汽車鏈滾子元件的高速多沖抗力研究
2010-06-04 09:14:36王淑坤孟繁忠
中國機械工程 2010年9期
王淑坤 馮 立 孟繁忠
1.長春理工大學,長春,130022 2.吉林大學,長春,130025
0 引言
鏈傳動以其高可靠、低成本、長壽命成為新型汽車發動機的首選,現代汽車關鍵部件里已廣泛地應用了正時鏈、機油泵鏈、平衡軸鏈、共軌泵鏈等汽車鏈[1]。汽車鏈的節距主要有 6.350mm、7.000mm、7.620mm、8.000mm、9.525mm、12.700mm等;鏈條結構型式有套筒鏈、滾子鏈和齒形鏈等。其中,滾子鏈以其成熟的設計技術、加工工藝、熱處理方法以及成本低廉的優點,占據了較大的汽車鏈市場。汽車鏈的工況不同于普通鏈條,其主動鏈輪轉速已高達5000r/min以上,有的已超過了10 000r/min,遠超出普通傳動鏈條的性能允許范圍。同時,汽車鏈的高速多沖、速度與載荷交變、強耐磨性、高可靠性以及振動穩定性等要求也構成了行業內的一大技術難點。但由于國產汽車鏈的高速性能與主機產品的要求存在一定差距,因而眾多高端主機廠的汽車鏈產品仍以進口為主。現有的常規技術已無法滿足汽車鏈開發的需求,因而高性能汽車鏈的研究成為本學科新的前沿研究領域[2]。
滾子是影響汽車用滾子鏈高速性能的關鍵。通常,中小規格滾子鏈在高速下運轉的主要失效形式一般表現為滾子和套筒的沖擊疲勞破壞[3]。對于汽車鏈條元件而言,其斷裂也主要發生在鏈板和滾子零件上。本文通過道路行駛和臺架模擬試驗,微觀分析汽車鏈滾子元件的主要失效形式,研究滾子在正常服役條件下的斷裂機制,對比分析滾子不同成形工藝下的特性,從而提出汽車鏈滾子元件的抗高速多沖的措施,為建立高速鏈傳動設計理論奠定基礎,也為提出具有我國自主知識產權的適應我國本土化的汽車鏈的關鍵設計制造技術提供理論和實踐依據。
