絲空間位置變化,此外,第一次切割采用大能量加工時,為防止斷絲,電極絲張力通常被控制在較低水平,致使后續多次切割如加大電極絲張力就會對下一個工件一次切割時產生張力不可逆問題(電極絲張力由小增大可以,但再由大變小則較為困難),且由于往復使用,長時間加工后電極絲產生損耗變細,剛度降低,也致使電極絲空間穩定性變差。這些均限制了目前中走絲方式切割精度的進一步提高,使其多次切割后精度一直徘徊在0.01mm[2]左右,并且還受到上述諸多因素的干擾,導致切割精度不穩定。由于低速走絲電火花線切割(low speed wire-cut electrical discharge machining,LSWEDM)采用單向走絲,不存在電極絲換向、絲耗問題,且電極絲張力分級可控,能滿足后續多次切割對不同張力的要求,通過多次切割增大張力,提高了電極絲的剛性和空間穩定性。不過,高速走絲在大厚度、低成本切割方面仍擁有天然的優勢。鑒于此,若能將高速、低速走絲電火花線切割有機結合、取長補短,研制出高低雙速走絲電火花線切割機,以突破當前國內高速走絲電火花線切割機的加工精度低的瓶頸。
1 高低雙速走絲的實現
1.1 設計概念[3]
高低雙速走絲電火花線切割機的設計主導思想是:一次切割仍采用鉬絲高速往復大能量切割,二次或多次切割采用黃銅絲低速單向小能量精修。通過增加低速走絲系統,從而實現高低雙速走絲加工。其一次切割與普通高速走絲電火花線切割加工并無異樣,而多次切割時低速走絲的實現與傳統低速走絲電火花線切割卻有一定的區別,由于是在前期高速切割留下的切縫或是在前期高速去料切割后得到的半敞開式條件下進行多次切割,因此首先在保證極間工作介質充足平穩供應的前提下可采用較低壓力,其次工作介質可采用洗滌性較好的復合工作液[4-5],最后由于后續切割采用較低能量加工,噴液壓力和運絲速度可進一步降低,從而實現較低噴液壓力下的低速單向走絲切割。
1.2 實現方式
