滾齒加工中滾刀的合理使用
2010-07-27 06:40:04李濤
中國新技術新產品 2010年2期
李 濤
(1、勝利油田高原石油裝備責任有限公司,山東 東營 257091 2、中國石油大學,山東 東營 257061)
滾齒是比較經濟且常用的齒輪加工方法,滾齒時切削齒坯的刀具為滾刀。在滾齒加工中,滾刀的制造精度、安裝誤差、重磨誤差是造成被加工齒輪齒形誤差和基節偏差的主要原因,齒形誤差會引起每對齒輪嚙合過程中傳動比的瞬時變化,基節偏差會引起一對齒過渡到另一對齒嚙合時傳動比的突變。齒輪傳動由于傳動比瞬時變化和突變而產生噪聲和振動,從而影響齒輪工作平穩性精度。現結合我公司多年的滾齒加工經驗,淺談滾齒加工中滾刀的合理使用。
1 選擇合適的滾刀
我們在購買滾刀時,應盡量選用專業滾刀生產廠家提供的滾刀,確保滾刀的制造精度達到要求。國家標準GB/T 6084-2001《齒輪滾刀通用技術條件》中規定,齒輪滾刀精度分為四級:AA、A、B、C,AA 級滾刀可以加工6~7級齒輪;A級可以加工7~8級齒輪;B級可加工8~9級齒輪;C級可加工9~10級齒輪。我們在選擇滾刀時,應按照被切齒輪的精度要求選用相應的齒輪滾刀。
2 保證滾刀的安裝精度
滾刀的安裝精度對齒輪加工質量有很大影響,其安裝誤差會造成被切齒輪產生齒形誤差,如齒面出棱、齒形不對稱、齒形周期誤差等。因此,我們在實際生產時必須保證滾刀的安裝精度。

2.1 刀桿的安裝和檢測
滾刀是安裝在滾齒機的刀桿上的,首先必須保證刀桿的安裝精度。安裝刀桿時應將滾齒機主軸錐孔、刀桿錐柄擦干凈,并在刀柄上均勻涂抹少量潤滑油,然后把刀桿錐柄平穩的裝入主軸錐孔中,按規定扭矩旋緊拉桿。刀桿安裝好后應用千分表進行檢測,如圖1所示,旋轉滾刀桿,檢驗 a、b、c三處,其允許跳動量根據齒輪加工精度而定。我們在加工7級精度的齒輪時,一般允許最大跳動量:a處 為 0.005mm,b 處 為 0.008mm,c 處 為0.005mm。若安裝精度達不到要求,應重新安裝或更換刀桿,必要時需對機床主軸孔精度進行修復。
2.2 滾刀的安裝和檢測
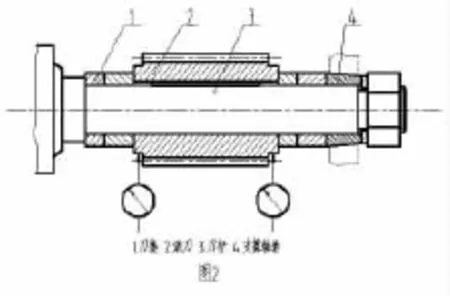
滾刀安裝前應將刀桿、刀墊、支撐軸套以及滾刀的內孔、端面擦干凈,用刀墊準確調整好滾刀相對機床中心的位置后緊固,所用刀墊的兩端面平行度必需保證,對于精加工使用的刀墊其兩端面的平行度應不大于0.005 mm。滾刀緊固后,用百分表檢查滾刀兩臺肩處跳動量,如圖2所示。對于模數小于10mm的7級精度齒輪,我們一般要求其跳動量不得大于0.015mm,同時要求滾刀兩臺肩的徑向跳動高點方向應保持一致。當滾刀安裝后跳動量超差,可松開螺母通過轉動滾刀、刀墊來調整,使誤差相互補償,確保滾刀臺肩跳動量在規定范圍內方可進行加工。
3 重視滾刀的重磨質量
3.1 滾刀的重磨誤差
在滾齒加工中,當發現齒面加工質量下降,有光斑、拉毛、粗糙度變壞等現象時,就應檢查滾刀的磨損量,其磨損量超過規定值時,就應重磨滾刀。例如,模數在2~14的滾刀,粗滾時磨損量控制在0.4~0.6mm 以內,精滾時磨損量一般控制在0.2~0.3mm。滾刀的重磨是在滾刀的前刃面上進行的,其重磨誤差主要體現在以下三個方面:
3.1.1 滾刀前刃面的徑向性誤差