1 汽車鏈滾子元件的主要失效形式
1.1 滾子的磨粒磨損
磨粒磨損是指由于硬質顆粒或硬突起物使材料產生遷移而造成的一種磨損。磨粒磨損很少是由一種單一的磨損機制所引起的,而經常是多種磨損機制綜合作用的結果,且隨著磨損條件的變化而不斷在不同機制之間轉化。
試驗規范:國產汽車發動機正時鏈06BT-1,滾子冷擠成形,節距p=9.525mm,以鏈條節數表示的鏈長Lp=64節,主動鏈輪齒數z1=19,從動鏈輪齒數z2=38,發動機額定功率P=83k W(5000r/min);小鏈輪最高轉速為 n1max=5200 r/min,多點電噴供油(MPI),設有阻尼器和張緊器,道路行駛14萬公里失效。
利用掃描電鏡對滾子內表面進行了分析,其微觀形貌如圖1所示。從試驗的磨損表面形貌圖片上,可清晰地觀察出磨粒磨損引起的犁溝,在相配合的套筒表面,也發現有方向一致的犁溝。這些微觀分析圖片顯示,汽車鏈滾子元件發生了磨粒磨損現象。
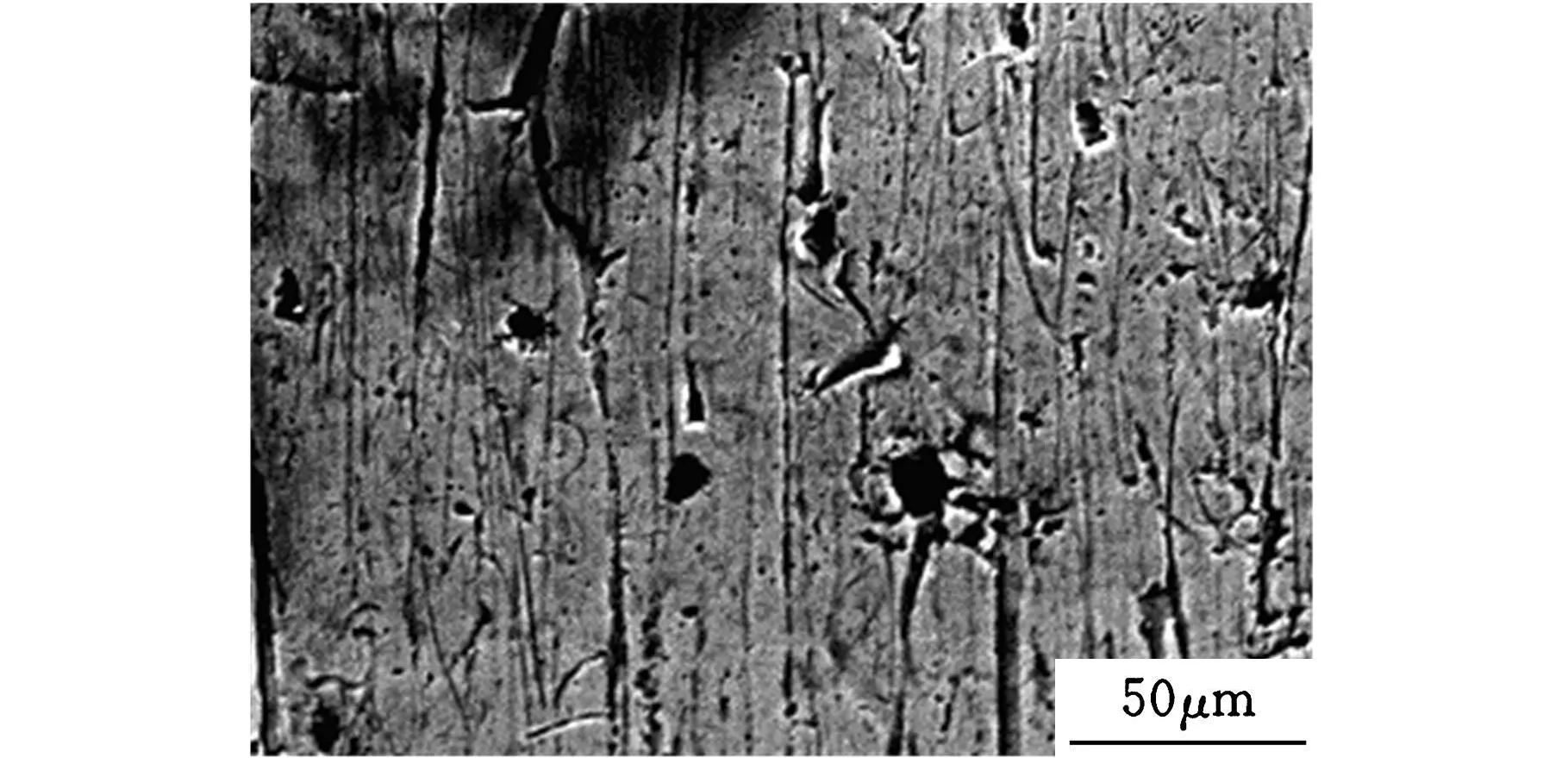
圖1 道路行駛14萬公里汽車鏈滾子內表面微觀形貌
1.2 滾子的疲勞點蝕
疲勞點蝕是指當兩個接觸體相對滾動或滑動時,在接觸區形成的循環應力超過零件材料的疲勞強度極限的情況下,在接觸表面層將引起裂紋,并逐步擴展,最后使裂紋以上的材料斷裂剝落下來的磨損過程。疲勞點蝕作為最普遍的失效形式出現在滾子外表面與鏈輪輪齒的相互嚙合接觸表面,其典型的特征為點蝕和剝落。微觀分析上述試驗鏈條滾子的點蝕表面(圖2),有大面積的點蝕坑和裂紋的擴展。這種失效形式不僅在很大程度上影響了鏈條的疲勞壽命,而且脫落的材料將進入潤滑液中,隨著潤滑劑的流動進入鉸鏈副,對銷軸與套筒的配合表面造成磨粒磨損[4]。另外,由于滾子的外表面的點蝕剝落,影響了滾子的表面狀態,當滾子與鏈輪齒嚙合時,還將進一步產生振動和噪聲。
