DZ系列紡錠軸承振動測量方法
2010-07-25 08:06:22陳芳華蔡麗萍王蘭英蔣智杰
軸承 2010年11期
陳芳華,蔡麗萍,王蘭英,蔣智杰
(杭州軸承試驗研究中心有限公司,杭州 310022)
DZ系列紡錠軸承(以下簡稱紡錠軸承)為無內圈、兩擋邊均分離的向心圓柱滾子軸承,主要用于棉、毛、麻、緝、化纖純紡和混紡的粗、細紗機及捻線機的錠子上,轉子在紡錠軸承滾子組內復圓表面高速旋轉。隨著人們對工作環境要求的不斷提高,對紡機噪聲提出了越來越高的要求,其大小已成為紡機質量優劣的重要指標之一,由于軸承是紡機的主要噪聲源之一,所以對紡錠軸承噪聲的控制已勢在必行,迫在眉睫。
要實現對紡錠軸承噪聲的控制,首先要實現紡錠軸承噪聲的快速測量。由于紡錠軸承的噪聲與振動存在密切相關,通過軸承振動控制能達到軸承噪聲控制已成行業共識[1]。早在20世紀80年代中期,國內紡織機械廠就開始檢測紡機軸承的振動,但由于紡錠軸承結構的特殊性,其振動測值極為不穩定,故在FZ/T 92025—2008標準發布前,一直未形成DZ系列紡錠軸承振動測量的標準方法,至今還沒有該類軸承的振動技術條件,對該類軸承振動質量缺乏規范的評價方法。
文中從測量夾具、測量載荷、驅動芯軸、測振潤滑等方面進行了試驗與分析,結合ISO 15242-4:2007標準對圓柱滾子軸承振動測量的推薦建議,提出了紡錠軸承振動的測量方法,并對8個規格型號,共28個批次(每批次20套,共560套)軸承樣品進行了測試、統計和分析,提出了V1,V2和V3三個振動組別的技術條件草案。
1 振動測量方法
1.1 測量物理量
振動測量的物理量可以是位移、速度和加速度3種物理量中的任何一種。但由于軸承振動的幅值一般會隨著頻率的增高而減小,在幾千Hz時,能減小到納米級,使得位移傳感器很難測出高頻振動信號。加速度傳感器的振動信號與頻率的2次方成正比,故對低頻振動信號不敏感。而速度型傳感器的振動信號與頻率成正比,所以,速度型傳感器是軸承振動測量的較適用傳感器[2]。測量物理量推薦為速度,單位為μm/s。
