正交微切削中切削力預測模型研究*
2010-12-01 03:58:12吳繼華劉戰強
武漢理工大學學報(交通科學與工程版) 2010年1期
吳繼華 劉戰強
(山東大學機械工程學院 濟南 250061)
微切削作為微細產品的主要加工方式,具備加工材料范圍廣,成本低,加工精度高等特點,受到越來越多國家的高度重視,其加工機理受到廣大研究者的關注.切削力研究可以用來監測刀具狀態和預測刀具磨損,表征切削過程及計算流動應力等.對微切削切削力的深刻理解是研究微切削過程的基礎.
應變梯度理論已成功的解釋了微扭轉、微壓痕、復合材料增強實驗中的尺度效應.Kai Liu用Abaqus軟件仿真了鋁A l5083-H 116的微切削過程,在定義材料時應用了泰勒非局部塑性理論,考慮了材料的應變梯度效應,認為考慮材料的應變梯度效應能更好地表示切削過程中的尺度效應[1].
因為微切削的切削用量在微米級,接近于材料的晶粒尺度,且不能忽略切削刃半徑的影響,所以微切削的切削機理與宏觀顯著不同,表現在微切削過程中出現的尺度效應[2]、脆塑轉換[3]、犁耕效應[4]等現象,宏觀中的切削力模型不適用于微觀.應變梯度理論的發展為此問題提供了很好的解決方案[5-8].本文基于應變梯度理論建立了正交微切削力的預測模型,并設計了正交微切削實驗驗證了微切削力模型的可靠性.通過分析實驗數據闡明了微切削中切削力的變化規律.
1 微切削力預測模型
宏觀中的二維切削力表示為[9]

式中:FC為切削力;Ff為進給力;τ為平均剪切應力;w為切削寬度;t為切削厚度;φ為剪切角;β為摩擦角,γ為前角.
為了反應微切削過程中的尺度效應,用應變梯度理論計算平均剪切應力τ.基于位錯理論的平均剪切應力為

式中:αc為塑性材料常系數,取 0.3~0.5;G為剪切模量;b為伯格斯矢量;ρtotal為總位錯密度;ρSSD是統計存貯位錯密度;ρGND為幾何必需位錯密度.
統計存貯位錯發生在均勻的塑性變形過程中,幾何必需位錯則產生應變梯度,用幾何必需位錯密度ρGND表示應變梯度為

式中:η為應變梯度;L為剪切區長度.

式中:τ0為剪切屈服強度,可由材料的拉伸實驗獲得 ,則

將式(5)代入式(1),得

式(6)中剪切角φ由下式計算
式中:tc為切屑厚度.
(1)微切削中實際起作用的前角稱為實際前角γe.名義前角 γn為刀具的前刀面和基面的夾角,如圖1.所以隨進給量的變化,正交微切削中的前角定義為

式中:γe為切削刃口圓弧半徑.

圖1 微切削中前角的定義簡圖
(2)式(6)中摩擦角β的計算如下式

微切削中的摩擦因數 μ可以分為2部分:由于切削刃口犁切作用產生的粘著摩擦;由切削產生的滑動摩擦.μ=μp+μc.式中:μp為粘著摩擦因數;μc為滑動摩擦因數.
由Venkatachalam提出的犁切模型得到粘著摩擦因數為

在正交微切削中,δ為進給量與刀具切削刃半徑之比.
μc=k,k為常數,由刀具和工件材料確定.


2 正交切削實驗
2.1 實驗參數
1)實驗目的 驗證微切削力預測模型的可靠性.實驗方案和工件幾何形狀如圖2,實驗參數如表1.
2)工件材料 45#鋼,具有一定的塑性和韌性,切削性能良好.
3)刀具 Kenna KC9315 CNMG120408-UN,前角 0°、后角 10°、刃傾角 0°.