1.3 滾子的多沖疲勞破壞
鏈條在嚙入過程中會由于多邊形效應而產生由嚙入沖擊引起的動載荷。而且,隨著鏈輪齒數的減少,嚙入沖擊增強。在滾子鏈傳動過程中,嚙入沖擊首先由滾子承受,然后再傳遞給套筒、銷軸和鏈板。這樣,滾子和套筒就受到反復多次的沖擊載荷,經過一定的循環次數后,就會發生小能量高周沖擊疲勞破壞,表現為滾子的斷裂或掉塊現象。嚙合時,滾子相對輪齒做滾動兼滑動的運動,因此,滾子上的沖擊力作用點是隨機變化的。中高速的鏈傳動的承載能力主要取決于滾子和套筒的沖擊疲勞破壞,且轉速越高,承載能力就越低[5]。
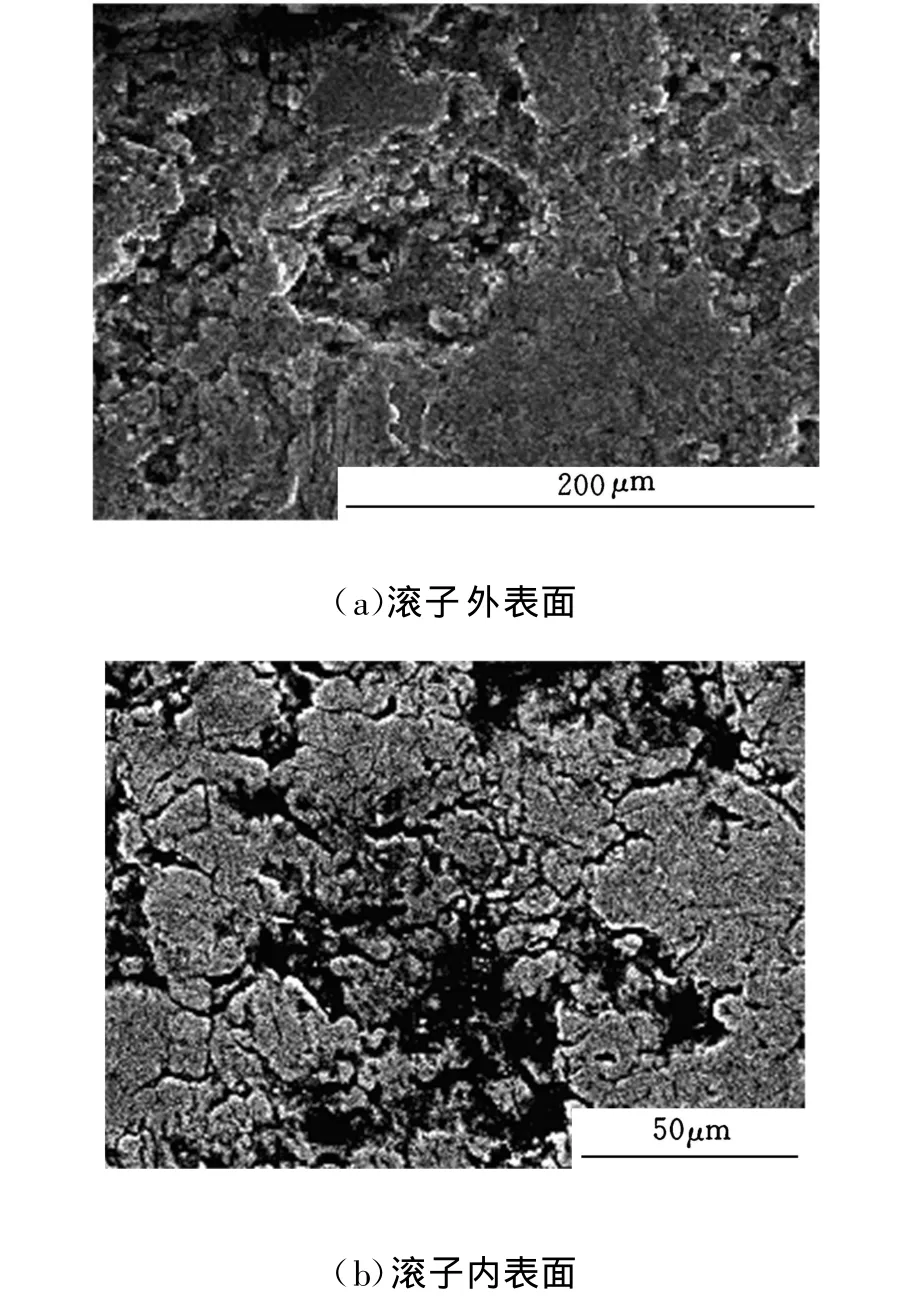
圖2 國產06BT-1汽車鏈滾子發生疲勞點蝕微觀形貌圖片
分析對象:國產06BT-1鏈條,臺架試驗500h,主動鏈輪齒數z1=19,從動鏈輪齒數z2=38,鏈長 L p=80節,滾子卷制成形,功率 P=8.0k W,主動鏈輪轉速為 n1=6000r/min。該試驗鏈條在運行至439h時出現滾子斷裂,將斷裂滾子制成樣件,利用掃描電鏡所得微觀斷口形貌如圖3所示。
根據滾子斷口的微觀掃描圖片,結合斷口分析理論,表明了汽車鏈滾子的斷裂屬于典型的延性斷裂。延性斷裂是指金屬材料在過載負荷的作用下,局部發生明顯的宏觀塑性變形后的斷裂。延性斷裂有兩種類型,一種是韌窩—微孔聚集型斷裂,另一種是滑移分離斷裂。在工程材料中延性斷裂反映為過載斷裂,即零件所承受的真實應力超過了危險截面處材料的強度所發生的斷裂。圖3中滾子的微觀斷口顯示為明顯韌窩狀,斷裂機制是微孔聚集型,零件成形的冷變形工藝如冷彎、冷鐓、冷拔、冷沖、冷擠壓等經常發生這種延性斷裂。
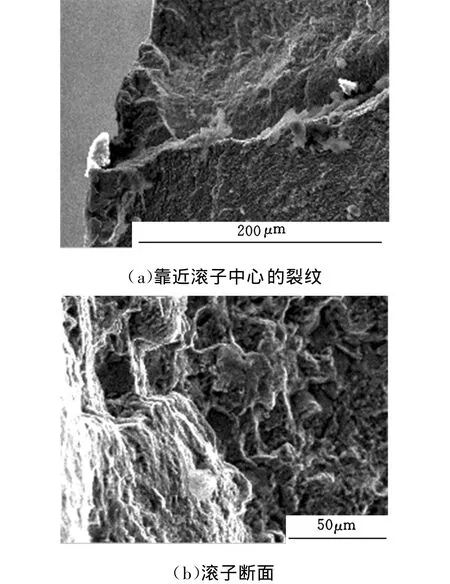