1.2 測振目的與測量信號
軸承的旋轉軸線呈現6個基本自由度的運動,其中1個為旋轉運動,另5個為非旋轉自由度上的位移,即軸承的運動誤差。振動是由運動誤差引起位移的結果。旋轉軸承的運動誤差是軸承旋轉時進行相對運動的各零件滾動表面幾何形狀不理想所致。本測量方法的測振目的是呈現軸承零件滾動表面加工的形狀誤差,為軸承產品制造過程診斷或產品質量評定提供依據。鑒于紡錠軸承結構總體歸類為向心圓柱滾子軸承,故參照ISO 15242-4:2007標準,測振時施加徑向載荷,將傳感器側頭接觸于滾道中部位置所對應的外圈外徑表面上方,測量軸承外圈徑向振動信號。
1.3 測量夾具
由于紡錠軸承的結構具有無內圈、兩擋邊均分離的特點,其振動測值影響因素較多,故其測值具有較大的不穩定性。為使測值穩定,測量重復性好,測振時推薦采用專用夾具將軸承2分離擋圈進行固定,并采用標準芯軸驅動,即標準芯軸在紡錠軸承滾子內復圓表面旋轉并驅動滾子滾動,從而激勵軸承外圈振動,用傳感器拾取外圈徑向振動信號。測振原理如圖1所示。
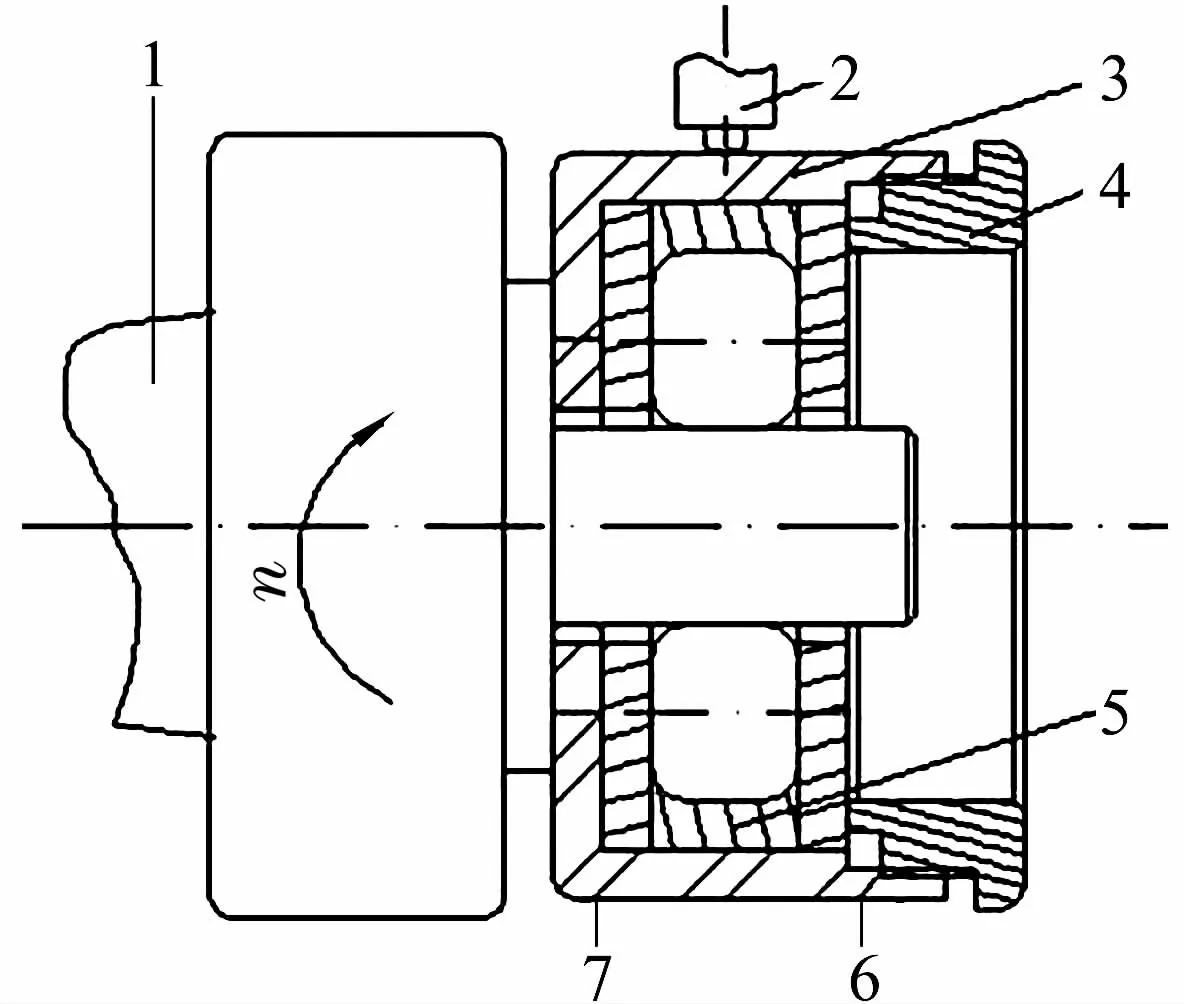
圖1 紡錠軸承測振原理圖
基于上述測振原理,夾具對振動測值影響較大的因素主要有夾具套與軸承外徑的配合間隙、夾具套(包括緊固螺母)的質量以及驅動芯軸的旋
轉精度和表面形狀誤差等。
1.3.1 夾具套與軸承外徑的配合間隙
為了保證快速測振,軸承外徑與夾具套必須采取間隙配合,確保軸承以滑配裝入夾具套內。但如果配合間隙過大,將造成測值重復性不好。由于紡錠軸承的外徑公差為h5,故夾具套的內孔公差推薦為H5,且應具有最小的形狀誤差。
1.3.2 夾具套的質量
夾具套與軸承外圈及兩擋圈固定,夾具套質量(包括緊固螺母)的大小直接影響振動測值。為了在同一狀態下評價軸承零件滾動表面形狀誤差的優劣,同一型號軸承的夾具套質量必須一致。從理論上說,夾具套的質量越小越好,結合夾具套剛性等因素,夾具套壁厚推薦為2~2.5 mm,材料為GCr15,硬度為61~65 HRC。
