響應面法與遺傳算法相結合的注塑工藝優化
2010-05-30 09:44:40孫寶壽吳真繁
中國機械工程 2010年9期
孫寶壽 吳真繁 陳 哲
1.寧波大學,寧波,315211 2.南京工業大學,南京,210009
0 引言
基于有限元方法的計算機輔助工程(computer aided engineering,CAE)技術在注塑成形行業的應用已非常廣泛,但這些應用還只是限于代替人工反復試模,計算機模擬注塑流動過程的分析結果仍然依賴于人的經驗,更由于工藝模型及幾何模型的復雜性,CAE分析時間較長、效率低,CAE模型用于注塑過程的實時控制非常困難[1-2]。因此,如果能基于注塑模流分析結果,建立合適的數學模型來替代復雜的注塑CAE分析過程,將其應用于注塑成形工藝優化和制品質量控制具有重要意義。
為了減少優化過程中的計算量,模擬工藝參數和翹曲變形之間關系的代理模型(替代函數)已見于注塑成形質量優化研究的報道中,響應面法(response surface method,RSM)即是代理模型中的一種。響應面法是通過一系列有限元數值計算擬合一個響應面以代替未知的、真實的極限狀態曲面。選用響應面法建立注塑成形工藝代理模型就是用一個簡單的數值模型來替代復雜的注塑成形工藝過程,減少優化算法的運算量,提高計算速度,使之可以滿足在線控制的要求[3-5]。
遺傳算法是基于自然選擇和群體遺傳機理的隨機優化算法,是一種適用于復雜形態函數的全局尋優方法,響應面法與遺傳算法相結合的方法已經應用于化工、制藥系統建模和工藝優化[6-7]。本文采用響應面法,建立注塑成形工藝優化與制品質量控制的理論模型,并采用混合遺傳算法實現注塑成形的工藝優化。
1 注塑成形翹曲工藝分析
翹曲變形是注塑制品常見的一種缺陷,產生翹曲變形的機理主要有三個方面:①不均勻冷卻。不均勻冷卻導致制品二次收縮相差很大,從而導致彎曲力矩的產生而使制品發生翹曲。②區域收縮。因不同區域之間的收縮不同而導致制品翹曲。③分子取向。分子取向會導致平行流動方向和垂直流動方向的收縮不一致,便會導致翹曲。
影響翹曲變形的因素很多,與整個注塑成形過程有關。注塑全過程所涉及的主要工藝參數有模具溫度、熔體溫度、注射時間(注射速度)、注射壓力、保壓壓力、保壓時間和冷卻時間等。這些工藝參數對翹曲的影響程度不同,因此構建一個合適的、能明確表達的數學模型,建立工藝參數與翹曲變形的關系函數,可減小工藝參數優化計算量,節省時間,提高優化設計的時效性,這對提高翹曲優化設計效率和產品質量具有重要意義。
2 Taguchi試驗設計及試驗數據
2.1 模擬試驗模型
圖1為音箱外殼前蓋網格模型,材料為GE Plastic(Europe)公司生產的ABS+PC非結晶型塑料,牌號為Cycoloy C1000HF。
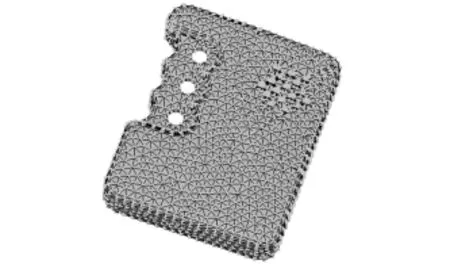
圖1 音箱外殼前蓋網格模型
2.2 Taguchi試驗安排
2.2.1 Taguchi試驗設計
Taguchi試驗設計是采用正交矩陣對多個試驗因素進行優化的方法,又稱正交試驗設計方法。它是根據正交性從全面試驗中挑選出部分有代表性的點進行試驗,這些有代表性的點具備了均勻分散、齊整可比的特點。一個三因素三水平的試驗,按全面試驗要求,須進行27種組合的試驗,且尚未考慮每一組合的重復數。若按L9(33)正交表安排試驗,只需作9次,顯然大大減少了試驗工作量,因而Taguchi試驗設計在工程研究中得到廣泛應用。正交表的設計是正交試驗的核心,本文采用拉丁方來構建正交矩陣,拉丁方是一個 N×N的矩陣,其中N表示N個不同的拉丁字母,拉丁方DOE方法是一種基于拉丁方構建正交矩陣而安排正交試驗的方法[8]。