圖3 經500h臺架試驗主試鏈滾子斷口形貌
2 提高滾子高速多沖抗力的途徑
汽車鏈在高速區工作時,滾子的沖擊疲勞破裂是其主要的失效形式。滾子作為鏈條與鏈輪的嚙合元件,它直接承受著較大的沖擊載荷,在循環應力作用下,在滾子的應力集中區即滾子端部會萌生疲勞裂紋,并逐漸向滾子中部擴展,當滾子的制造工藝與加工質量達不到要求時,裂紋不斷擴展并導致端部掉塊或整體破裂。當產生破裂的滾子達到一定數量時,由于與鏈輪處于非正常嚙合狀態,工作張力急劇增大,最終導致鏈條斷裂失效。諸多資料顯示,滾子零件的斷裂與很多因素有關,如材料及組織、冶煉方法、加工方法、熱處理方法以及服役條件等。這些因素都不同程度地影響著斷裂的模式及機理,進而表現為不同的形貌。綜合分析以上因素的影響,可以從材料的選擇及熱處理工藝、成形工藝及外廓形狀等角度提高汽車鏈滾子元件的抗高速多沖的能力。
2.1 滾子的材料選擇及熱處理工藝
滾子與鏈輪、套筒之間的摩擦為滾動兼滑動摩擦,在良好的潤滑條件下,其磨粒磨損是次要的,關鍵是保證滾子具有較高的多沖疲勞抗性和一定的擠壓強度。在現有條件下,為了提高國產鏈條的性能,借鑒國外名牌滾子鏈的經驗,也為了彌補我國在冶煉水平與冷加工方面的不足,目前優質的國產汽車鏈條的滾子零件多采用較好的合金鋼。對于冷擠滾子,建議采用 20CrMnMo、20CrNiMo、35CrMo等材料,并進行滲碳或碳氮共滲處理工藝,可明顯提高滾子的多沖疲勞性能。而針對卷制滾子,可采用 50CrVA、35CrMo、42CrMo等,進行整體等溫淬火,也可顯著提高滾子的多沖抗力。
2.2 滾子的成形工藝