表1 微切削實驗參數

圖2 工件幾何尺寸(剖視)
實驗采用瑞典生產的Kislter車削銑削測力儀測得正交微切削過程中的切削力,可以準確地獲得水平分力F H(主切削力F c)和垂直分力F V(進給力Ff).連接方法如圖3所示.

圖3 測力儀連接示意圖
2.2 實驗數據分析
1)切削力隨時間變化的關系 對實驗獲得的二維切削力進行分析.為了得到穩態切削過程中的切削力,選切削速度為5m/s時,切削過程開始0.8 s后的切削力數據.比較進給量為1μm/r和10μm/r時所得的切削力數據,切削力隨時間變化的關系.如圖4.

圖4 V=5m/s切削力隨時間變化
由圖4可得,在正交微切削中主切削力在大多數時間內是大于進給力的.當在相同切削速度下,進給量越小,主切削力和進給力的變化程度越大.
2)切削力和進給量的關系 用進給量作為橫坐標,主切削力和進給力的對數形式為縱坐標作圖,分析切削力和進給量的關系,如圖5.
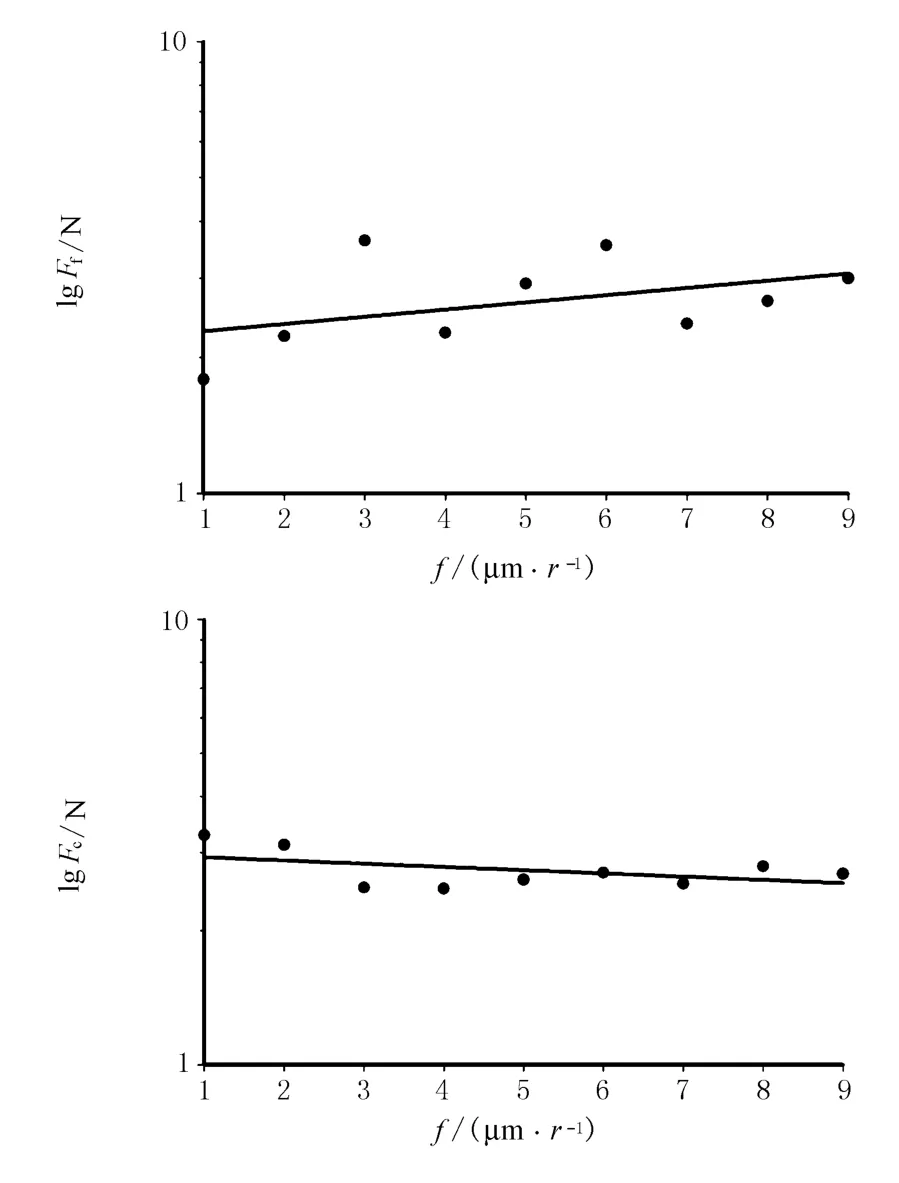
圖5 主切削力F c、進給力 F f與進給量的關系
由圖5可得主切削力F c隨進給量的增大而增大,而進給力F f隨進給量的增大而減小.
用基于應變梯度的微切削模型計算切削力,取溫度為200℃時,45#鋼的剪切屈服強度τ0為340MPa,剪切模量G為 210GPa,伯格斯矢量b為0.304 nm,將所選擇的加工參數代入式(6),計算獲得切削力數據.
正交切削實驗數據與預測模型數據進行比較,結果如表2.

