鋼球硬磨加工工藝的優化
2010-07-31 05:07:22傅蔡安
軸承 2010年3期
傅蔡安,張 韜,薛 喆
(江南大學 機械工程學院,江蘇 無錫 214122)
1 鋼球硬磨的成球機理
鋼球硬磨加工的目的是去除前道工序的表面缺陷和在熱處理時產生的脫碳、氧化層及表層屈氏體組織,進一步提高尺寸精度、球形精度和表面質量,為后續的研磨工序作準備。
1.1 硬磨成球的基本條件
在硬磨過程中,雖然磨削質量受諸多因素的影響,但鋼球成圓的基本條件可以總結為以下兩點[1]:
(1)切削等概率性,即鋼球表面上每個點都有相同的切削加工概率。
(2)磨削尺寸選擇性,即加工過程中, 應該磨尺寸大的球而不磨或少磨尺寸小的球; 磨長軸方向, 不磨或少磨短軸方向。
鋼球硬磨加工設備都以提高這兩個條件的顯著性為目標。
1.2 現有硬磨機床的成球機理
目前我國使用的鋼球硬磨機床,一般采用循環磨削方法(圖1)。加工時,鋼球裝入料盤中,隨料盤轉動鋼球從固定盤進料槽口,經流球板進入滾道,在砂輪與固定盤之間進行硬磨加工,磨完一圈后,再從出料槽口流出,重新回到料盤。這種循環磨削方法,使每粒鋼球進入磨削滾道的次數和時間盡可能地相同。
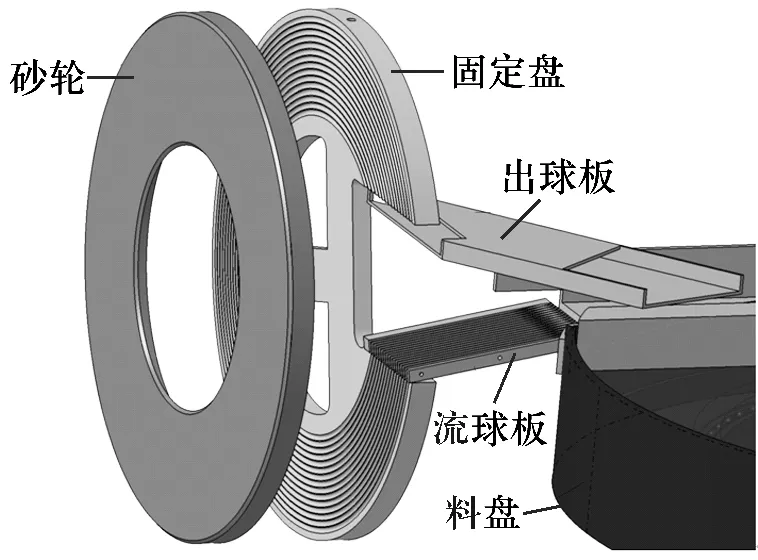
圖1 鋼球硬磨示意圖


圖2 鋼球硬磨原理圖
2 現有硬磨加工工藝中存在的問題
為了更好地分析鋼球的磨削過程,建立了鋼球硬磨時的運動學模型。
2.1 運動學模型
建立鋼球的硬磨運動學模型如圖3所示,應用剛體運動學普遍定理[2],建立方程:

圖3 鋼球硬磨運動學模型
(1)
(2)
聯立(1)式和(2)式,得到解析式:
(3)
(4)
式中:L,L0,L1,L2分別為O′,A0,A1,A2的公轉半徑;α0,α1,α2為A0,A1,A2與相應軸的夾角;β為ω2矢量與直線O′O所夾銳角。

2.2 工藝分析


圖4 平面砂輪

圖5 固定盤開溝槽的砂輪模型
由分析可知,現有硬磨機由于樞轉運動不明顯,很難保證鋼球的成圓基本條件。此外,現有加工過程中,由于鋼球在砂輪滾道內一次磨削的有效磨削量有限,且加工參數(工作推力、磨削點的位置等)不盡合理,造成較高的空耗,存在著效率低、能耗高等問題。
3 鋼球硬磨加工的動力學模型
加工過程中,砂輪對鋼球的磨削力對鋼球的加工精度和效率的影響不能忽視,為了更好地分析硬磨機理,在引入磨削力下,建立硬磨加工的動力學模型。
3.1 動力學模型
根據磨削力的公式[4],取砂輪對鋼球的包絡角中的一小段為dθ(圖6),得到鋼球磨削時微弧段dθ對應的法向磨削力Fn和切向磨削力Ft:

圖6 磨削力分析圖
(5)
(6)
式中:Δ為鋼球在砂輪包絡弧段內的平均徑向切入量;Cp為比磨削力;摩擦系數μ=2μ′/πcscφ,μ′為砂輪的磨粒與鋼球間的摩擦系數;2φ為磨粒切削刃前端角;v2為切入點鋼球磨削的進給速度,當磨削點位于砂輪左側磨削弧時,v2左=ω3Rcosθ+ω4Rsinθ,當磨削點位于砂輪右側磨削弧時,v2右=ω3Rcosθ-ω4Rsinθ;(ω0-ω1)L為切入點砂輪與鋼球球心間的相對速度。

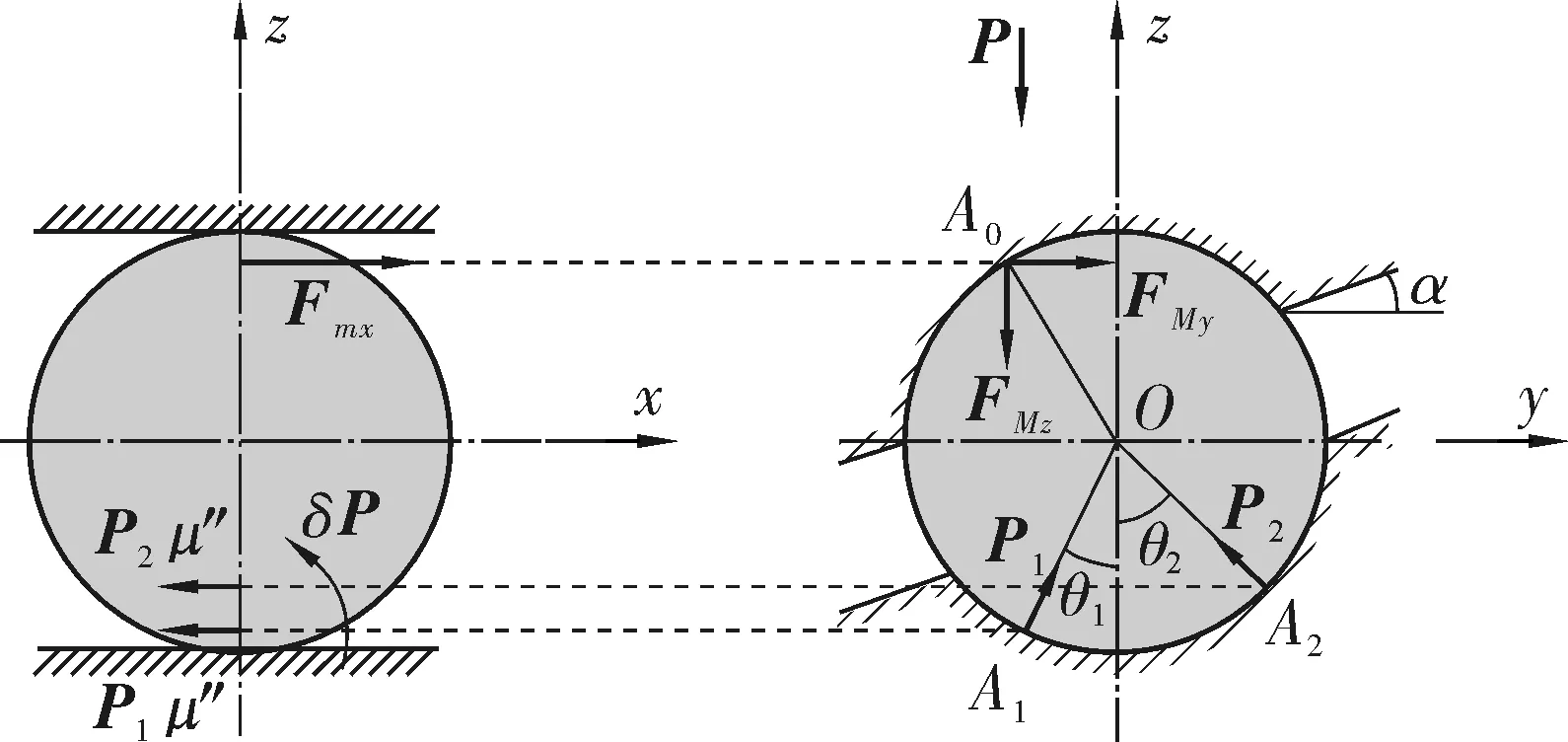
圖7 錐形砂輪的受力分析
由于砂輪半徑L遠大于鋼球的半徑R,鋼球受到的離心力很小,對鋼球的硬磨運動影響不顯著,因此假設鋼球在直的圓弧軌道中運動,鋼球列部分平衡方程為:
(7)