滾子的成形工藝比較復雜,目前,汽車鏈滾子零件的主要成形工藝為冷擠和卷制兩種。通過對這兩種成形工藝的滾子試驗檢驗發現,卷制滾子接縫周邊易產生劃痕與展延,冷擠滾子內表面會產生縱向劃痕與端部的橫向臺階。試驗研究表明,上述制造過程中的質量缺陷正是滾子破裂的疲勞裂紋源,也是影響汽車鏈國產化進程的一個重要瓶頸因素。下面對兩種成形工藝的滾子進行對比試驗分析。
2.2.1 冷擠滾子
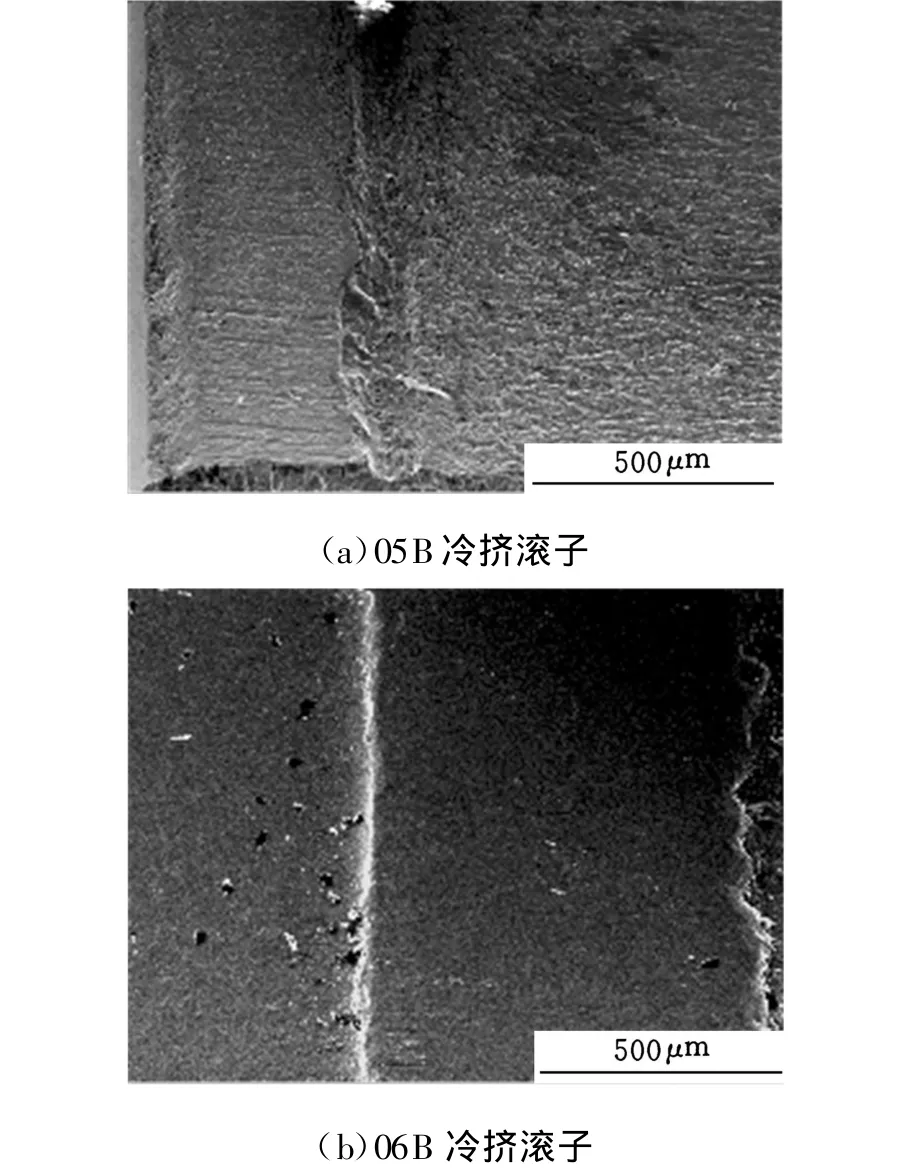
圖4 傳統工藝冷擠滾子的內表面微觀分析照片
傳統的冷擠滾子在使用模具加工時,在其內表面容易形成較深的縱向加工劃痕及不規則的橫向凹槽(圖4),在多沖循環載荷作用下,首先在縱向加工劃痕處萌生裂紋并擴展,導致滾子整體斷裂脫落;而在橫向凹槽處萌生的裂紋及擴展,一方面將導致滾子端部局部斷裂,產生“掉塊”現象,另一方面可能導致二次裂紋的萌生及向滾子中心方向的擴展,從而導致滾子的整體斷裂。與卷制滾子相比,冷擠滾子的生產效率高;同時,由于利用低碳合金鋼進行制造(通常汽車鏈的卷制滾子采用優質合金鋼制造),因而成本較低,但對加工設備、工藝要求高。本次試驗的冷擠滾子采用引進的高速五工位冷擠機制造,其模具采用了表面鍍鈦技術,由于采取了上述工藝、設備,使所加工的滾子內表面的縱向劃痕明顯變淺,橫向加工臺階平緩(圖5),這樣在很大程度上提高了滾子的抗多沖交變載荷的能力。
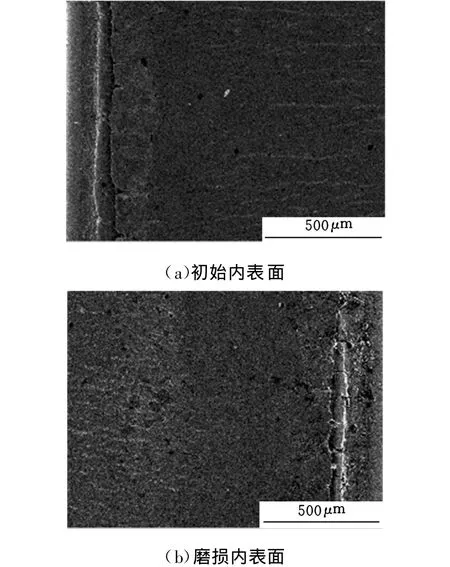
圖5 新工藝冷擠滾子內表面的微觀分析照片
從圖5所示的微觀分析照片上可以看出,由于滾子加工劃痕淺小,在其裂紋的生成過程中,由于摩擦表面的磨損使得原本淺小的劃痕減少,從而延緩了裂紋的生成,降低了擴展過程的速率,大大提高了滾子抗高速多沖的能力。滾子的抗高速疲勞的能力可以用沖擊循環次數N來衡量:

式中,t為時間,h。
