針對大型圓筒形工件的噴漆機器人應用工程
2010-08-25 02:33:00高云萌趙增強房晶晶
制造業(yè)自動化 2010年11期
高云萌, 趙增強 ,房晶晶
GAO Yun-meng, ZHAO Zeng-qiang, FANG Jing-jing
(北京機械工業(yè)自動化研究所,北京 100120)
0 引言
近年來,噴漆機器人在工業(yè)領域中的應用越來越廣泛,特別是在汽車行業(yè),對于形狀復雜,漆膜質量要求高的工件,具有6個伺服控制軸和流量控制系統(tǒng)的先進的噴漆機器人可以高效高質量的完成噴涂任務。而對于大型圓筒形工件的圓柱面的噴涂,噴漆機器人也有很好的應用。這種大型工件,一般直徑在3~5米,長度一般10米以上,人工噴涂起來非常困難,而且漆膜質量難以保證,效率也很低下。因此我們采用噴漆機器人并配以必要的外圍輔助設備進行噴涂工作,獲得了良好的效果。本文將介紹圓筒形工件機器人自動噴涂設備的整體結構構成及工作原理等內容。
1 系統(tǒng)總體方案及總體布置
由于待噴件體積巨大,固定放置噴涂困難,方案采用工件置于旋轉小車之上,噴漆機器人隨直線行走裝置滑板沿工件長度方向移動,同時計算好相應節(jié)拍,對旋轉小車正在旋轉著的工件進行噴涂作業(yè)。直線行走裝置安放在鋼架平臺上,根據圖上所示,機器人手腕端部噴槍可以從工件頂部進行噴涂。控制系統(tǒng)對機器人、機器人直線移動裝置、工件旋轉車、噴槍開關動作等設備進行協調與控制。噴漆機器人通過噴涂程序完成工件噴涂工作。
此自動噴涂設備主要由4部分組成:工件旋轉小車,直線行走裝置,ABB噴涂機器人,總控系統(tǒng)。
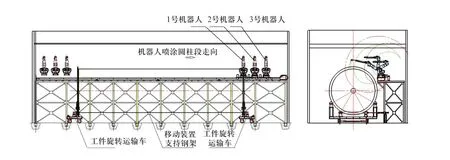
圖1 總體布置圖
2 噴涂方式
工件在旋轉裝置帶動下按一定的轉速自動旋轉,由于噴涂涂料為雙組份涂料,考慮這種涂料極易堵槍,為了縮短工件噴涂的工作時間,提高生產效率,在機器人移動直線導軌裝置上布置三個獨立滑板,由三臺機器人同時工作共同完成圓柱段的噴涂作業(yè);當三臺機器人同時工作時,為了避免其中一臺機器人重復覆蓋另外兩臺機器人的噴涂表面,要求后一臺機器人噴涂區(qū)域應跨越其前進方向的另外兩臺噴涂的噴涂區(qū)域,三臺機器人形成的噴涂形狀類似三頭螺帶,因此要求工件旋轉速度和機器人移動速度匹配,即在工件每旋轉一周時間內,機器人移動三倍的機器人擺幅長度。
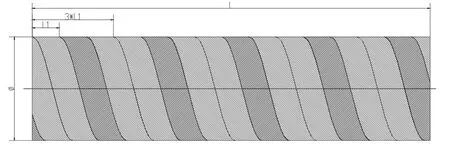
圖2 噴涂形狀示意圖
3 各部分結構簡介
3.1 ABB噴漆機器人簡介
