棒材全連軋工藝優化
2010-09-26 07:42:16曹中軍潘振華宋德蘭
山東冶金 2010年3期
曹中軍,潘振華,宋德蘭
(濟鋼集團有限公司,山東 濟南250101)
棒材全連軋工藝優化
曹中軍,潘振華,宋德蘭
(濟鋼集團有限公司,山東 濟南250101)
通過對粗軋孔型的側壁、槽底以及寬度的修改,解決了粗軋軋件出耳子、扭轉和壓下量過大等問題;通過對導衛結構形式和安裝方式的改造解決了導衛系統安裝調整復雜的問題;通過對活套器增加紅外探測孔,修改控制程序,解決了活套器單線起套過高和中途起落套的問題。優化改進后,濟鋼一小型廠棒材全連軋生產線月產量由4.3萬t提高到10萬t以上。
棒材;全連軋;工藝優化;孔型;導衛;活套器
1 前言
濟鋼一小型廠進行了全連軋改造,由原來的半連軋改為18架全連軋,粗軋、中軋和精軋各6架,粗軋采用平立交替布置,中、精機組采用平輥扭轉軋制;加熱爐改為蓄熱步進式,有效尺寸11.1 m×21.9 m;1#、2#、3#飛剪為啟停式;冷床改為120 m×12.5 m步進齒條式。使用原料為150 mm×150 mm×(9 600~10 400)mm連鑄坯,年設計能力為80萬t,2009年年產量為120萬t,目前月產10萬t以上,最高成品軋機出口速度17.5 m/s。工藝流程為:坯料→蓄熱步進梁式加熱爐→6架粗連軋→1#切頭剪→6架中連軋→2#切頭剪→6架精連軋→倍尺剪切→冷床冷卻→定尺剪切→檢驗→打捆包裝→成品入庫。
主要產品為Φ12~Φ40 mm螺紋鋼,其中Φ14、Φ16、Φ18、Φ20 mm規格采用兩切分軋制,Φ12 mm規格采用三切分軋制。粗軋采用箱—方—箱—方—橢—圓孔型系統,中、精軋采用橢—圓孔型系統。中軋、精軋之間有30 m距離,是為超級鋼軋制準備穿水冷卻預留的空間。粗軋系統微張力軋制,中軋、精軋之間和精軋軋機之間設有立式活套器采用無張力軋制。
2 粗軋機組孔型系統的優化
2.1 粗軋孔型系統存在的問題
軋件軋制后兩邊凸起嚴重時,會出現耳子,導致出口導衛處掛絲,在下道次軋制中出現輥環切軋件引起的拉絲。軋件掛絲會在中、精機組造成導衛堵塞,出現不進、竄出等生產事故。軋件在行進中不穩定,會發生扭轉、翹頭等一系列的軋制事故。軋制力超出了電機、軋機能力,導致粗軋設備頻繁發生事故。由于粗軋軋件體積大、沖量大,跑鋼之后對軋機、導衛樁都有可能產生嚴重的破壞,因此粗軋跑鋼后,需要緊急停車,以避免重大事故的發生。緊急停車會造成整個粗軋機組夾鋼,至少要1~2 h的處理時間,嚴重影響生產節奏。
2.2 原因分析及改進措施
通過分析統計的大量現場數據,排除了電氣、機械干擾;通過分批次試驗,排除了軋件出爐溫度、軋機速度等影響;并對導衛件進行改進,消除了導衛方面的影響;分析認為,主要原因是粗軋孔型結構尺寸不合理。原粗軋孔型為雙斜度箱形孔,槽底無凸度,槽底寬度小于坯料寬度,孔型面積小,壓下量大(見圖1a)。接近槽底的側壁寬度為140 mm,小于軋制坯料寬度(150 mm)。同時,雙斜度箱形孔本身靠近輥縫兩側壁成一定的外張角度,這樣在軋輥壓力和接近槽底兩夾持側壁的作用下,以側壁直線的交點B為分界點,咬入時軋件金屬流動受到夾持側壁AB作用,夾持擠壓沿著擴張側壁BC向輥縫處流動,造成了軋件兩邊凸起。又由于AB段孔型尺寸小于坯料本身尺寸,使得金屬向箱形孔4角流動時受到側壁的強烈摩擦阻力,中間不會受到摩擦力作用更易流動,導致了上下面的中間凸起[1]。為此,對粗軋孔型的壓下量和孔型重新進行了設計,在擴大孔型尺寸、增加寬展和減少壓下量的基礎上,又增加了凹度2 mm。改進后的孔型見圖1b。