1.3.3 驅動芯軸的旋轉精度與表面形狀誤差
由于紡錠軸承無內圈,故驅動芯軸相當于滾動軸承的內圈,驅動芯軸的旋轉精度和表面形狀誤差均對振動測值產生直接影響。故驅動芯軸的旋轉精度與表面形狀誤差應控制在一定范圍內。推薦值如表1所示。

表1 驅動芯軸的主要技術規范 μm
1.4 測量轉速
軸承振動在旋轉動態下測量,測量時外圈靜止不轉,驅動芯軸以某一恒定轉速旋轉,轉速與軸承的尺寸和結構有關。參照ISO 15242-4:2007標準,紡錠軸承振動測量的轉速設定為1 764~1 818 r/min[3]。
1.5 測振潤滑
在以產品質量評定為目的測振時,某些可滿足振動測試的潤滑要求的防銹劑可不必清除;在以產品制造過程診斷或產品質量比對為目的測振時,應對軸承進行有效清洗,注意不要引入污染物或其他振源。經清洗的軸承待清洗劑揮發干后,應使用清潔的低黏度潤滑油對軸承進行充分潤滑。按ISO15242-4:2007標準的推薦,潤滑油的公稱黏度應為10~100 mm2/s。潤滑油的黏度越大,軸承振動測值對零件滾動表面形狀誤差的反應越不敏感,故參照JB/T 5313—2001標準,推薦L-AN15全損耗系統用油作為紡錠軸承測振潤滑用油,其公稱黏度為13.5~16.5 mm2/s[4]。
1.6 測量載荷
為使軸承運轉平穩,測值穩定,紡錠軸承振動測量時應在軸承外圈寬度中部位置施加徑向載荷,其加載原理如圖2所示。
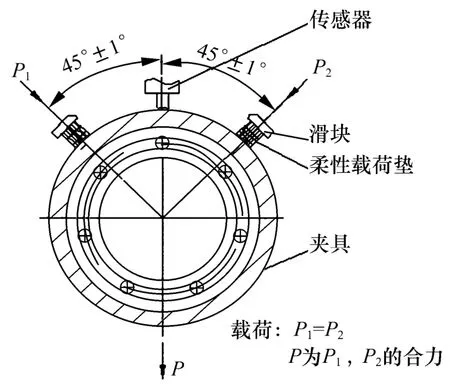
圖2 加載原理圖