高低雙速走絲機床的實現可以在現有的中走絲機床上增加張力精控裝置和低速走絲系統,將高速走絲和低速走絲兩套機構有機結合在一起,如圖1所示。
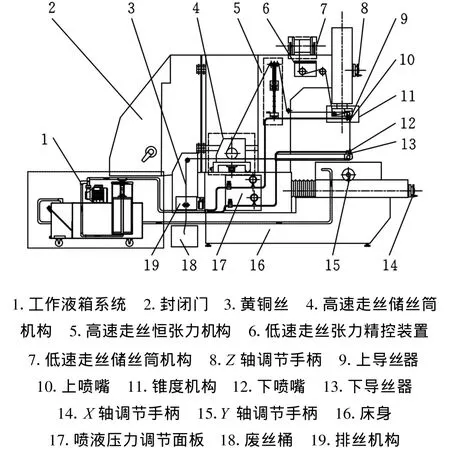
圖1 高低雙速走絲機床結構圖
1.3 特點
高低雙速走絲電火花線切割機整合了HSWEDM和LSWEDM的優點,體現在:
(1)加工精度高。高低雙速走絲在精加工時采用單向低速走絲,不僅能避免換向沖擊,而且會降低儲絲筒、導輪、軸承的徑向跳動和軸向竄動,提高了加工精度[6]。
(2)電極絲張力分級可控。由于高低走絲系統相互獨立,不存在張力可逆問題,一次切割高速走絲系統可采用較小的電極絲張力,而多次切割低速走絲系統可增大電極絲張力。
(3)切割厚度大、效率高。高低雙速走絲一次切割采用高速運絲大能量切割,以實現高效、大厚度加工,后續多次切割降低絲速,從而在保證切割效率的情況下提高切割精度和表面粗糙度。
(4)成本低。高低雙速走絲對工作介質的極間噴入壓力要求較LSWEDM低,工作介質可以選用復合工作液代替去離子水,避免了昂貴的去離子水裝置及高壓噴液裝置,同時,仍可采用目前的高頻脈沖電源及控制系統,生產、運行成本及技術難度較LSWEDM大大降低。
2 工藝試驗
試驗采用DK7732中走絲機床作為試驗平臺,其最高和最低運絲速度分別達到10m/s和0.14m/s。分別采用中走絲和高低雙速走絲工藝方案(表1),4次切割10mm×10mm×30mm的立方體試件,用UT2062B數字存儲示波器采集極間放電電壓、電流波形,用XJP-300金相顯微鏡拍攝切割表面微觀形貌,并測量切割試件的尺寸精度、腰鼓形、尺寸差(與10mm×10mm的偏差值)和表面粗糙度,對比兩種工藝方法切割的尺寸精度、腰鼓形和表面粗糙度。切割條件如下:材料為Cr12,厚度為30mm,工作介質為佳潤3A型(JR3A)復合乳化膏,配比為1∶40,鉬絲直徑為0.18mm。表1中,“單”表示單向運絲。
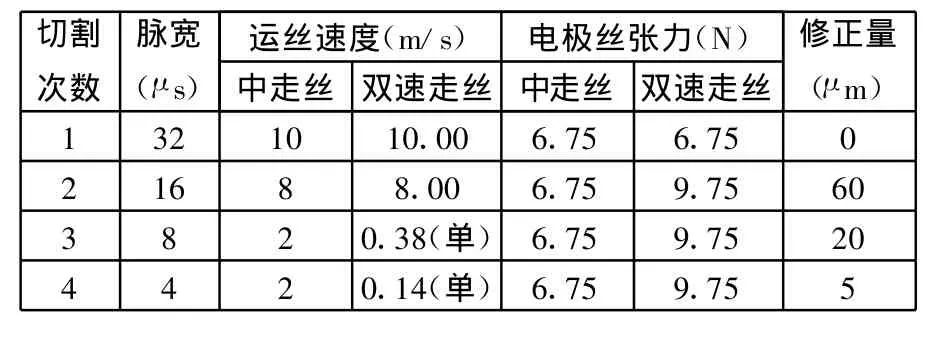