表2 切削力預測值和實驗值誤差
由表2可見應變梯度理論模型預測微切削中的切削力與實驗數據相比,平均誤差不超過5%,誤差較小,說明在微切削中應用應變梯度理論預測切削力是合理的.
3 結 論
1)建立了基于應變梯度理論的切削力預測模型,應變梯度理論模型預測微切削中的切削力與實驗數據相比,平均誤差不超過5%.能更好的反映微尺度特征.說明在微切削中應用應變梯度理論預測切削力是合理的.
2)進行正交微切削實驗,對45#鋼在進給量范圍為1~10μm內以不同的速度進行切削,測量切削力,分析切削力數據可得:在正交微切削中主切削力基本是大于進給力的;當在相同切削速度時,進給量越小時,主切削力和進給力的變化程度越大,原因是當進給量越小時,更接近晶粒的尺寸,切削過程中晶粒和晶界的破壞比晶粒間的滑移作用更居主要地位,使切削力產生較大變化;主切削力隨進給量的增大而增大,而進給力隨進給量的減小而增大.
[1]Kai Liu.Processesmodeling of m ic ro-cutting including strain gradienteffects[D].Georgia:Georgia Institute o f Techno logy,2005.
[2]盛 精,苑偉政,耿文軒.基于切削仿真的刀具一工件的參數化三維建模[J].武漢理工大學學報:交通科學與工程版,2007,29(1):65-69.
[3]Cai M B.Study of the mechanism o f nanoscale ductilemode cutting of silicon using molecular dynam ics simulation[J].International Journal o f Machine Tools&Manufacture,2007,47:75-80.
[4]Rosa P A R,Kolednik O,M artins P A F,etal.The transient beginning tomachining and the transition to steady-state cutting[J].International Journalof Machine Tools&Manu facture,2007,47:1904-1915.
[5]Dornfeld D,M in S,Takeuchi Y.Recent advances in mechanicalm icromachining[J].Annals of the ClRP,2006,55(2):745-768.
[6]K im J D,Kim D S.Theoretical analysis of m icrocutting characteristics in ultra-precision machining[J].Journal of M aterials Processing Technology,1995,49(3-4):387-398.
[7]Bao W Y,Tansel I N.Modeling m icro-end-m illing Operations.part I:analy tical cutting force model[J].International Journalof Machine Tools&Manu facture,2000,40(2000):2155-2173.
[8]Kang I S,Kim JS,Kim J H,et al.A mechanistic model o f cutting force in the m icro end m illing p rocess[J].Journa lo f M aterials Processing Technology,2007,187-188:250-255.
[9] Shaw M C.The size effect in metal cutting[J].Sadhana,2003,28:875-896.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19