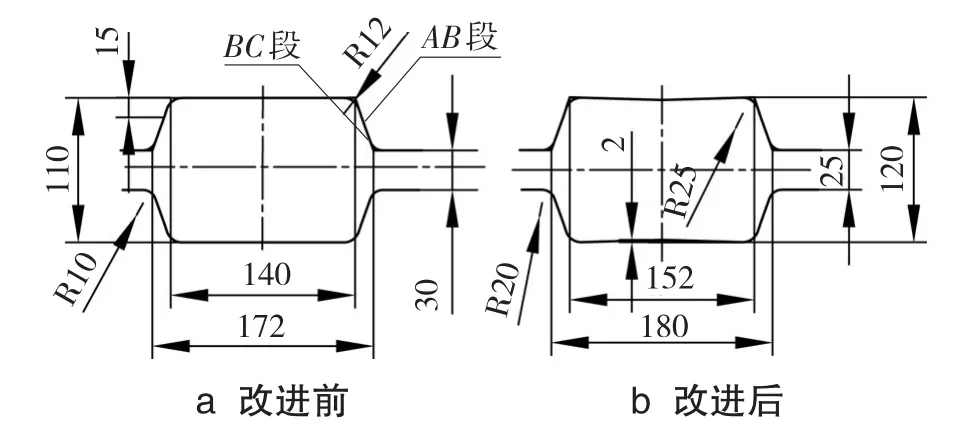
圖1 改進前后粗軋孔型結構
改進后,粗軋孔型增加了軋槽的槽底凸度,將雙斜度箱形孔型改為單斜度,金屬變形由限制寬展變成限制寬展和強迫寬展相結合,增加了金屬的流動性,不會在上下面形成凸度。減少壓下量和擴大寬展避免兩邊凸度的產生。增加軋槽凸度后,使得軋件凹度加深,軋制更加穩定,同時具備了一定自動找正功能,保證了軋件和導衛的配合。避免了因槽底中部磨損造成軋件上下凸起,減少了軋件扭轉的發生因素。對粗軋機組改進后,粗軋機組的扭轉、翹頭頂導衛等事故減少,拉絲現象完全消除,同時也緩解了粗軋電機、減速機、軋機的功率壓力,降低了粗軋故障時間,解決了制約生產的瓶頸問題。
3 粗軋導衛件改進
原粗軋導衛結構復雜,體積龐大,給安裝調整帶來了很大的困難;由于采用螺絲固定的方式,安裝調整時需要拆卸多個螺絲,粗軋作業環境又比較惡劣,經常出現螺絲銹死,每次處理軋制事故,換輥、換槽都需要很長時間,影響了正常生產。采用導衛盒子加導衛模式,安裝時需要楔鐵、銷釘、螺絲等的咬合配合才能緊固,調整不便。
針對這種情況,對粗軋導衛進行了改進,改進后的導衛結構見圖2。參考中軋、精軋進口導衛的方式,決定采用整體式敞口導板代替笨重復雜的活導板。重新設計了導衛橫梁,由導衛樁固定式改為安裝在軋機機架上的隨動式橫梁。平輥導衛全部改為安裝在軋機機架上的橫梁式導衛,導板用扒板固定在橫梁之上,出口衛板改為橫梁中間加楔鐵固定方式,簡化了導衛結構,更換調整方便快捷。導衛更換時間由原來的30 min降低到了5~10 min,提高了生產效率,降低了操作人員的勞動強度,減少了固定樁式導衛結構復雜造成的事故。
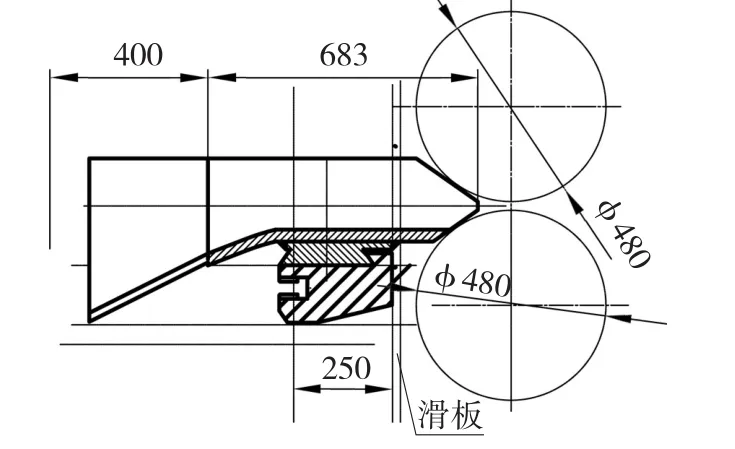
圖2 改進后的粗軋導衛結構
4 活套器的改進
4.1 兩線套高不穩定的問題
連軋改造后,K2、K3之間使用立式活套器,切分軋制時,在切分孔型后設置活套器,套高極不穩定,在咬入和中間過程中時常出現套高超高。兩線套高也不一致,經常出現一線套高突然高起而導致跑鋼。因為活套器的影響,小規格切分產品遲遲不能達產。分析認為,問題在于活套器檢測光頭,檢測光頭只能檢測到南線的套高,并以此作為控制活套套高的依據。當北線尺寸大于南線時,就會導致單線過高而堆鋼。針對這種情況,對活套器切分跑槽進行了重新設計,在分鋼擋板中間加工了紅外輻射孔,使檢測光頭可以同時監測到兩線輻射信號,控制程序由單線連續輸入信號改為雙線同步輸入比較過濾信號,動態保留套高高度的一線信號作為控制依據,從而解決了切分單線過高堆鋼的問題。
4.2 起、落套不穩定及中途落套問題
由于中軋機組與精軋機組有30 m左右的距離,導致連軋均衡性難以控制,影響了后面的成品尺寸,還時常發生堆鋼事故。為了解決這個問題,決定在中、精軋機組之間增加活套器。結合使用活套器經驗,對于這架活套器的整體長度、壓輪位置、套高設定相對合理,使用效果良好。但是使用一段時間后出現了活套器不起或者中途起套落套等問題。
此活套器采用12#、13#電機電流量的大小作為起套落套的控制條件,12#、13#電機電流大于額定電流的30%,同時檢測光頭由過鋼信號作為活套器的起套條件。13#電流小于額定電流的30%作為1支軋件完成軋制的判定條件。從此可以看出,當13#軋機壓下量過小,或12#、13#軋機間秒流量不匹配時,就會導致13#電機電流過小,當小于設定值時,就會導致起套判定條件不具備,造成不起套或中途落套。