ABB公司于20世紀70年代設計生產出世界上第一臺電動噴涂機器人,其IRB 5400-12型機器人是該公司集30余年涂裝機器人設計、制造、應用經驗而推出的新機型。具有工作范圍大、負載能力強、采用空心手腕技術,增加動作的靈活性、噴槍姿態(tài)范圍大、操作更加靈活。是適宜大型零件噴涂作業(yè)的最佳機型,在國內已得到廣泛采用。

3.2 直線行走裝置
由于行程較長,直線行走裝置采取分段制作,分別以結合面和連接板聯接,加工時為保證設備的整體平行度和直線度,基座焊接成型后相鄰兩段先用連接板聯接,再加工直線導軌安裝平面。

圖3 直線行走裝置結構圖
直線行走裝置是由交流伺服電機聯接減速機驅動,采用伺服控制系統(tǒng),可準確設定和監(jiān)控機器人行走的速度及距離,再經過齒輪、齒條傳動,拖動滑板沿抗污染滾子直線導軌往復移動。直線導軌采用重載45系列,可承受較大負載。此種結構運行平穩(wěn),精確可靠。
機器人移動裝置的傳動及導向部件均采用迷宮式結構全長防護,直線導軌、齒條、齒輪均被全部遮蔽在此結構中,機器人控制電纜,壓縮空氣管路均安裝在拖鏈內,這樣即可保證漆霧灰塵等不會對精密運動部件造成影響,裝置可長期穩(wěn)定運行。
3.3 工件運輸車
由左車體和右車體組成,分別托起工件兩端聯接的工裝環(huán)并可實現工件的自動旋轉。兩車體上均裝有提供車體旋轉的摩擦輪,每組4個,中間兩個為主動摩擦輪,外側兩個為輔助支撐輪,并可調節(jié)輪的橫向位置。考慮到工件運輸時可能會有軸向竄動現象,在摩擦輪接觸面設計上采用溝槽方式,工裝環(huán)安轉在摩擦輪溝槽內部,避免軸向竄動現象。
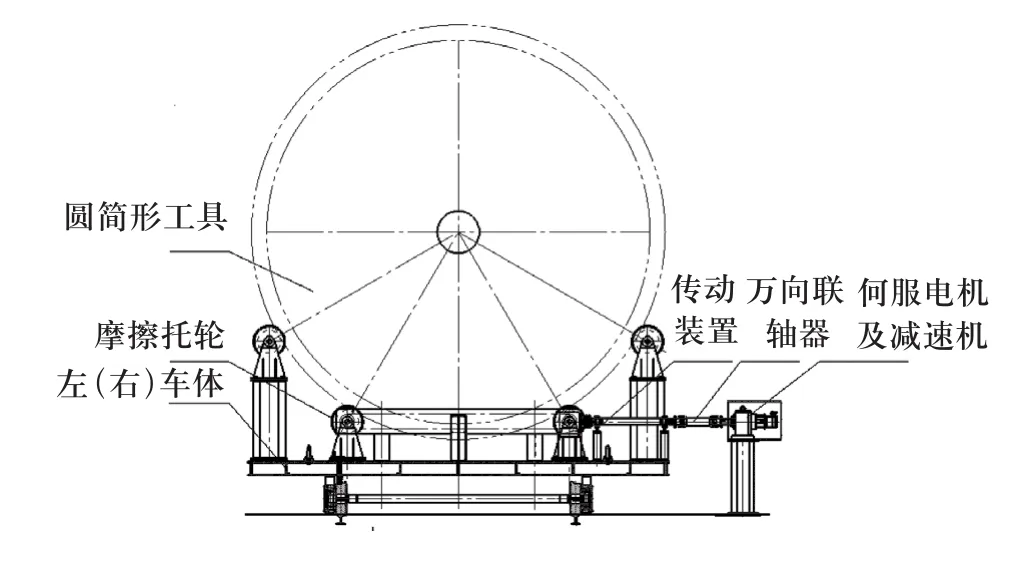
圖4 工件運輸車結構圖
由于工件噴涂完成后需推到的烤箱內,驅動系統(tǒng)考慮為外掛式,避免伺服電機及電氣接頭受到高溫烘烤。左、右車體上的其中一個主動摩擦輪通過傳動裝置與由外掛驅動裝置連接,并與另一主動輪通過鏈條傳動,外掛驅動裝置由伺服電機,減速機,萬向聯軸器組成。由于箱體質量較大,設計為工件旋轉通過兩端同步驅動,滿足旋轉所需的動力要求。當噴涂時,兩端車體分別與外掛驅動裝置連接,連接方法為萬向聯軸器一端與減速機相連,另一端與車體上的傳動裝置相連接,噴涂完畢工件需進入到烤箱時,將驅動端萬向聯軸器與車體上的傳動裝置脫開,即驅動裝置與車體分離,可以移動工件運輸車。
4 控制系統(tǒng)
控制系統(tǒng)采用西門子控制器作為中央控制單元,對機器人、機器人直線移動裝置、工件旋轉車等設備進行總體協調與控制。上位采用觸摸屏,具有故障顯示功能,便于設備排除故障,總控系統(tǒng)與機器人系統(tǒng)間實時交互狀態(tài)信息,確保機器人協調有序工作。