2.2.2 試驗因素及水平組合
選擇模具溫度 T d、熔體溫度T l、注射時間t j、保壓壓力pp和保壓時間tp作為影響翹曲的主要工藝參數,各取9個水平,根據拉丁方方法設計正交表,得到總組合數為 81,正交表表示為L(92,5,5,2),各工藝變量因素水平如表1所示。
2.2.3 模擬試驗及結果
本文采用正交試驗法與Moldflow仿真試驗相結合,對塑件注射成形過程中工藝參數進行多因子優化設計,以減少翹曲變形,提高成形精度。本文正交試驗的結果如圖2所示,圖中橫坐標表示正交試驗的次數,總數為81,縱坐標表示各次試驗所對應的翹曲值。因本文選用的正交表較大,受篇幅所限,正交表及相應試驗結果略。
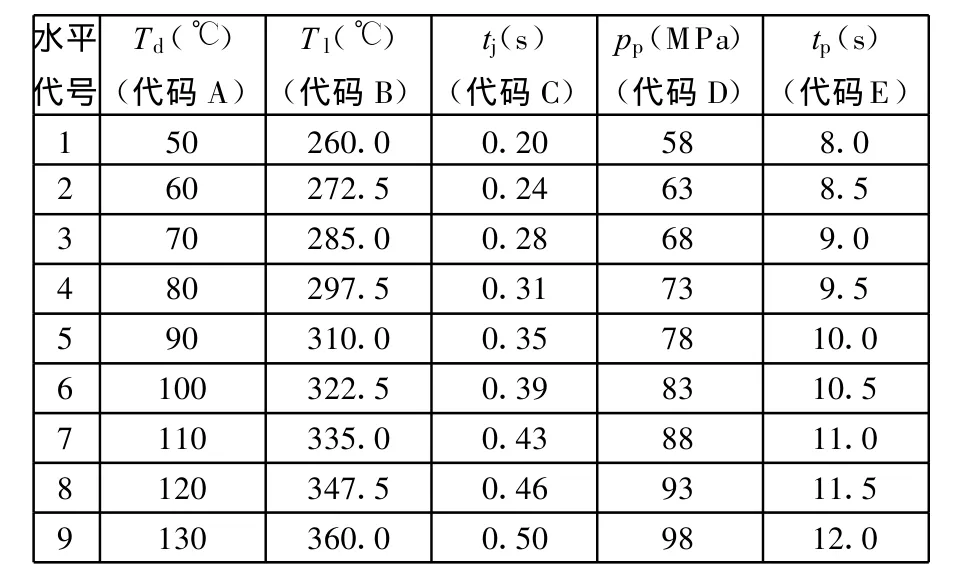
表1 試驗因素及水平
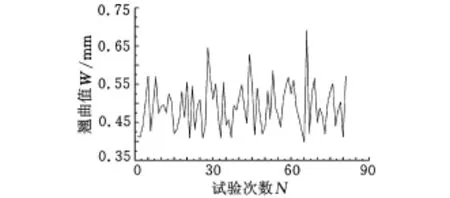
圖2 正交試驗Moldflow分析翹曲值
2.2.4 試驗結果的方差分析
本文利用信噪比η衡量和確定各因子在不同水平情況下的產品質量水平,信噪比為

式中,Yi為不同噪聲條件下的觀測樣本值;n為樣本總數。
本文的方差分析結果如表2所示。表2中,F值為表征各因素影響的顯著水平的比值,F=其中,S為各因素的離差平方和;f為各因素的自由度;Se為誤差e的離差平方和;f e為誤差e的自由度。F的臨界值F 0.01(8,8)=6.03,F0.1(8,8)=2.59,F≥6.03表示該因素對試驗結果的影響非常顯著,用 **來表示;6.03>F≥2.59表示該因素對試驗結果的影響顯著,用*表示。從表2中各因素的F值可得出,各工藝參數對翹曲的影響度大小排列次序為保壓壓力、注射時間、保壓時間、熔體溫度、模具溫度。其中保壓壓力、注射時間和保壓時間屬顯著因素,其他工藝參數為非顯著因素,圖3為信噪比翹曲效應圖。

表2 翹曲值的方差分析
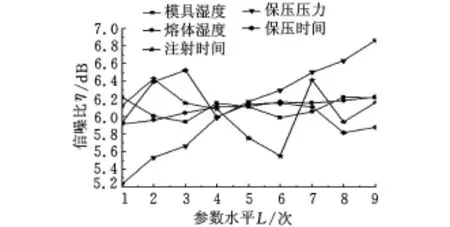
圖3 信噪比翹曲效應圖
3 響應面模型構建和驗證
3.1 響應面模型構建
上述正交試驗得到的翹曲結果僅為此映射空間中的若干個離散點,基于正交試驗的參數優化是在離散的點集中尋找具有最優值的點,但并不能保證這個點就是連續空間中使翹曲量最小的工藝參數組合點。要找到這個更優的參數組合,這就需要對工藝參數空間做更多次仿真試驗,而CAE仿真需要花費大量的時間,不利于優化設計,而響應面模型能夠建立起目標函數與設計變量之間非線性映射關系,進一步結合尋優算法,尋找更精確的最優解。
響應面法是一種數據處理方法,具體的擬合方法是根據觀測數據在坐標紙上描出n個采樣點坐標(xi,yi),i=1,2,…,n,構建響應面函數:

式中,c0為常數;c1、c2、…、cm均為待定系數;φk(x)為某類簡單函數(k=1,2,…,m)。
為了使構造函數φk(x)更好地反映響應面函數f(x)的整體形態,要求φk(x)函數使其在各點偏差的平方和R為最小:

本文應用最小二乘法擬合響應曲面,并將其應用到研究注塑件的翹曲優化,利用正交試驗采集的81組工藝參數以及對應的翹曲值的試驗數據,采用響應曲面法近似設計變量與目標之間的關系,用于預測不同工藝參數組合對應的翹曲變形值。選擇三次完全多項式作為構造函數φk(x),則響應面模型一般形式為
式中,k為工藝參數的個數,本文取 k=5。