(8)
(9)
式中:Fn左(Fn右),Ft左(Ft右)為左(右)側磨削弧中的微弧段dθ對應的法、切向磨削力;FMy為分布于磨削弧上的切向磨削力的合力;MMz為分布于磨削弧中磨削力對z軸的力矩。
將(8)式,(9)式代入(7)式得到:
(10)
3.2 動力學模型分析
3.2.1 影響樞轉速度ω4的因素


圖8 樞轉速度與砂輪偏角的關系(L=300 mm)
3.2.2 影響推力P的因素
P為主軸方向徑向磨削力Fn的分力,即:
cos 2α+θ0)+ω4sinθ0sin 2α]
(11)


圖9 推力與砂輪偏角關系圖(Δ=5×10-4 mm)
4 內凹錐形砂輪的設計
由上述分析可知,樞轉ω4、推力P等與砂輪偏角α密切相關,因此,設計砂輪截面形狀為內凹錐形(圖10),以提高磨削精度和效率。

1—內凹錐形砂輪;2—砂輪襯板;3—螺栓;4—主軸;5—軸承;6—軸承蓋;7—砂輪基座;8—鋼球;9—固定盤襯板;10—固定盤基座;11—固定盤圖10 內凹錐形砂輪磨削示意圖
4.1 內凹錐形砂輪對加工精度的影響
根據上述推導計算,將平面砂輪改為錐度為20°的內凹錐形砂輪。此時加工半徑為5 mm的鋼球,ω4可提高至1 241.4 r/min(130 r/s);若錐度增大為38°,ω4可提高至2 387.3 r/min(250 r/s),但砂輪偏角過大會使鋼球的有效磨削弧長度減少,影響鋼球的硬磨效率和砂輪的強度。實際生產中,砂輪偏角的取值為[0°,20°],可顯著提高鋼球表面各個質點切削等概率性,改善鋼球的球形精度。
4.2 內凹錐形砂輪對推力P的影響
實際加工中,機床對砂輪的推力P并非越大越好,其對提高磨削質量或效率并無影響,反而使機床受力,增加能耗,使砂輪在B點附近的壓強增加(圖2),磨粒的無效擠壓破損增大。由圖9可知,在Δ不變的條件下,推力P會隨α的增大而減小,這說明適當增大砂輪偏角可保護機床并降低能耗。
4.3 內凹錐形砂輪對加工效率的影響
鋼球硬磨加工的磨削效率是指單位時間內鋼球表面余料的去除量,理想狀況下,可認為鋼球表面通過磨削弧,該層金屬即被去除,因此,磨削效率與鋼球的進給速度v2成正比。設磨削效率為W,則:

(12)
根據(12)式,利用MATLAB,得到磨削效率與砂輪偏角α之間的關系曲線,如圖11所示。由圖可知,α在0~20°,磨削效率W隨α的增加而增大,在α=20°時,W為最大;當α>20°時,W隨α的增加而急劇減小。顯然砂輪偏角為20°時,鋼球硬磨有較好的成球精度和磨削效率。

圖11 磨削效率與砂輪偏角的關系
4.4 內凹錐形砂輪的修整
內凹錐形砂輪的修整仍采用現有硬磨機床的金剛石修整器,但在安裝時須將修整器的金剛石面與砂輪錐面平行,以保證砂輪面為錐面。
5 結束語
通過建立鋼球硬磨的運動學和動力學模型,從理論上分析了現有硬磨加工存在的不足、影響硬磨精度和效率的主要因素。設計了內凹錐形結構砂輪,并得出了當內凹錐形砂輪的偏角為20°時,既可提高鋼球的球形精度,又可提高鋼球的磨削效率;同時在磨削深度不變的情況下,內凹錐形砂輪可使機床提供的軸向推力減小,減少了能耗。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
甘肅教育(2020年14期)2020-09-11 07:57:42
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32