滾動軸承失效影響因素與影響機制
2010-07-25 08:06:18王曉青夏水華
軸承 2010年11期
王曉青,夏水華
(黃石理工學院 機電工程學院,湖北 黃石 435003)
1 引言
旋轉機械多用滾動軸承,軸承失效輕要停機維修,重則造成機器損毀甚至重大事故。軸承失效后簡單地更換并不能排除再次失效的風險,需要分析失效成因并加以改進。就個體看,軸承失效原因千差萬別,但失效樣本數較多時,就能發現實際存在的軸承失效影響因素集。尋求全集的意義在于建立軸承生命期質量概念,通過遍歷全集中的元素,達到主動改善軸承生命質量的目的,防止同因復現導致軸承失效。
實際上,每套軸承的失效過程都是一個“試驗”,其數據在實驗室中難得,棄之可惜。如果僅止于獲得某個一定的試驗環境對應的試驗結果,遇到新的使用環境,很難有100%相符的先例可循,而忽略那些固定試驗條件之外的影響因素,又要承擔不可預知的風險。考察所有這些“試驗”樣本,就能獲得可為更一般條件下利用的影響因素集。
為了建立軸承失效影響因素集,調查和分析了來自不同機械的大量失效軸承信息,發現了不同生命期階段影響失效因素。失效軸承樣本來自汽車、摩托車、船舶、飛機、發動機、電動機、軋鋼機、壓縮機、風機水泵、工程機械、機車車輛、港口裝載、石油與礦山機械等多種設備,軸承服役環境和受載類型具有一定代表性。
2 軸承失效影響因素按階段分類及相關性分析
軸承生命期按時序可分為設計、制造、使用與維護、失效等幾個階段。為防早期失效,需要了解軸承生命期哪些因素影響其失效,有單一因素所致,也有一個或多個階段多因素所致。對導致116套軸承早期失效的因素統計分析見表1。
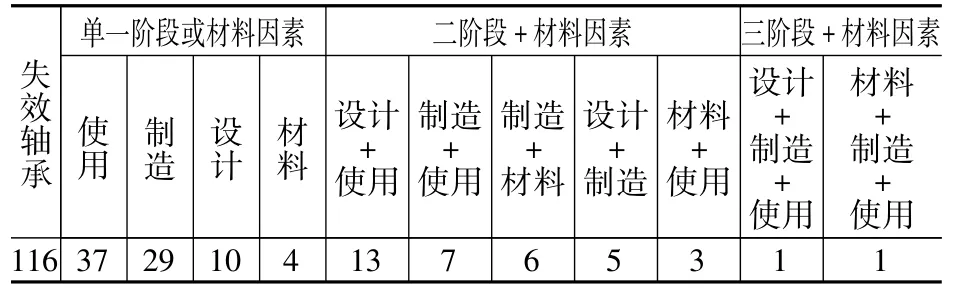
表1 軸承失效影響因素按生命期階段分類及影響項次分析
對表1中數據進行處理得表2。由表2可看出,53.4%的軸承失效與使用相關。

表1 常見軸承型號的脫模角 (°)

表2 軸承失效與設計、制造、使用階段和材料的相關性分析
軸承是機器的重要部件,軸承失效影響機器運轉,軸承失效也受機器影響,所以這里把軸承設計和機器設計、軸承制造和機器制造作為一個整體考察。表3中的分類則是為了分別考察機器和軸承設計、制造對軸承失效的影響。

表3 以軸承、機器和材料為對象對軸承失效影響因素進行分類分析
從表3可以看出:軸承制造與機器制造對軸承失效的影響項次比為6:1,這表明,機器制造者要選擇質量信譽好的軸承制造商;機器設計與軸承設計的影響項次比約為3:2,表明機器系統設計對軸承失效影響明顯,而且軸承設計影響失效約占失效樣本數的10%,足見機器與軸承協同設計的重要性。
設計選材和材料質量都對軸承失效產生影響。從失效樣本看,材料質量約為材料選擇影響項次的3倍,表明需要對軸承材料質量進行嚴格控制,對特殊用途軸承,更有必要將質量控制向材料供應甚至冶煉環節延伸。
