筐形保持架落料排樣工藝的改進
2010-07-25 11:37:10凌翔
軸承 2010年7期
凌 翔
(江蘇省社渚軸承有限公司 技術中心,江蘇 溧陽 213346)
1 原落料工藝及存在的不足
筐形保持架生產中,第一道工序為落料,原落料工藝中排樣采用單排或60°錯開雙排(圖1)。其中,60°錯開雙排工藝的剪料寬度B的計算式為:

圖1 雙排落料工藝

式中:D為保持架的落料直徑,mm;a為保持架落料搭邊值,mm;δ為剪料寬度允許公差,mm。
但實際生產中發現,60°錯開雙排落料工藝板材的長度方向上邊料過寬,但又不足以采用單排,造成材料嚴重的浪費,需對落料排樣工藝進行改進。
2 工藝改進方法及對比分析
通過減小錯開角度β(圖1),增加相鄰兩個保持架在板材寬度方向上的距離,減小剪料寬度,以使每張板材所能沖裁的保持架數量最大,提高材料利用率。圖1中主要工藝參數計算式為:


式中:G1為整張板材所能裁剪的條料個數;G為整張板材的長度,mm;n1為單排保持架個數;n2為每個條料沖裁的保持架個數;n3為邊料沖裁的保持架個數(邊料也采用雙排,計算方法略);H為兩個保持架落料圓心在板材長度方向上的距離,mm;L為兩個保持架落料圓心在板材寬度方向上的距離,mm;C為板材寬度,mm;β為錯開角度。
對于不同的β值,n值為不同,對于同一張板材,n必然有一個最大值。通過編程,利用計算機優化錯開角度,使整張板材所能沖裁的保持架數量最大。以30317軸承的保持架為例,程序運行界面如圖2所示(代碼略)。輸入保持架型號后,程序自動從數據庫讀取板厚、下料直徑、搭邊值以及條料允差等相關數據進行優化計算,最終確定出一個合適的錯開角度。圖中優化后的數據,條料個數包括7個雙排條料和1個邊料,圖片可單獨保存供CAPP調用。

圖2 30317保持架優化排樣
對不同型號軸承保持架和不同規格的板材進行優化改進,改進前、后對比見表1。結果表明:大部分型號保持架落料數量(材料利用率)均能提高2%左右,部分型號甚至達到了7%。
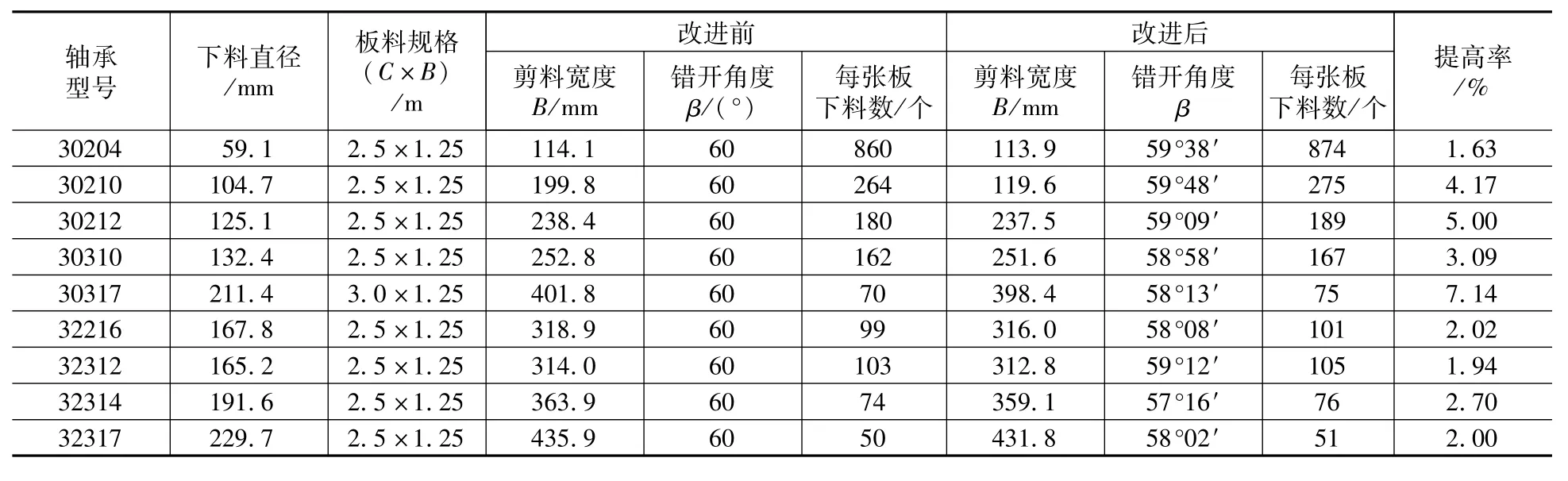
表1 筐形保持架落料排樣工藝改進結果對比
3 結束語
利用計算機優化了雙排落料錯開角度β,對不同規格的板材制定最優化的落料排樣工藝,提高了材料利用率,降低了生產成本。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