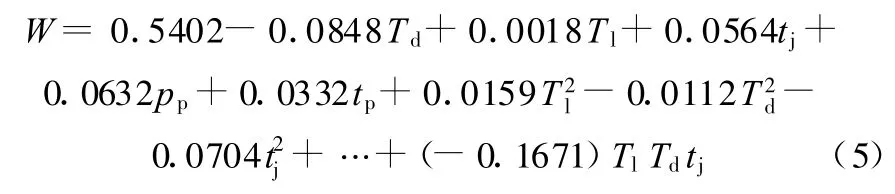
式(4)中包括交叉項共計常數項1個,一次項5個,二次項15項,三次項 35項,共 56個待定系數。利用上述正交表和翹曲結果數據,編制MATLAB程序求得系數的最小二乘解(為保證計算精度,先將正交表中的模具溫度T d、熔體溫度 Tl、注射時間tj、保壓壓力 pp和保壓時間 tp等因素正規化到區間[-1,1]),得到響應面模型:
3.2 響應面模型精度驗證
在利用響應面模型進行優化運算之前,須驗證其準確度。驗證標準參數是均方根差Rmse、最大絕對誤差E max以及可決系數ζ2[9]:
Rmse、Emax值越小,對應模型的近似程度越好。其中,R mse可表征模型在整個空間上近似程度,E max可表征小范圍內的近似程度。ζ2的取值在[0,1]區間內,它越接近于1,表明模型擬合的效果越好。
根據正交表設計,在采樣空間隨機均勻產生30組驗證采樣點,并輸入Moldflow中進行翹曲分析獲得實際的翹曲值,同時利用式(5)響應面代理模型調用函數,預測30個采樣點對應的預測值。據30組驗證采樣點數據,計算得 Rmse=0.002mm,ζ2=0.91。R mse值與相對誤差都較小,ζ2接近于1,說明式(5)響應面模型在全局上近似程度較好,能滿足優化要求。
4 應用遺傳算法搜索最優工藝參數
本文基于上述已經擬合好的響應面代理模型,利用MATLAB軟件建立一個用于遺傳算法的適應度函數@rsmfit,應用MATLAB遺傳算法工具箱進行優化搜索。
適應度函數為@rsmfit,變量個數為5,優化范圍是:模具溫度 T d為 50~130℃;熔體溫度 T l為260.0~360.0℃;注射時間tj為0.20~0.50s;保壓壓力p p為58~98MPa;保壓時間 t p為8.0~12.0s。種群的規模為50,終止代數為100,交叉概率和變異概率取默認值。迭代尋優過程如圖4所示,圖中大圓點表示遺傳算法迭代得到的平均翹曲值,小方點表示得到的翹曲最佳值,經過25次迭代后,最終得到最優的個體,即優化的工藝參數組合是,模具溫度為 70.5℃,熔體溫度為270.5℃,注射時間為 0.375s,保壓壓力為98MPa,保壓時間為 9.5s,對應的翹曲值為0.360mm。
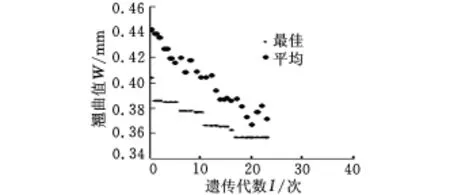
圖4 翹曲優化GA迭代過程
將優化得到的工藝參數輸入Moldflow中進行實際的翹曲變形分析得到翹曲變形值為0.3622mm。如圖5所示,與正交試驗的81個樣本點的翹曲值以及驗證模型精度的30個隨機樣本點的翹曲值相比較,可看出基于響應面模型優化工藝參數所對應的翹曲變形值較小,這說明優化結果可靠,CAE分析結果與模型預測的結果相近,所建立的響應面代理模型是準確可靠的。
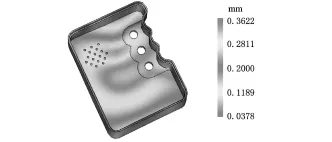
圖5 優化工藝參數對應翹曲值
5 結論
(1)本文運用代理模型技術,建立了工藝參數與翹曲變形的響應面模型,并基于所獲得的響應面代理模型,應用遺傳算法確定了工藝參數的最優組合。經驗證研究,表明響應面模型是準確、可靠的。
(2)遺傳算法可用于復雜函數的全局尋優化,能適用于具有復雜非線性的注塑成形工藝優化,但如果直接采用Moldflow CAE分析的結果進行尋優,則會因為CAE分析的耗時導致優化運算的效率不高。利用響應面代理模型技術,可有效提高運算速度和優化效率,因此,將Moldflow CAE技術、響應面代理模型技術和遺傳算法相結合,是研究注塑翹曲變形及工藝參數優化的有效工具。