3 生命期各階段影響軸承失效的因素
3.1 設計階段影響軸承失效的因素
以滾子軸承為例,失效軸承樣本數據(表4)表明,設計階段對軸承失效影響因素出現項次較多的分別是機器系統設計、軸承選材、保持架、托架、軸承座結構和軸承的原始徑向游隙設計,前6項影響項次為34次,占總項次的82.9%。樣本中軸承設計對自身失效影響因素有:選材、保持架、軸承游隙、滾子直徑與長度、滾子與擋邊之間間隙和端面表面粗糙度,其影響項次約占設計階段影響總項次的40%。
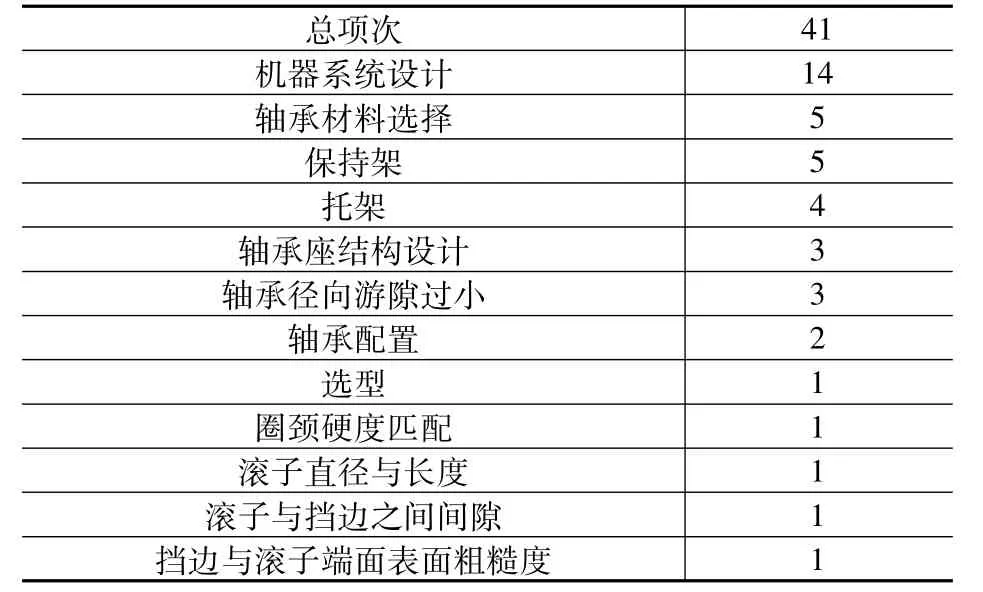
表4 設計階段對軸承失效影響因素及影響項次
3.1.1 機器系統設計對軸承失效的影響
3.1.1.1 載荷類型、大小和平衡
軸承失效樣本分析表明,載荷類型、大小和平衡對軸承失效影響明顯,軸系靜動平衡設計(軸向推力、葉輪平衡)、高轉速引起的慣性力、軋輥送進角、軸承間載荷分配不當、傳動機構阻力過大等,都對軸承失效產生影響。
機器軸系零部件由于制造、安裝誤差或結構原因,造成軸系重心偏移或慣性矩不為零,工作時不可避免要對軸承產生附加動反力,轉速越高,慣性載荷越大,附加軸向力也越大,對軸承壽命影響就越大,是造成高速轉子軸承過早失效的主因之一。因此,在設計時,對高速轉子除要考慮主動力引起靜反力,還要考慮附加動反力的影響;在制造安裝時,必須進行動平衡試驗,保證軸系動平衡。
某無扭軋機錐箱軸承失效,檢測和計算結果表明,失效是因軸承外圈在工作時承受了過大載荷,在很短時間就產生大面積大塊狀接觸疲勞剝落,隨后引起滾道雪崩似的大面積損傷。根據失效分析結果,調整了軸承安裝間隙,進一步控制軋鋼溫度,尤其是鋼溫均勻性,有效地防止了異常載荷和交變疲勞載荷的產生,軸承壽命得到了恢復性提高。
3.1.1.2 軸承座與托架設計
某調心滾子軸承外圈油槽寬為5.5 mm,3油孔徑為3 mm,而用于安裝該軸承的軸承座內徑上開有寬20 mm、深5 mm環形油槽,其中有14.5 mm寬度沒有與軸承外圈接觸,軸承座孔在孔平面及其剖面上變形均不均勻,降低了軸承承載能力。
要完全達到軸承承載能力,軸承內、外圈須沿全表面及全滾道寬度與支撐面緊密接觸。軸承座必須達到足夠的制造精度,并且表面無間斷,即無溝、槽、孔。壁板中心、軸承座中心和軸承中心必須呈“三心一線”。
3.1.1.3 徑向配合(間隙或過盈)與軸向游隙
機器在運轉中會產生熱量,如果潤滑和冷卻不良,軸承會隨溫度上升而膨脹。而當軸承游隙變小時,滾動體滾動受阻,又加劇溫度升高,直至抱軸卡死。當抱軸力大于軸承內圈內徑與軸頸表面之間的緊固力時,就會引起內徑與軸頸表面的滑動,造成黏附磨損。
軸承與軸配合時過盈量不夠,工作時會發生振蝕現象,引發軸承與軸之間產生相對滑動,摩擦產生高溫,導致軸承內圈與軸之間出現焊合與撕裂,在接觸面上就會有金屬遷移現象,結果是材料較軟的軸表面金屬被遷移到軸承內圈內徑表面上。高溫還將使軸承內徑表面局部加熱,受熱區內部組織和應力也會產生變化,繼續運轉就會發生龜裂和剝落,剝落碎屑又被輾入較軟的軸接觸表面,結果是不僅軸承而且軸也將損壞[1]。
