空腔焦粒焙燒啟動工藝在大型預焙電解槽上的實踐及探討
2010-12-28 06:23:34魏成岐夏德法王風慧
材料與冶金學報 2010年1期
魏成岐,夏德法,王風慧
(南山鋁業公司,山東 龍口 265713)
空腔焦粒焙燒啟動工藝在大型預焙電解槽上的實踐及探討
魏成岐,夏德法,王風慧
(南山鋁業公司,山東 龍口 265713)
電解槽焙燒啟動是電解鋁生產的重要階段,焙燒啟動的工藝與技術水平直接關系到電解槽的生產管理和技術經濟指標.通過空腔焦粒焙燒啟動工藝實踐,從裝爐到后期管理各環節的研究分析,提出了一些優化措施.
新建鋁電解槽和大修槽需經焙燒、啟動和啟動后期生產管理階段后,才能轉入正常生產.焙燒的目的是使電解槽能平穩地從室溫逐步升高接近電解生產溫度,避免熱沖擊對內襯的損壞,使填縫糊得到良好的焙燒而獲得適當的強度,并驅除內襯中的水分.大量研究表明,電解槽內襯的缺陷絕大多數都是在焙燒啟動階段產生的,因而焙燒啟動對鋁電解槽的正常生產和電解槽壽命影響極大.近年來隨著鋁電解槽容量的不斷增大,鋁業界對焙燒啟動方法愈來愈重視,焙燒啟動方法已有較大改進.我國鋁電解槽的平均壽命短,生產效率較低,其中,焙燒啟動方法的不當和焙燒質量偏低乃是重要原因之一.
1 焙燒方法分類
我國鋁廠自 20世紀 70年代以來,幾乎全都采用鋁水焙燒法.近年來我國鋁廠對焙燒啟動方法愈來愈重視,焙燒方法向多樣化發展,已有不少預焙槽鋁廠采用焦粒焙燒法 (又稱焦粒法、焦層法),部分鋁廠還自行開發了燃氣焙燒法 (又稱燃料法、熱法、火焰法).國外先進鋁廠多采用燃氣焙燒法,它能使溫度分布均勻,較好地控制焙燒時的升溫速度.焦粒焙燒可從常溫下逐漸升溫預熱,避免灌高溫電解質時的熱沖擊,在使用大分流器的情況下,控制預熱速度,簡便實用,成本低廉,成為多數新建鋁廠電解槽焙燒啟動的首選.
2 焙燒方法的選擇
2.1 焙燒的一般原則
(1)低溫排除內襯中的水份,300℃以下防止產生大裂紋.
(2)中溫 (300~600℃)焙燒填縫糊,升溫速度最好≤10℃/h,驅除瀝青中的揮發份,填縫糊焙燒時先收縮后膨脹.
(3)啟動后焙燒大邊縫,邊部電解質或冰晶石不能撬開,需要慢慢熔化.
2.2 焙燒方法評價
從技術角度講,一般可從以下 6個方面對焙燒方法進行評價
(1)升溫速度的可控性.平均升溫速度一般不應超過 20℃ /h,最大升溫速度不應超過50℃/h.在焙燒溫度 300~600℃范圍內,升溫速度應控制在 10℃/h或更小.
(2)焙燒過程中陰極表面的溫度分布.顯然,溫度分布愈均勻愈好.一般要求其相對標準偏差小于 10%.焙燒結束時陰極表面沒有溫度超過1 000℃的“熱區”.
(3)焙燒結束時陰極表面的平均溫度.理想情況是這一溫度應盡可能接近電解槽正常生產時電解質的溫度,以避免灌電解質時產生熱沖擊.
(4)陽極電流分布.這是用焦粒法焙燒預焙槽時的一個重要考查指標.一般要求陽極電流分布的相對標準偏差小于 15%,最好小于 10%.
(5)陰極電流分布.這是用焦粒法焙燒電解槽時的另一個重要考查指標,其要求與陽極電流分布一樣,即其相對標準偏差應小于 15%,最好小于10%.