(3)采用Moldflow推薦的工藝參數運行CAE分析,得到的翹曲值為0.505mm,經工藝參數優化后的翹曲值為0.3622mm,在優化因素水平下,制品翹曲量降低了28.3%,翹曲變形得到了明顯的改善。
[1] 申長雨,王利霞,張勤星.神經網絡與混合遺傳算法結合的注塑成形工藝優化[J].高分子材料科學與工程,2005,21(5):23-27.
[2] 李吉泉,李德群,郭志英.基于特征翹曲度優化的注塑模澆口位置設計[J].中國機械工程,2008,19(2):242-244.
[3] 桂勁松,康海貴.結構可靠度分析的改進BP神經網絡響應面法[J].計算力學學報,2005,22(1):127-130.
[4] Ozcelik B,Erzumlu T.Determination of Effecting Dimensional Parameters on Warpage of Thin Shell Plastic Parts Using Integrated Response Surface Method and Genetic Algorithm[J].Int.Commun.Heat Mass.Transf.,2005,32(8):1085-1094.
[5] Hou T H,Su C H,Liu W L.Parameters Optimization of a Nano-particle Wet Milling Process U-sing the Taguchi Method,Response Surface Method and Genetic Algorithm[J].Powder Technology,2007,173(3):153-162.
[6] Shen C Y,Wang L X,Li Q.Optimization of Injection Molding Process Parameters Using Combination of Artificial Neural Network and Genetic Algorithm Method[J].Journal of Materials Processing Technology,2007,183(2):412-418.
[7] ?ktem H,Erzurumlu T,Kurtaran H.Application of Response Surface Methodology in the Optimization of Cutting Conditions for Surface Roughness[J].Journal of Materials Processing Technology,2005,170(1):11-16.
[8] 龐善起.正交表的構造方法及其應用[D].西安:西安電子科技大學,2003.
[9] Wang G G,Shan S.Review of Metamodeling Techniques in Support of Engineering Design Optimization[J].Journal of Mechanical Design,Transactions of the ASME,2007,129(4):370-380.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36