3.1.2 軸承設計對軸承失效的影響
3.1.2.1 軸承材料選擇
選擇軸承材料時,除考慮強度、剛度及韌性等因素外,還要考慮對腐蝕、振動等特殊環境的適應性。對某軸承失效分析發現,GCr15鋼鋼球表面呈深灰色,且存在灰黑色絲狀腐蝕特征,腐蝕區深入鋼球基體數十微米。根據觀察及能譜分析判定,鋼球表面發生了典型的絲狀腐蝕,主要原因是膜層表面存在微觀孔隙或局部破損,水或腐蝕介質滲入膜下與金屬基體形成微電池所致。
3.1.2.2 隔圈倒角設計
軸承零件倒角過小會引起應力集中和產生裂紋。但隔圈倒角太小造成潤滑不足,對滾子端面疲勞剝落也有一定影響,卻容易被忽視。
3.1.2.3 保持架
在設計保持架端面與滾子端面接觸面時,內徑及外徑向端面斜切一角度,這樣做的好處一是有利于潤滑脂進入滾子支柱孔,改善支柱和滾子兜孔之間的摩擦;二是減少保持架和滾子端面接觸面積,改善接觸特性,從而可避免因過分摩擦引起的燒傷、膠結現象[2]。
用B275TZ等材料沖壓制作保持架時,沖壓過程中圓弧過渡處容易形成毛刺,當模具老化或凸、凹模間隙控制不良時容易形成較大的剪裂帶和毛刺,保持架窗孔的圓角過渡處可能出現撕裂,形成內在質量隱患。用沖壓方法加工保持架,必然形成表面拉應力,尤其是保持架小端窗梁根部圓角過渡處拉應力最大。當拉應力超過材料的塑性極限時會產生微裂紋,肉眼難以發現,軸承在使用過程中受到反復沖擊、振動載荷作用使其窗梁或圈梁的微裂紋進一步擴展,最終導致保持架破壞和軸承失效。
3.1.2.4 原始徑向游隙
某型拖拉機變速箱用軸承原始徑向游隙為0.025~0.05 mm,而軸承在安裝后,實際工作游隙已為零甚至負游隙,因而易出現徑向夾緊現象,摩擦急劇增加,溫度升高,導致軸承過熱運轉。改進后,原始徑向游隙增大為0.045~0.07 mm,效果良好[3]。
3.2 制造對軸承失效的影響因素
失效軸承樣本中,軸承制造對其失效的影響項次較多的分別是熱處理工藝與質量(35%)、機加工質量、裝配和成形質量(表5)。

表5 軸承制造對失效影響因素項次分類統計
3.2.1 熱處理工藝與質量
熱處理工藝不當及質量不足影響軸承零件強度、韌性及耐磨性等,如淬火微裂紋、不良金屬組織與組織不穩定、硬度低、氫脆、殘余應力等,降低軸承使用壽命。
某起重機軸承先后發生鋼球斷裂和內圈內唇多裂源斷裂,從內圈橫截面上觀察,心部未完全淬透,靠外區域組織為隱針狀回火馬氏體和針狀回火馬氏體,心部組織為粒狀珠光體+隱針狀回火馬氏體,造成內圈內、外唇硬度高于心部。軸承內外圈碳化物為網狀4級,而鋼球碳化物呈帶狀。