表1 工藝切割參數表
3 結果分析
兩組工藝方案各切割了三件,并對各組試件測量表面粗糙度及X方向、Y方向的上中下三點處尺寸,然后取平均值,并計算雙邊腰鼓形和尺寸差,結果如表2所示。
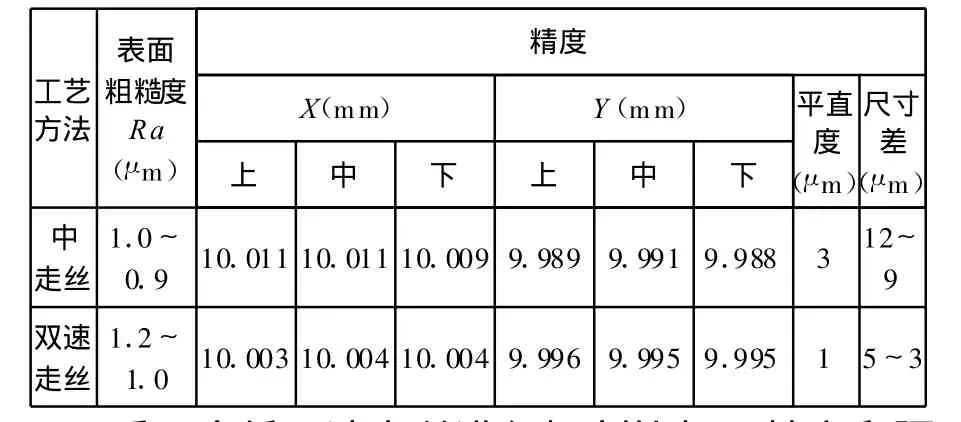
表2 中走絲與高低雙速走絲多次切割工藝效果對比
采用高低雙速走絲進行切割的加工精度和腰鼓形均有較大改善,表面粗糙度卻有所降低。
3.1 尺寸精度
高低雙速走絲較中走絲的切割尺寸精度明顯提高。首先,受換向沖擊影響,中走絲雖有限位裝置,但其電極絲空間定位精度仍難以保障,而高低雙速走絲多次切割時由于單向運絲,消除了換向對運絲系統的沖擊,電極絲空間位置易于控制,提高了切割精度和切割一致性;其次,高低雙速走絲多次切割由于運絲速度較低,降低了運絲系統各環節的運動誤差及振動,提高了電極絲的空間穩定性,減小了切割誤差,電極絲振動對尺寸精度的影響如圖2所示,電極絲振幅A越小,電極絲振動引起的單邊切割誤差 Δ(理論上與對應的A相等)也越小;第三,由于高低雙速走絲多次切割時采用更大的張力,提高了電極絲剛性,以減少多次切割因單邊放電作用(放電爆炸力、工作液阻尼分布不對稱等)引起的電極絲讓刀量[7],提高了尺寸精度,其原理如圖3(進給方向與紙面垂直)所示。圖3中,F為電極絲張緊力,f為單邊放電作用對電極絲產生的不對稱力,D為電極絲實際空間位置與理想位置之間的最大差值(最大讓刀量)。
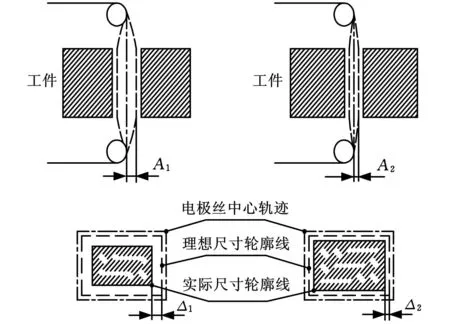
圖2 電極絲振動對切割精度影響

圖3 不同狀態下的電極絲空間位置
3.2 腰鼓形