本次試驗的汽車鏈滾子的沖擊循環次數已達N=1.37×107,而且尚未出現斷裂和掉塊現象,而傳統的冷擠滾子的沖擊循環次數通常為 N≤6.22×106,這表明了本次試驗的國產鏈條的冷擠滾子零件已經具有較高的多沖抗力,而且已被汽車主機廠認可。
國外汽車鏈滾子的加工設備先進,滾子的制造精度很高,無明顯的縱向加工劃痕和橫向臺階,因此裂紋的萌生和擴展較少,滾子的多沖疲勞抗力很高。圖6為日產06E-1汽車鏈在道路行駛試驗前后滾子的微觀掃描圖片,由于其加工工藝先進,新滾子的內表面并未見明顯的縱向加工劃痕,橫向臺階非常淺小。道路行駛試驗29萬公里后也難以看到擴展的裂紋,在500倍電鏡掃描下,才可見有微小的加工劃痕。通過試驗分析可知,改進滾子的成形工藝、設備和模具,對提高滾子的多沖疲勞抗力是尤為重要的。
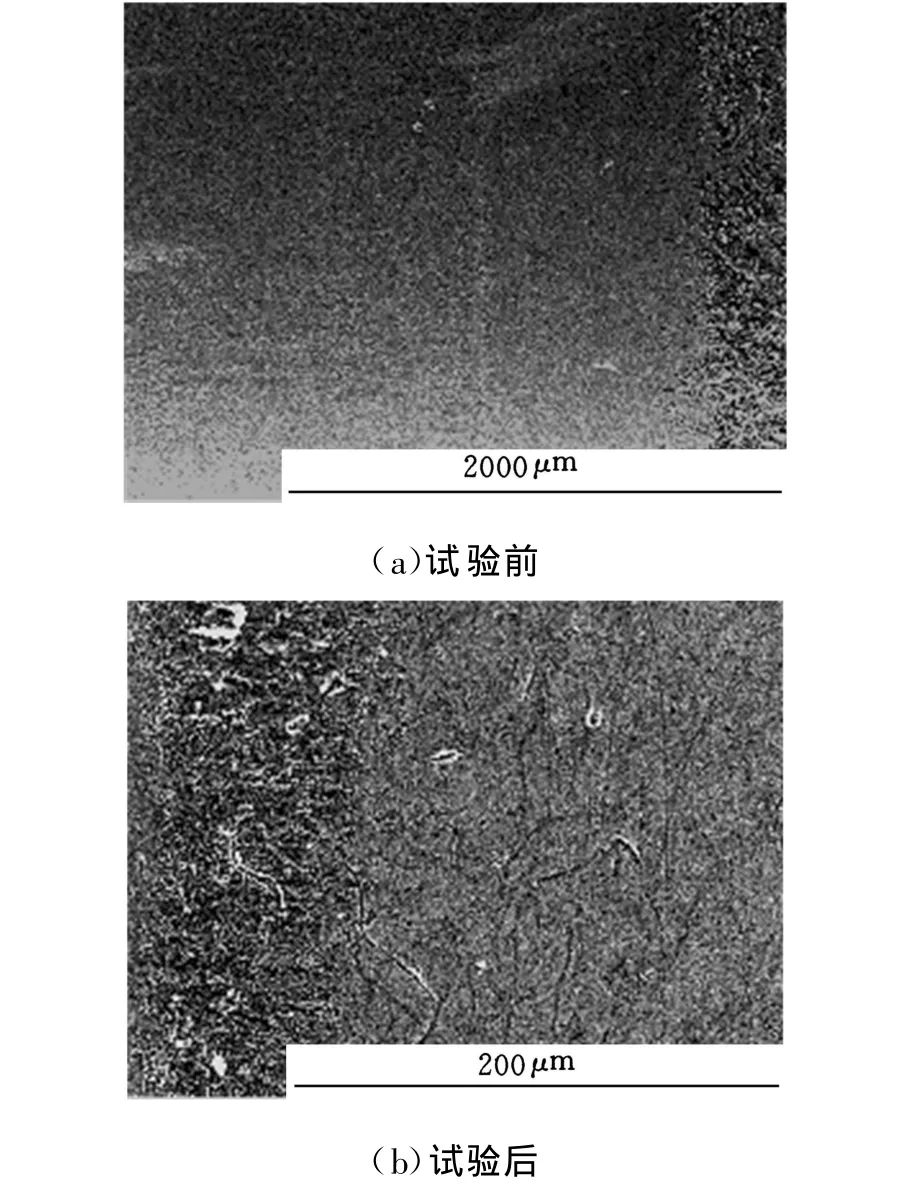
圖6 日產06E-1汽車鏈的冷擠滾子零件的內表面微觀形貌圖片
2.2.2 卷制滾子
采用卷制工藝成形滾子,不僅可提高滾子的同軸度,而且滾子坯料的金屬纖維方向使其具有較高的多沖抗力,其有縫的結構形式還具有緩沖和減振的功能。但卷制過程中容易在接縫周邊產生劃痕和局部展延,成為裂紋的萌生和擴展源。
進行微觀對比分析的是國產等溫淬火卷制新滾子,這種滾子在卷制過程中的擦傷表面宏觀可見,對其接縫處進行了微觀電鏡掃描,其微觀掃描圖片如圖7所示。這種滾子在接縫處周邊產生的劃痕及局部展延,必將成為裂紋萌生和擴展源,對滾子的性能及壽命產生一定的影響。文獻[6]曾對國產卷制滾子的06BT-1鏈條進行了微觀形貌分析,由于該鏈條滾子的卷制工藝很好,其接縫處周邊的劃痕很少,局部展延現象較輕,經500h發動機總成試驗后,滾子的內表面雖然已經產生了疲勞點蝕的剝落坑和微小的裂紋,但尚未發現任何滾子零件有明顯的斷裂和掉塊現象,其沖擊循環次數已達 N=3.19×107次,這表明了國產鏈條的卷制滾子零件已經具有較高的多沖抗力。