某發動機軸承因GCrl5滾動體掉塊失效,分析確定為非正常沿晶脆性斷裂,試驗結果表明,在900℃以上熱處理時斷口沿晶特征漸現,到1 000℃就變為典型的沿晶斷口,并伴隨晶粒粗大化,證明滾動體掉塊與其熱處理時局部接觸900℃以上高溫有關。
3.2.2 磨削加工質量
某圓錐滾子軸承因磨削過程中內圈滾道產生留邊造成早期失效。圓錐滾子軸承在零載荷條件下滾子與滾道之間的接觸為線接觸,由于內圈滾道磨削留邊,導致其與滾子之間由線接觸變為近似點接觸。因此,軸承工作時,其滾子承受很大剪切應力作用,當剪切應力超過材料強度極限時,便產生疲勞裂紋。隨著循環載荷作用,疲勞裂紋沿晶界擴展最終剝落,導致軸承早期疲勞失效。
3.2.3 成形與鍛造工藝質量
某軋機軸承由于滾道上有鍛造折疊裂紋,使用過程中,在內圈的殘余拉應力、過盈配合應力及軋制應力共同作用下,鍛造折疊裂紋源開始緩慢擴展,加之材料內部夾雜物較多且集中,破壞了材料連續性,降低了材料強度,裂紋擴展到一定深度和長度后,在巨大的周向應力作用下,裂紋失穩擴展,內圈沿軸向斷裂。
3.3 使用階段對軸承失效的影響因素
如表6所示,失效軸承樣本中,使用階段對軸承失效的影響因素前6項占總項次的80%。

表6 使用階段對軸承失效的影響因素及項次
3.3.1 潤滑質量
失效軸承分析表明:潤滑系統設計、潤滑劑選擇、異物進入潤滑劑、潤滑劑失效與更換不及時對軸承失效有顯著影響。
某龍門吊行走機構軸承產生黏附磨損,主要原因是潤滑油嘴設計不合理。潤滑油嘴設計在悶蓋上,軸承水平布置,注油時只能將潤滑脂注入到脂腔中,而不能將新的潤滑脂直接注到軸承滾道中。
對某高速動力車托架軸承進行失效分析發現,潤滑油中含有大量水分是導致軸承失效的直接原因。因對動力車在高速狀態下的特性及其與環境的關系等認識不足,托架油箱結構設計不合理,造成托架箱進水。研究表明:僅用0.002%的清水污染潤滑油,會使軸承壽命減少約48%;清水達到6%時,壽命會減少約83%。污染物若帶腐蝕或磨礪性,軸承壽命減少更多[4]。
某航空發動機軸承失效則是因石墨環隨動圈磨損,使得大量石墨顆粒進入溝道,與潤滑油形成油泥,阻滯軸承滾動,引起軸承發熱,導致潤滑失效,最后造成軸承失效。
一碎渣機軋輥軸承失效,更換時在軸承座潤滑油中檢查出大量灰渣雜質。分析發現設計選用的骨架油封只能防止固態潤滑脂外漏,卻無法擋住渣水進入軸承座。端蓋結構密封方式不合理,骨架油封與軸頸直接接觸,長期運轉引起軸頸磨損,致使渣水進入軸承座,是造成軸承損壞的主因。
3.3.2 安裝
某核電站風機,因裝配工藝對軸承安裝無明確要求,導致裝配時軸承與軸配合過盈量過大,使剩余游隙過小,運行中軸承磨損大,溫度高,潤滑質量漸失,產生異常磨損和高溫過熱,緊定套膨脹并與軸徑產生滑動,最終造成風機損壞[5]。
某渦輪增壓器角接觸球軸承內圈溝道產生嚴重爬行現象,分析認為在軸承安裝時,未能使雙半內圈四點接觸球軸承與角接觸球軸承內圈端面完全接觸,導致系統的軸向載荷主要作用在角接觸球軸承上,過高的軸向載荷超過了角接觸球軸承疲勞強度極限。軸承在高速、重載情況下振動增大,潤滑及散熱情況急劇惡化,導致軸承保持架斷裂。