在n=1 800 r/min和LN-15全損耗系統用油潤滑狀態下,對DZ1,DZ2,DZ4,DZ5和DZ6 5種型號軸承進行測量載荷試驗。結果表明,對于DZ1,DZ2和DZ4軸承,當測量載荷P小于20 N時,振動測值不穩,即在軸承運轉過程中,振動讀數時而變大,時而變小,測值變化在50%以上,從揚聲器聲音監聽中也反映出該現象;當測量載荷增大到30 N時,這一現象基本消除,讀數指針基本穩定,僅有個別軸承偶有不穩;當測量載荷增大到40 N時,軸承振動達到穩定狀態,且繼續增大到50 N和60 N時測值基本不變。而對于DZ5和DZ6軸承,當測量載荷增大到50 N時軸承振動才達到穩定狀態,繼續增大到60 N和80 N時,測值基本不變。試驗結果表明,紡錠軸承振動測量時必須給予一定的徑向載荷值,該載荷太小時,將使軸承在測振過程中處于運轉不穩定狀態。通過試驗,推薦紡錠軸承振動測量的徑向載荷如表2所示。

表2 紡錠軸承振動測量徑向載荷
1.7 頻率范圍
參照ISO 15242-4:2007和JB/T 5313—2001的標準,設定按表3規定的3個頻段范圍測量速度信號[3-4]。
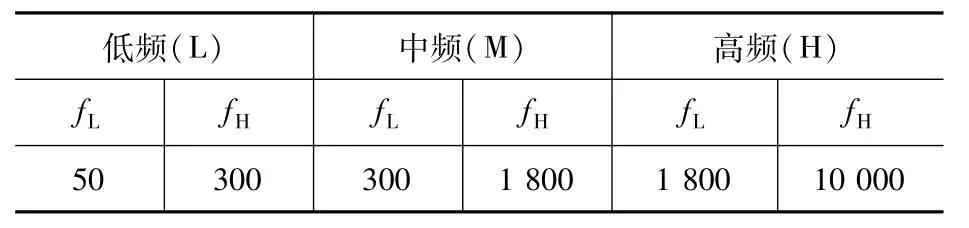
表3 設定的頻率范圍 Hz
注:fL,fH分別為低、高截止頻率。
2 紡錠軸承振動技術條件確定
2.1 確定原則
軸承振動質量水平是軸承動態性能質量的綜合反映,本技術條件限值的確定未進行紡機噪聲相關性研究,僅根據現有國產軸承大量樣本的收集、測試及振動測值的數據統計分析,以及樣品應用領域的調查與跟蹤。技術條件的確定首先應考慮到國內目前產品的實際振動質量水平,同時還應考慮到標準的先進性以及先進標準對產品質量的促進作用。為體現產品質量的優劣,促進行業產品質量的進一步提高,為軸承用戶根據不同使用要求選用不同質量等級的產品提供參考依據,技術條件按振動質量水平分為V1,V2和V3 3個組別,其振動質量由低到高排列。
2.2 技術方案的確定
軸承振動值在結構已確定的前提下,與外形尺寸直接相關,國內、外的軸承振動技術條件有的以內徑尺寸為依據,有的以外徑尺寸為依據。考慮到國內現有其他結構類型的軸承振動技術條件,如深溝球軸承、圓錐滾子軸承、圓柱滾子軸承等,均是以內徑尺寸為依據的,故以滾子組公稱內徑為依據,確認其與振動測值的相關性。