由于工藝條件的限制,13#軋機的壓下量不可能人為增大。綜合考慮,決定改變活套器控制的判定條件,信號的采集由活套器前后機架改為超前一架次和拖后一架次。并對這兩架次的壓下量和電流的對應關系進行了現場數據統計分析,設定了符合現場實際起套的電流設定值,解決了活套器不起套或中途落套的問題。
5 優化改進效果
通過對粗軋孔型的側壁、槽底以及寬度的修改,解決了粗軋軋件出耳子、扭轉和壓下量過大等問題;通過對導衛結構形式和安裝方式的改造,解決了導衛系統安裝調整復雜的問題;通過對活套器增加紅外探測孔,修改控制程序,解決了活套器單線起套過高和中途起落套等問題。經過這一系列改造優化,濟鋼一小型連軋生產線的月產量由4.3萬t提高到10萬t以上,取得了較好的經濟效益。
[1] 小型型鋼連軋生產工藝與設備編寫組.小型型鋼連軋生產工藝與設備[M].北京:冶金工業出版社,1999:288-298.
Process Optimization of Full Continuous Rolling of Bars
CAO Zhong-jun,PAN Zhen-hua,SONG De-lan
(Jinan Iron and Steel Group Corporation,Jinan 250101,China)
The problems of rough rolling stock such as rolling edge,torsion and bigger reduction were resolved by amending the sidewall,bottom and width of the roughing pass.The complicated matter of guide system’s installation and adjustment was untied by means of change for guide structure form and installation wise.The problems of loop’s monocable higher uprising and midway up or down were settled by adding infrared plumb hole and modifying control program.After a series of optimization and improvement,the mensal output of the bar full continuous rolling line in Jinan Steel’s No.1 Small-scale Mill was increased to100 thousand tons above from 43 thousand tons.
bar;full continuous rolling;process optimization;pass;guide;loop
TG335.13
B
1004-4620(2010)03-0031-02
2010-03-04
曹中軍,男,1969年生,1992年畢業于上海海運學院機械專業。現為山東鮑德翼板有限公司設備部部長,工程師,從事軋鋼機械設備管理及技術開發工作。