軸承內圈端面與鎖緊螺母之間的預緊力不足會產生振蝕現象。
3.3.3 過載與偏載
當軸承在使用時由于過載等原因使表面局部溫度升高到軸承鋼的Ac1以上時,表面組織便重新奧氏體化,在隨后的冷卻過程中,再次淬成淬火馬氏體,產生二次淬火燒傷。
某軋鋼機用672736軸承失效,分析表明該軸承在使用時受力超過內圈所能承受的接觸疲勞強度,造成內圈表面產生小塊金屬剝落,進而導致滾動體表面產生麻點和軸承內、外圈磨損。
對于熱軋帶鋼軋機,由于軋材金屬熱流動性強,不易在上、下工作輥之間傳遞軸向剪應力,因此,軸向力產生的主要原因是工作輥與支承輥軸線不平行。而圓柱滾子軸承對角度偏差極為敏感,工作輥軸線與支承輥軸線稍有傾斜,就會使軸承受力不均,發生徑向力偏聚,產生較大附加軸向力。偏差越大,軸向力越大,當推力軸承不能抵消產生的軸向力時,將會發生軸向竄動,使一側滾道產生接觸疲勞剝落,導致早期失效。
3.4 材料對軸承失效的影響因素
失效軸承樣本中,材料對軸承失效的影響因素主要有材料中夾雜物、化學元素超標及冶煉缺陷等,前3項占總項次的86%(表7)。

表7 材料對軸承失效的影響因素及項次
非金屬夾雜物尤其是氧化物類夾雜物對軸承的接觸疲勞強度有顯著影響,鋼中存在的氧化鋁、球狀變形量小的夾雜對接觸疲勞壽命危害最為嚴重。據文獻介紹,引起材料疲勞破壞的夾雜物臨界尺寸隨距表面的深度增加而變大。一般認為,在試樣表層能影響疲勞破壞的夾雜物尺寸的下限為8μm,甚至是6μm。對一失效套圈的工作表層進行夾雜物檢查時,僅在所取長度為15 mm的金相試樣中就發現條狀硫化物和球狀氧化物復合夾雜長度達28μm,球狀氧化鋁夾雜大于10μm,都超過了上述限值。從失效套圈中觀察到表層內萌生裂紋的夾雜物,其長度約為14~18μm,也大于其限值。由此認為,大顆粒夾雜是導致套圈早期失效的主要原因[6]。
某送風機失效軸承外圈表面磨損脫落,從測試結果看,其硬度較GCrl5鋼正常的淬、回火組織硬度明顯偏低。對于GCr15軸承鋼,其鉻含量偏高,碳含量偏低,導致殘留奧氏體含量減少,碳化物分布不均勻,使材料表面硬度下降,耐磨性降低,還使軸承鋼的沖擊韌度和疲勞強度下降。
4 結束語
(1)機械產品要按照生命期質量目標設計,只有包括滾動軸承在內的基礎零部件都實現生命期質量目標,產品生命期質量目標才可能實現。
(2)軸承生命期質量受多階段多因素影響,建立和利用軸承失效影響因素集,為實現軸承生命期質量目標創造條件。
(3)逐步完善軸承失效影響因素集,并籍以修改和補充相關文獻,引導機械工程技術人員建立具體而不只是抽象的軸承和機器產品生命期質量概念。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