試驗分析表明,對于卷制工藝,如果成形工藝合理(增加接縫兩端預彎工藝),在卷制滾子的接縫周邊不產生明顯的劃痕和局部展延,其有縫的結構形式具有緩沖、減振的功能,因而不僅其多沖抗力可以滿足主機要求,而且與冷擠滾子相比,還具有降低傳動噪聲的功效。
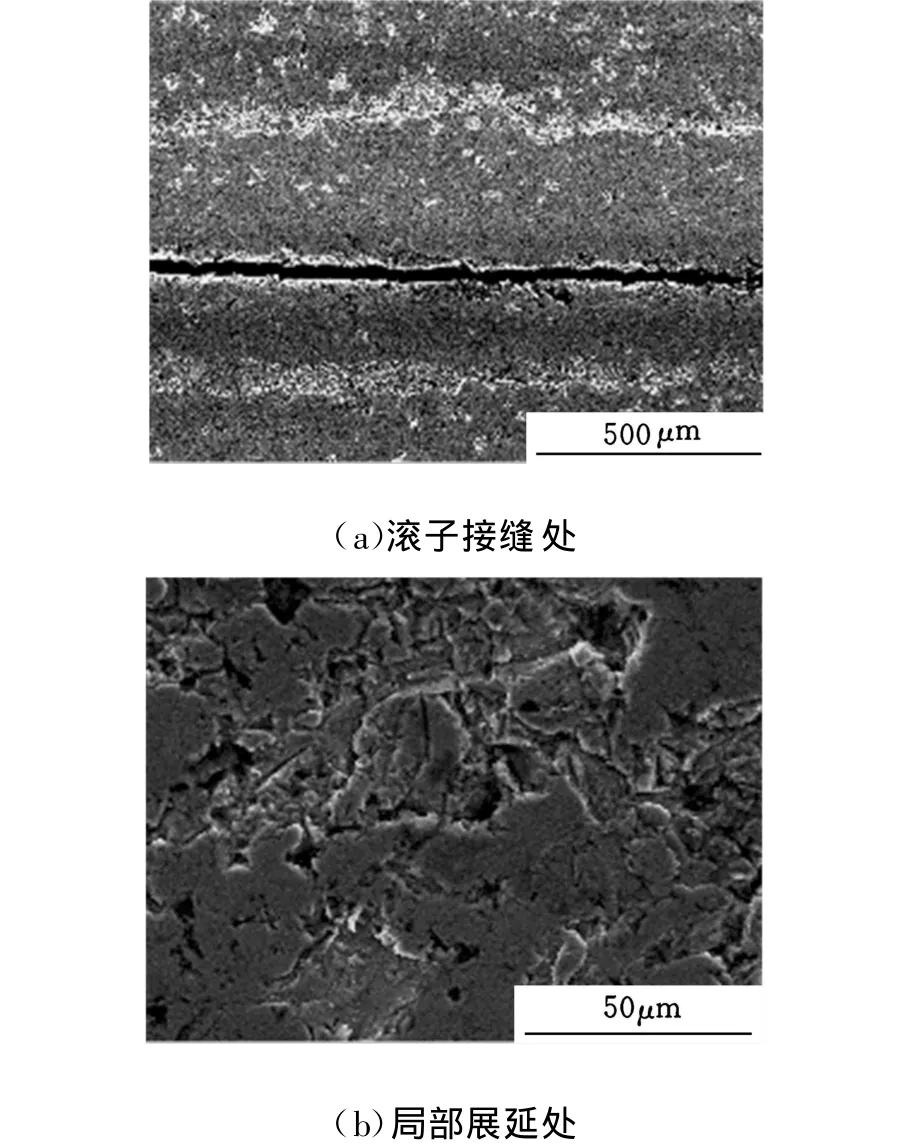
圖7 國產汽車鏈的卷制滾子零件的外表面微觀掃描圖片
從上述分析可知,只要成形原理和模具精度符合要求,兩種不同工藝成形的滾子均可以達到較高的多沖疲勞抗力,能夠滿足汽車鏈的使用工況。但大批量生產時,宜采用冷擠滾子,可以降低成本;而量小,且要求具有較高的緩沖吸振性能及制造精度時,建議采用卷制滾子。
2.3 滾子的外廓形狀
滾子在嚙合過程中將受到接觸載荷和沖擊載荷的作用,在載荷作用下將發生一定的彈性變形,合理設計滾子的外廓形狀,將有利于滾子變形后的受力,提高滾子的接觸疲勞強度和抗沖擊能力。在試驗中,利用激光外徑在線檢測儀和千分尺對不同生產廠家的多種滾子進行了多次測量,結果顯示滾子的外廓形狀不盡相同。在精確測量下,傳統的冷擠滾子外形多為錐形,其磨損外表面表現為一端磨損嚴重。主要原因是錐形滾子在成形時,其大端正是產生橫向臺階的那一端(由沖底工藝形成的),而大端首先接觸鏈輪齒,不僅一端磨損嚴重,而更重要的是大端的受力狀態由于橫向臺階的存在,容易使大端產生早期裂紋源,并進而擴展,表現為掉塊、產生二次裂紋,直至滾子斷裂失效。而日產滾子的外形呈現明顯的腰鼓形,當鏈條嚙入鏈輪時,由于彈性變形使腰鼓形滾子變為圓柱形,使滾子與鏈輪全面接觸,對比其磨損外表面,表現為磨損均勻。因此,建議冷擠滾子外形采用腰鼓形,以提高滾子的抗多沖疲勞斷裂的能力。目前,雖然國內的成形工藝設備還無法滿足要求,但有關冷擠設備的研究已經展開,而且其研究方向在國際上也可借鑒。