傳統的高速走絲與低速走絲在一次切割時,切割面上的腰鼓形形狀是有差別的,如圖4(電極絲進給方向垂直紙面)所示。高速走絲由于運絲速度較高,定位導輪的跳動較大,而電極絲在切縫中又會受到較大的阻尼作用[8],最終形成圖4a所示的中間凸的形狀;而低速走絲由于導絲器對電極絲的定位精度較好,加之上下噴液造成蝕除產物在工件中間區域匯聚,使中間區域工作液電導率增大引起二次放電作用幾率增加,導致低速走絲的腰鼓形呈現圖4b所示的中間凹的形狀[9]。因此高速走絲與低速走絲加工得到的工件腰鼓形具有一定的反向差異。在高低雙速加工時由于高速和低速走絲加工工藝的組合,一次與多次切割腰鼓形誤差有一定的相互彌補作用,從而有效地抑制腰鼓形的產生。另外,高低雙速走絲仍采用HSWEDM傳統高頻脈沖電源,使電導率的極間差異對腰鼓形的敏感性大大降低,并兼顧低速走絲下較高的電極絲空間位置穩定性,因此高低雙速走絲切割的工件腰鼓形較之中走絲平緩。
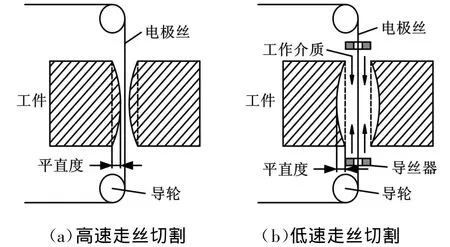
圖4 兩種走絲方式產生的腰鼓形示意圖
3.3 表面粗糙度
在單脈沖放電能量基本一樣的條件下,高低雙速走絲多次切割的表面粗糙度較中走絲沒有改善,反而稍有增加。分析認為:首先,低速走絲切割使電極絲失去了對工件表面的拋磨作用;其次,在低速走絲條件下放電通道不易形成轉移,因此放電點的能量密度較中走絲切割應該略高一些;最后,由于低速走絲運絲速度緩慢,其極間的冷卻和洗滌性能不如中走絲,且切割表面殘留的金屬液滴也較多。上述因素應該都是造成高低雙速走絲在切割能量基本一樣的條件下,表面粗糙度值比中走絲時略微要高一些的原因。圖5、圖6分別為中走絲和雙速走絲第三次切割的放電波形圖,從圖5可看出中走絲運絲速度在2m/s時,其放電波形中正常放電波形所占比例較大,且短路、正常放電、空載等波形之間頻繁轉換,表明在較高的運絲速度下,一方面電極絲振動較大,不斷引起各種加工狀態間的相互轉變,另一方面電極絲擺脫短路的能力較強,即使兩極短暫接觸形成短路后也能很快又重新進入正常加工放電,所以這種短暫接觸所形成的短路對加工表面整體影響并不大,反而因兩極相對高速運動產生機械刮削,對加工表面起到拋磨作用,改善了切割表面粗糙度。圖6中的雙速走絲在運絲速度為0.38m/s時,表現出較為典型的間隙放電特征:脈沖放電波形中空載波占據較大比例,正常放電波形較少但帶有明顯的擊穿延時現象,短路波基本沒有出現,表明在較低運絲速度下,電極絲振動很小,不易與加工表面形成接觸,更無法形成高速下的機械拋磨作用。