2.2.1 滾子組公稱內徑與振動測值的相關性
對8個型號28組樣品共560個實測數據進行處理,得到紡錠軸承的低、中、高頻振動值(VL,VM,VH)與滾子組公稱內徑(Fw)的有關統計量如表4所示。
用表4中的統計量對560個實測數據進行線性回歸(V=β0+β1Fw),得到紡錠軸承的低、中、高頻振動值與滾子組公稱內徑的線性回歸方程為:VL=6.70Fw+27.49;VM=13.87Fw+39.49;VH=4.52Fw+146.98。
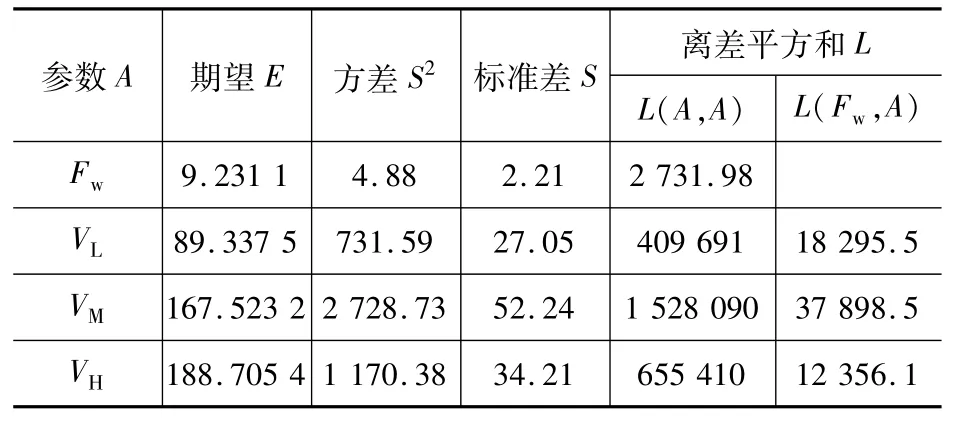
表4 V L,V M和V H與F w的統計結果
用相關系數檢驗法對上述3個線性回歸方程進行線性模型的顯著檢驗。
假設紡錠軸承的VL與Fw不存在線性關系,即等價于不拒絕以下假設中的原假設:H0∶β1=0,H1∶β1≠0,當n=560,α=0.05時,相關系數臨界值r0.05(560)=0.082 9。而紡錠軸承的VL與Fw的相關系數│r0│L=0.547>r0.05(560)。所以拒絕H0,接受H1,即認為紡錠軸承的VL與Fw之間的線性關系是顯著的。
同理可得紡錠軸承的VM,VH與Fw的相關系數:│r0│M=0.587>r0.05(560);│r0│H=0.292>r0.05(560)。
故認為紡錠軸承的VM,VH與Fw之間的線性關系也是顯著的。紡錠軸承的低、中、高頻振動值與滾子組公稱內徑之間有密切的相關性。
2.2.2 產品結構特點
紡錠軸承振動技術條件確定的技術方案除考慮滾子組公稱內徑Fw外,還應考慮如滾子直徑、外圈壁厚和滾子數等產品結構特點的因素。經對FZ/T 92025—1994標準中表2所列規格及參數分析可見,孳生型的軸承寬度、滾子長度與常規型相同,但孳生型的滾子直徑小于常規型,外圈壁厚小于或等于常規型,故孳生型與常規型的結構差異對振動值影響不大。從滾子組公稱內徑相同的孳生型和常規型產品的實測數據及上述相關性驗證結論均證實該條結論,故振動技術條件的確定以滾子組公稱內徑Fw為唯一依據。