3 結論
(1)為提高滾子零件的抗多沖能力,滾子零件應該按照成形工藝的不同分別選擇:對于冷擠滾子,采用 20CrMnMo、20CrNiMo、35CrMo 等材料,并進行滲碳或碳氮共滲處理工藝;而針對卷制滾子,可采用50CrVA、35CrMo、42CrMo等材料,并進行整體等溫淬火。
(2)卷制滾子和冷擠滾子的成形工藝對于汽車鏈均是可行的,需結合設備和材料狀況而定。對于冷擠滾子,必須改進冷擠設備和工藝,提高模具精度,減小乃至消除冷擠造成的加工劃痕及臺階。對于卷制滾子,應增加接縫兩端預彎工藝,以改善接縫處的劃痕和局部展延問題,從而提高滾子的多沖疲勞抗力。
(3)通過上述精確測量冷擠滾子的外徑尺寸,首次揭示了冷擠滾子的斷裂失效的潛在因素。建議冷擠滾子外形采用腰鼓形,以提高滾子的抗多沖疲勞斷裂的能力。
[1] 孟繁忠.鏈條、鏈輪產品設計與檢驗[M].北京:機械工業出版社,1996.
[2] 孟繁忠,李啟海,許樹新.汽車發動機鏈條高速性能的試驗研究[J].機械工程學報,2002,38(7):62-64.
[3] 王淑坤,孟繁忠,程亞兵,等.汽車發動機正時鏈的多沖特性[J].哈爾濱工業大學學報,2005,37(4):495-497.
[4] 孟繁忠,程亞兵,董成國,等.汽車發動機鏈條的微動磨損現象研究[J].潤滑與密封,2006,35(10):36-38.
[5] 劉曉論,王樹奇,許樹新,等.國產滾子鏈的高速性能及其分析[J].農業機械學報,1998,29(2):114-115.
[6] 王淑坤.汽車發動機滾子鏈的失效機理及其關鍵設計制造技術[D].長春:吉林大學,2006.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02