我們通常使用的齒輪滾刀,其前角一般都做成零度,即滾刀的前刃面通過滾刀的半徑方向,并在徑向成直線形。重磨時,如果砂輪相對于滾刀的位置不正確,磨出的前刃面不在滾刀的半徑方向,則會在滾刀上形成正前角或負前角。由于滾刀齒的側面是鏟背螺旋面,因此就會使滾刀齒形偏離其理論位置,產生齒形角誤差。前刃面的徑向性誤差會減小或增大刀齒的齒形角,當滾刀為正前角時齒形角減小,反之增大,從而使被切齒輪齒形角產生相應的誤差。即滾刀為正前角時,使齒輪齒頂加厚,齒根變瘦,齒形角減小;而為負前角時,使齒輪齒頂變瘦,齒根加厚,齒形角增大。
3.1.2 滾刀前刃面的導程誤差
滾刀前刃面的導程誤差,對于容屑槽為螺旋槽的滾刀是用前刃面的實際導程與理論導程之間的差值來表示的。而對于我們常用的容屑槽為直槽的滾刀,由于其前刃面的導程為無窮大,因此,這一誤差表現為滾刀前刃面對內孔軸線的平行度。當滾刀前刃面發生這種誤差時,刀齒切削刃在全長上將逐漸偏離基本蝸桿表面,其偏離量是沿滾刀軸向逐漸增大的,因而造成滾刀軸向齒距誤差,引起破切齒輪的齒形誤差。使用這種滾刀加工時,會引起被加工齒輪左右齒面的齒形角不相等形成不對稱齒形。
3.1.3 容屑槽周節誤差
容屑槽周節誤差分為容屑槽相鄰周節誤差和容屑槽周節的最大累積誤差。容屑槽周節誤差用于表示滾刀前刃面在圓周上分布的不均勻性。由于滾刀在制造時刀齒的鏟削是在精確等分的基礎上進行的,因此前刃面若重磨得不等分,會使切削刃偏離基本蝸桿的表面,造成各排刀齒的齒厚不等。當它們在不同的展成位置上切出齒輪時,具有圓周上正偏差的刀齒齒厚較大,因而會使齒輪齒形產生“過切”,齒面上形成凹度;反之,具有圓周上負偏差的刀齒齒厚較薄,滾切時會使齒形產生“少切”,齒面上形成凸棱,從而使齒面變得凹凸不平。
3.2 滾刀重磨精度的控制
通過上面的分析可以看出,滾刀重磨的三種誤差會造成被切齒輪的齒形誤差,因此,必須提高滾刀的重磨精度,盡可能減小這三種誤差。在重磨滾刀時,要做到以下幾點:
3.2.1 滾刀應盡可能使用滾刀磨床進行重磨。在沒有滾刀磨床的情況下,也可在萬能工具磨床上通過使用專用夾具來重磨滾刀,但是絕對不能徒手刃磨滾刀。對于滾刀磨床的精度我們應定期按照機床驗收要求進行檢測,確保機床精度滿足滾刀刃磨要求。
3.2.2 確保滾刀在磨床上的安裝精度,其徑跳和端跳滿足相應等級和模數滾刀的精度要求,否則應重新安裝,必要時更換滾刀芯軸。
3.2.3 正確修正并及時調校砂輪,確保砂輪的錐面通過芯軸軸線。
為確保滾刀重磨達到要求,滾刀重磨后應在滾刀測量儀上對其前刃面的徑向性誤差、前刃面的導程誤差、前刃面的粗糙度以及容削槽周節誤差進行檢測,只有檢測合格的滾刀才可投入使用。
4 結束語
實踐證明,正確合理的使用滾刀,控制滾刀的制造精度、安裝誤差、重磨誤差可以有效的提高齒輪的加工質量。當然,齒輪加工精度除滾刀影響外,還與機床自身精度、齒坯加工精度、工裝卡具等因素有關,需要我們在生產實踐中針對具體情況不斷去探索總結,從而更好地指導生產,提高齒輪的加工質量。
[1]GB/T 6084-2001,齒輪滾刀通用技術條件(S)
[2]JB/T 9168.9-1998,切削加工通用工藝守則 齒輪加工(S)
[3]楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2001.
[4]齒輪手冊編委會.齒輪手冊[M].北京:機械工業出版社,1990.