2.2.3 技術條件草案
經對所收集的8個型號、28個批次、560套樣品數據的統計,依據上述確定原則及技術方案,提出紡錠軸承振動技術條件草案如表5所示。
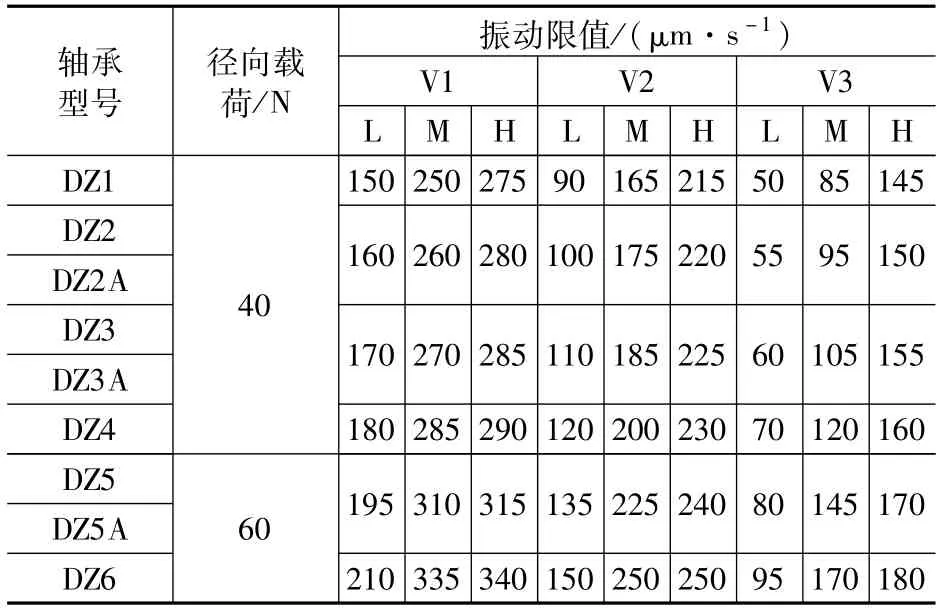
表5 紡錠軸承振動技術條件草案
2.2.4 技術條件適宜性分析
按表5技術條件考核本次試驗所收集的28個批次樣品,使用一般檢查水平Ⅱ級,正常檢查一次抽樣方案,合格質量水平AQL取2.5,各型號達標率如表6所示。
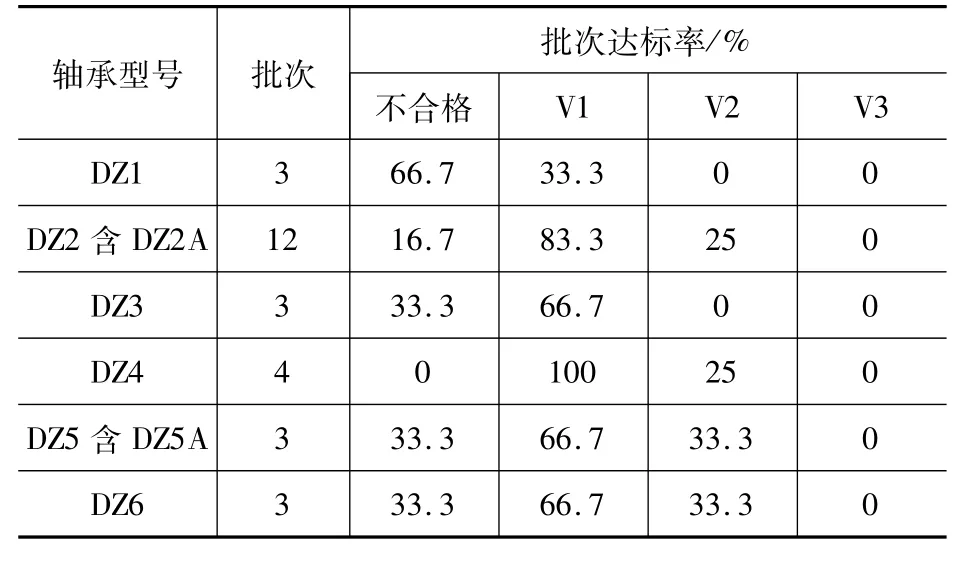
表6 試驗樣品達標率統計
從表6可以看到,除DZ1型號外,其余型號合格率均達到66.7%或以上,說明該標準適宜目前國產軸承企業現狀。因為本次試驗樣品收集的產品型號規格覆蓋了FZ/T 92025—1992《DZ系列紡錠軸承》標準所涵蓋產品型號規格的88.9%,樣品生產企業覆蓋率達到67%,既有較大規模企業,也有較小規模企業。樣本基本涵蓋國內相關企業的優、中及較差產品。另外V3組達標率為0,說明國內高品質軸承有待進一步開發,磨超工藝、滾子精度等有待進一步優化和提高,同時說明該技術條件在目前具有一定的超前性。
3 結束語
該測量方法經使用表明,能使軸承振動測值處于一個穩定狀態,能呈現出軸承零件滾動表面形狀誤差質量的優劣,可以在行業推廣應用。但本次試驗未能收集到國外同類產品,對國外先進產品實物水平缺乏比對,同時由于試驗條件限制,未能進行紡錠軸承振動測值與裝機后紡機噪聲的相關性研究。故本技術條件僅供企業內控參考,待條件成熟時,再行修訂為行業標準。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