機器人伺服直線移動裝置和工件旋轉運輸車共含有5臺伺服電機,采用西門子的5軸伺服控制系統(tǒng),實現各軸間高精度的獨立和同步控制,協調各軸之間的互鎖控制。實現多種功能:系統(tǒng)發(fā)送對機器人的控制命令,以及接收機器人工作過程中返回的狀態(tài)信息;與上位機進行信息交換,接受上位機發(fā)來的各種命令并對其進行相應的處理,并向上位機發(fā)送各種狀態(tài)信息;對人機界面的輸入按鈕及輸出指示進行控制,對報警指示燈進行控制;對外部的各種輸入輸出信息(如移動裝置的限位信號、零點信號、工件到位信號、故障信號等)進行處理;上位機觸摸屏完成系統(tǒng)工作狀態(tài)監(jiān)控、參數設定及修改、參數顯示、報警信息顯示、故障復位等工作。在帶動箱體轉動的工裝環(huán)圓周表面上加外部編碼器,實時測量出箱體的實際位置,實現箱體旋轉的位置環(huán)控制,避免了箱體旋轉時丟轉現象。
機器人系統(tǒng)主要完成在自動噴涂過程中對自動噴涂運動軌跡進行控制,可以對開、關槍進行自動控制。對不同的噴涂軌跡可以設置成相應的程序號,機器人可以接受總控系統(tǒng)發(fā)來的程序號命令,調用相應的的噴涂程序。機器人噴涂軌跡,可人工示教或通過圖形編輯器離線編程實現。大型工件人工示教比較困難,通常采用離線編程的方法,即把工件CAD圖輸入到軟件中進行軌跡設定,并編寫噴涂程序。
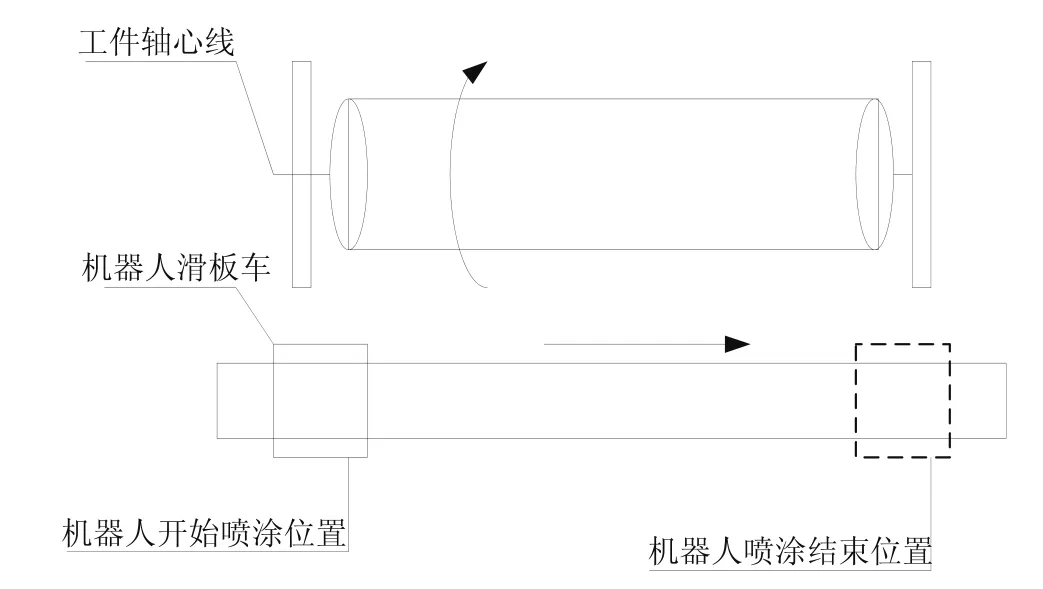
圖5 機器人噴涂系統(tǒng)各部分位置示意圖
噴涂流程描述:當收到總控系統(tǒng)發(fā)出的噴涂指令,工件隨著旋轉小車開始旋轉,啟動機器人直線行走裝置,機器人由起始等待位置移動到噴涂開始位置,噴槍開關打開,機器人開始噴涂,噴涂過程中滑板拖動機器人沿噴涂方向前進,當機器人移動到接近噴涂停止的位置時,關閉涂料開關、機器人到達噴涂結束位置,關閉噴槍開關,完成圓柱段的噴涂作業(yè)。再由滑板拖動機器人繼續(xù)前進至機器人停止位置,停止。機器人伺服移動裝置將機器人啟動回到初始位停止,待命。由于是三臺機器人同時進行噴涂,每個滑板需分別設置起始位置,采用行程開關來實現,三臺機器人在移動過程中通過伺服控制系統(tǒng)的軟件功能進行同步控制,保證三臺機器人同步移動。機器人噴涂的起始位置,在示教過程中設定,需經過試噴調整后,確定適合的點位,每種工件起始噴涂位置不盡相同。
5 結束語
隨著現代工業(yè)和科技的發(fā)展,噴涂工件的種類將會越來越多樣化,噴漆機器人應用工程也會逐步應用于大型工件的噴涂作業(yè)中,從而取代以前簡單的人工噴涂的方法。本文介紹的大型工件的噴涂應用工程,已成功應用在用戶現場,提高了產品質量和生產效率,把操作人員由有毒的環(huán)境中解放出來,獲得了用戶的好評,并獲得了一定的認可,相信也在以后的應用中會更加成熟可靠。