圖5 中走絲第三次切割放電波形
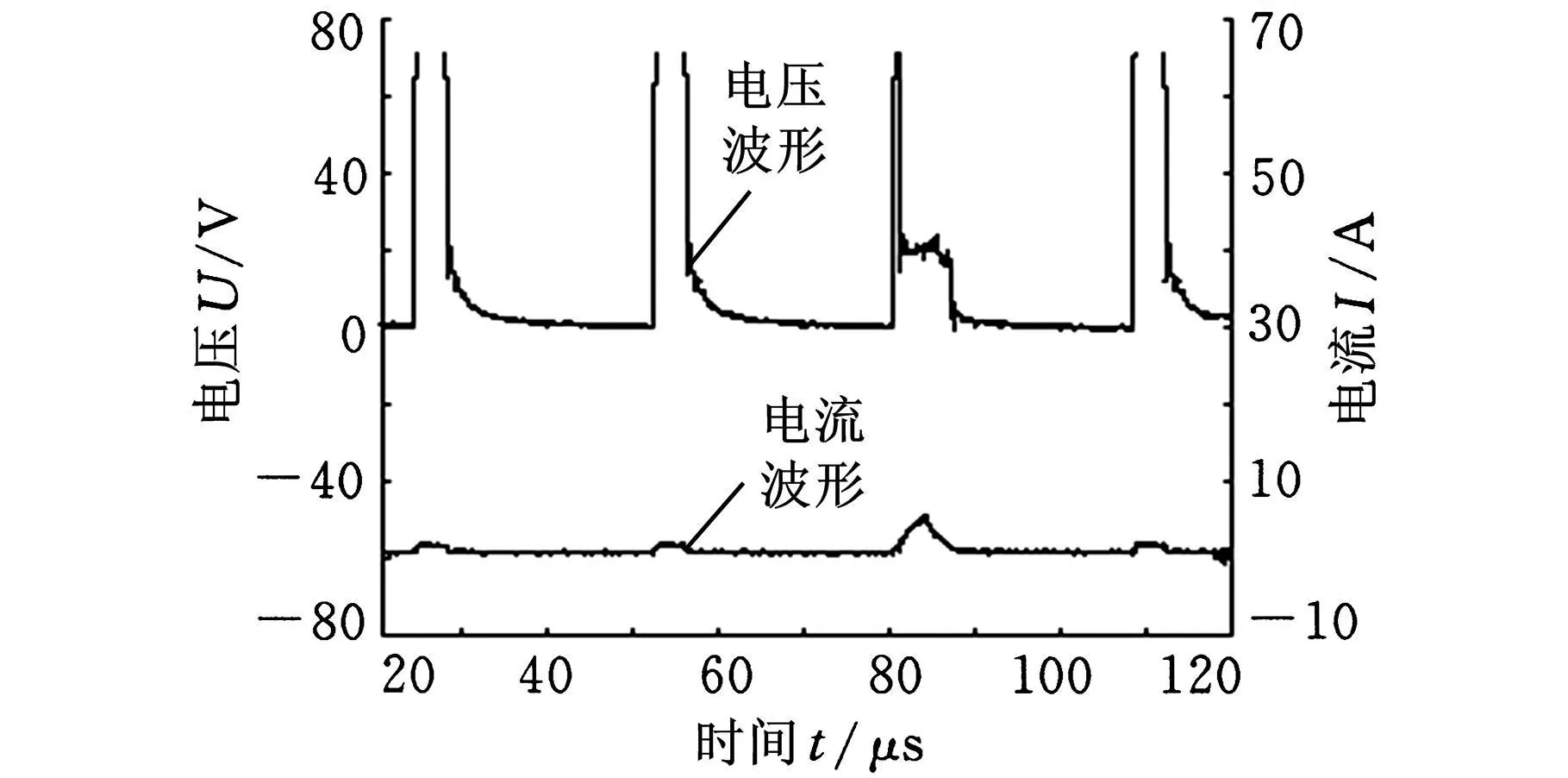
圖6 雙速走絲第三次切割放電波形
圖7 、圖8分別為中走絲和高低雙速走絲切割的微觀表面形貌。圖7中的切割表面較為光亮,基本沒有蝕除殘留液滴,且放電凹坑呈現大而淺的特征,表明中走絲多次切割在較高的運絲速度下,極間排屑、洗滌效果較好,且由于絲速較快,放電通道轉移較快,單脈沖放電能量相對分散,能量密度降低,放電形成的凹坑較大、較淺。圖8中的切割表面稍暗,有明顯的金屬殘留液滴,且放電凹坑呈現較深的特點,表明高低雙速走絲多次切割在低速走絲下,極間排屑、洗滌效果較差,且由于絲速較低,放電通道不易形成轉移,單脈沖放電能量較集中,放電形成的凹坑較深,使加工表面粗糙度值增大。因此高低雙速單向低速走絲切割時,可通過降低單脈沖放電能量和適當提高噴液壓力,以減少金屬液滴在切割面上的殘留,從而有效改善低速走絲下的切割表面粗糙度。
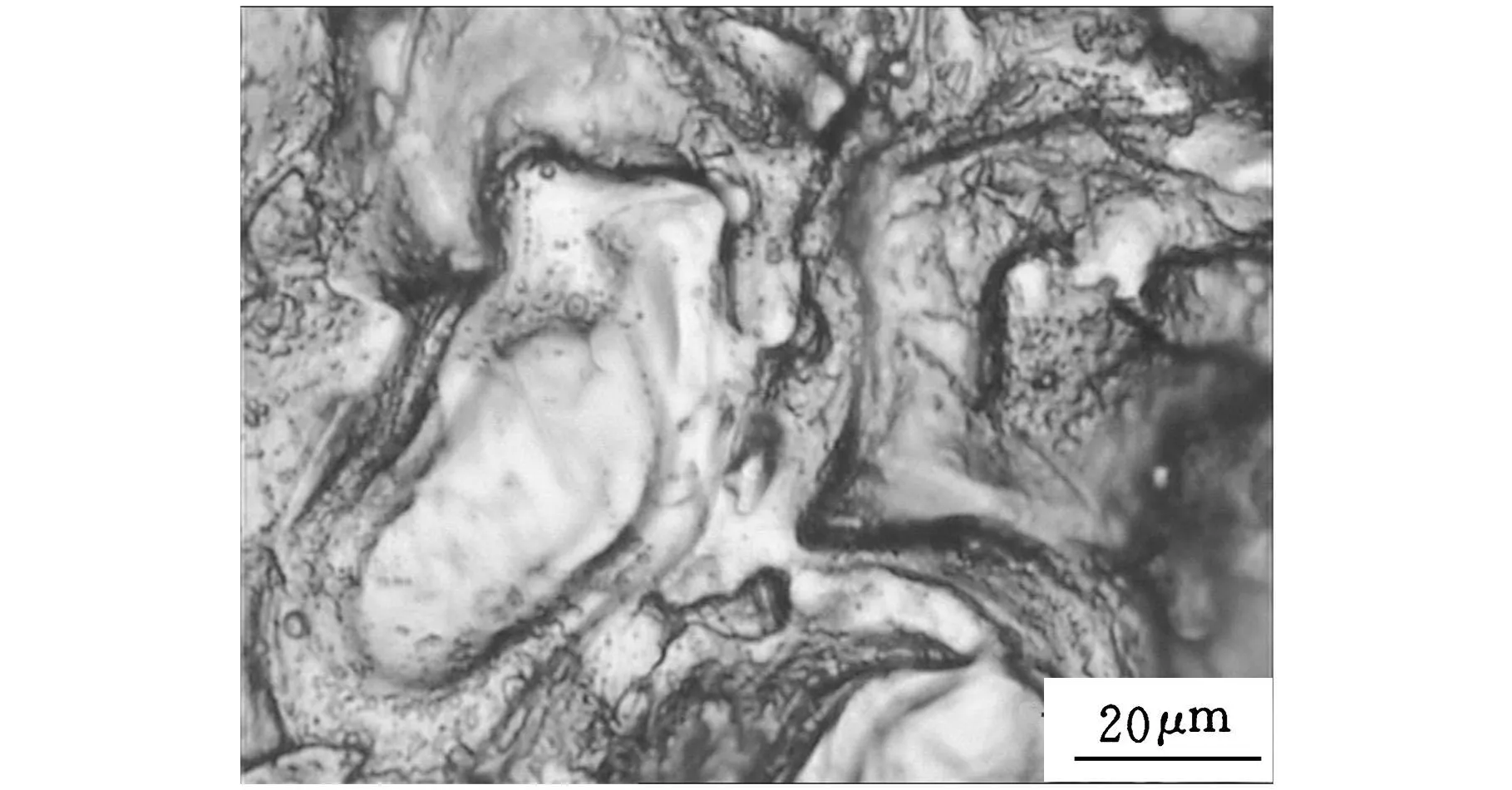
圖7 中走絲切割微觀表面

圖8 高低雙速切割微觀表面
4 結論
(1)高低雙速走絲多次切割通過采用單向低速走絲和增大電極絲張力,消除了換向沖擊,降低了電極絲振動,并減小了單邊切割讓刀量,其切割尺寸精度較中走絲的切割尺寸精度明顯提高。
(2)高速與低速走絲兩種加工工藝的組合、傳統高頻電源的使用及低速下較高的電極絲空間穩定性,均使高低雙速走絲加工的腰鼓形較中走絲加工時有一定改善。
(3)低速走絲切割表現為明顯的間隙放電加工,消除了電極絲對工件表面的拋磨作用,并弱化了工作液對極間的冷卻和洗滌,排屑效果較差,使得高低雙速走絲切割工件表面粗糙度值略有增高。