2.3 焙燒方法的優缺點
按照熱量的來源,一般可將焙燒方法分為電阻法和燃料法兩大類.其中電阻法中最常用的是焦粒法和鋁水法.燃料法中現在最常用的燃料是液化石油氣和天然氣,故常稱之為燃氣法.焦粒法常用于預焙槽,也用于自焙槽.鋁水法現只用于二次啟動槽.燃氣法適用于所有槽型,目前在西方國家中,最常用和最有競爭力的焙燒方法實際上只有焦粒法和燃氣法.一般來講,焦粒法具有簡便、不需要復雜設備、不需要燃料、基本上不存在陰極炭塊燒損問題、焙燒時間短等優點.燃氣法因為是空腔焙燒所以具有空氣流動暢通、熱傳導快、溫度分布均勻、升溫速度的可控性好、垂直溫度梯度小、啟動后不需要清除焦粒、不存在電流分布不均問題和對同系列生產槽的運行無影響等優點.傳統的焦粒焙燒是通過焦粒層電阻產生熱量來焙燒的,陽極四周是用冰晶石填充和覆蓋起來的.在焙燒過程中,由于各部分冰晶石熔化速度不同,導致整個爐膛空氣流動不暢通,所以,焦粒焙燒最大弱點是陽極電流分布控制較難,對升溫速度的控制及溫度分布不夠均勻,易出現局部溫度過高及局部欠燒情況.
從上述可看出,焦粒焙燒與燃氣焙燒各有千秋.假若,把兩種焙燒方法的優點集中到一種方法中去,是否會有更好的效果呢?為此,某鋁業公司在 300 kA大型預焙陽極電解槽焙燒過程中大膽提出采用新焙燒啟動技術——空腔焦粒焙燒技術,通過對焦粒焙燒啟動工藝的改進和實踐,取得了有益的經驗.
3 空腔焦粒焙燒啟動應用實踐要點
3.1 裝爐和掛極
3.1.1 焦粒及鋪設厚度的選擇
采用煅燒石油焦,粒度在 1~3mm之間,這樣粒度能保證電阻率,同時避免氧化過快.焦粒層厚度為 20mm,既保證足夠的發熱量又避免啟動時有過多的焦粒殘留.焦粒用鋁框 (鋁框面積比一組陽極底掌面積略大)均勻地鋪在槽底,用刮板將其刮平,確保厚度一致,不能用腳踩焦粒層.整臺槽所有陽極下焦粒層的厚度應一致且鋪設均勻.
3.1.2 陽極的安裝
陽極安裝自 A 10、B10開始,至 A 1、B1結束.要求采用質量較好、單塊陽極底面平正、兩塊陽極底掌齊平、導桿澆鑄垂直度較好的組裝陽極.將陽極依次輕輕地吊放到相應的位置上,吊放后不要移動,利用陽極的重量將焦層壓實,保證陽極底掌和焦粒層接觸良好.由于每塊陽極的重量基本相同,故加在焦粒上的壓力也大致相同,從而使整個電解槽在焙燒過程中升溫均勻,防止槽內襯裂紋的產生.由于在通電后,焦粒受熱膨脹,陽極發生上移或傾斜,如果導桿與大母線接觸過于緊密,會使陽極位移受阻,陽極底掌會與焦粒之間產生縫隙,使得電流分布不均勻.另外,因導桿與大母線接觸過于緊密,在調整電流分布時會造成麻煩,出現調整電流分布困難的現象.所以,陽極與大母線之間不能用卡具固定,要采用軟連接,導桿與大母線之間一定要留有 1~2 cm空隙,以便陽極能自由膨脹,保證電流分布均勻,焙燒效果良好.
3.1.3 裝爐
裝爐采取的是空腔裝爐方式.為防止側面人造伸腿部分升溫過快和氧化,在人造伸腿表面用20 cm的碎電解質塊砌筑成薄薄一層密實的斜坡,但不能把加工面空間全部填充,只要能把人造伸腿覆蓋,防止升溫過快和氧化即可.中縫也切不可填充冰晶石等物將其堵塞,應該保持暢通,使熱量通過該通道進行輻射和對流傳遞,使槽溫均勻.為防止陰極氧化,在中縫中再鋪約 20 mm焦粒層.陽極上表面組間縫、中縫和與砌塊連接處用 3 mm厚鋼板覆蓋,并用冰晶石密封,使電解槽在焙燒期間空腔內為還原性氣體,減少陽極及爐底氧化.采用這種方式的目的是,在焙燒期間通過槽內氣體的對流、輻射熱等形式對整個陽極、陰極進行加熱,且溫度分布均勻,減少偏流的發生.實踐證明,只要裝爐工作做的細致,焙燒期間陽極電流分布無需做任何調整.再者,沒有冰晶石存在,不會有液體電解質生成,也就不會存在陰極吸鈉現象,就可以在理想狀況下完成初期預熱目標.