[1] 李明輝,葉軍,劉志東,等.高速走絲電火花線切割機發展方向研討[J].電加工與模具,2007(4):5-10.
[2] 劉志東,俞容亨.高速走絲電火花線切割機床多次切割的實現[J].中國機械工程,2007,18(20):2410-2413.
[3] 劉志東,張樂益,劉華生.高低雙速走絲電火花線切割機研制[J].電加工,1997(5):11-14.
[4] Liu Zhidong.Cutting Regularity and Discharge Characteristics by Using Composite Cooling Liquid in Wire Cut Electrical Discharge Machine with High Wire Traveling Speed[J].Chinese Journal of Mechanical Engineering,2008,21(5):41-45.
[5] 劉志東.以復合工作液為放電介質的低速走絲電火花線切割可行性研究[J].航空精密制造技術,2007,43(4):39-42.
[6] 胡選利,唐永杰,陳天寧,等.線切割機電極絲動態穩定性的主動控制研究[J].振動工程學報,1995,8(1):8-15.
[7] Puri A B,Bhattacharyya B.An Analysis and Optimization of the Geometrical Inaccuracy Due to Wire Lag Phenomenon in WEDM[J].International Journal of Machine Tools&M anufacture,2003,43:151-159.
[8] 熊光耀,李明奇,李明輝.WEDM加工過程中的電極絲形位變化[J].電加工與模具,2002(3):20-22.
[9] 王至堯.電火花線切割工藝[M].北京:原子能出版社,1987.