3.1.4 軟連接與分流裝置
在陽極導桿與陽極橫母線之間設置軟帶連接母線,使陽極底掌與焦粒之間始終保持良好接觸,獲得均勻的陽、陰極電流分布,確保槽溫均勻升高,減少裂縫的產生.采用焦粒焙燒的分流裝置常用的有兩種,一種連接陽極大母線和下游槽立柱母線的分流器;一種是用鋼帶連接陽極鋼爪和陰極鋼棒的分流片.兩種分流方式在使用過程中各有千秋,我們認為兩種分流裝置結合使用更合理,因為后者除具有分流功能外還具有均流的作用.在焙燒過程中,當無法利用分流片調整某組陽極輸入能量的幅度時,可以采取松開軟連接的方式,限制此組陽極輸入電流量以達到調整電流分布的目的.由于采用了空腔裝爐,在終止向單組陽極供電期間,陽極底部不會形成電解質絕緣層,所以當溫度降到可控范圍后可以很快恢復該組陽極的能量的需求.
3.2 焙燒、啟動
3.2.1 通電
該公司在通電時采用的是“賽爾開關”,實現了系列不停電開停槽技術 (詳細敘述略).沖擊電壓在 2.5~2.7 V之間,通電平穩安全,說明裝爐質量及分流器效果良好.3.2.2 電解槽啟動
為了減小效應啟動電壓過高對電解槽內襯的沖擊,采用的是濕法無效應啟動方案,從出鋁口向槽內灌入一定量的電解質,槽電壓控制在 8V以下.值得一提的是,大型預焙槽啟動時間較長,目的之一是提高液體電解質量,之二是繼續焙燒側部大邊縫和角部(人造伸腿),提高側部溫度到正常生產溫度.為此,關鍵是如何熔化陽極四周人造伸腿上部的電解質塊覆蓋層,既不能高抬陽極,使液體電解質遠離電解質塊固體物料,造成電解質中縫處過熱,而邊部物料不化;又不能急于把側部料撬開推入電解質,使尚未焙燒好的側部直接接觸液體電解質,造成側部溫度急劇上升,影響側部焙燒質量.
3.2.3 后期管理
電解槽焙燒啟動的關鍵是裝爐和后期管理,啟動后期管理階段是建立、規整爐膛階段,此階段要盡快縮小過熱度,建立起高分子比爐幫,為正常期生產管理打好基礎,啟動后期管理需把握以下要點.
(1)槽電壓調整要點
啟動電解槽后電壓控制,第一周降的快些,第二周是維持階段,第三周末達到正常值.啟動后期是熱平衡與物料平衡建立的過程,同時也是調整電壓的有利時機.
(2)槽溫、分子比
第一個月:975℃以上,2.75以上;第二個月965℃以上,2.70以上;第三個月 960℃以上,2.50以上.
(3)兩水平
電解質水平啟動后第一周保持在 28~30 cm,第二周保持在 25~28 cm,第三周保持在 23~25 cm,第四周以后保持在 18~22 cm.灌鋁后鋁水平達到 15~16 cm,達到 17 cm即可開始出鋁,一個月內調整到 19 cm.此階段鋁水平的調整幅度,太慢太快均不好,太慢會延遲電效高效期的到來,太快雖然可使電效速度提高,但經實踐表明,此做法易引起畸形的爐膛內型,造成后期電壓擺的提前發生.
(4)效應控制
啟動后的第一周內效應系數控制在 1.0次/槽·日,第二周內控制在 0.3次 /槽·日左右.第一個月末降至 0.1次 /槽·日以下,嚴格杜絕 5m in以上的超時效應,以免破壞新生成的高分子比爐幫.
4 全新鋁電解槽空腔焦粒焙燒技術實踐結果
2009年 1月份,某公司采用在 300kA大型電解槽上應用了空腔焦粒焙燒技術,從鋪焦粒、掛極、焙燒、啟動等環節分析,各項工作達到了預期目標.
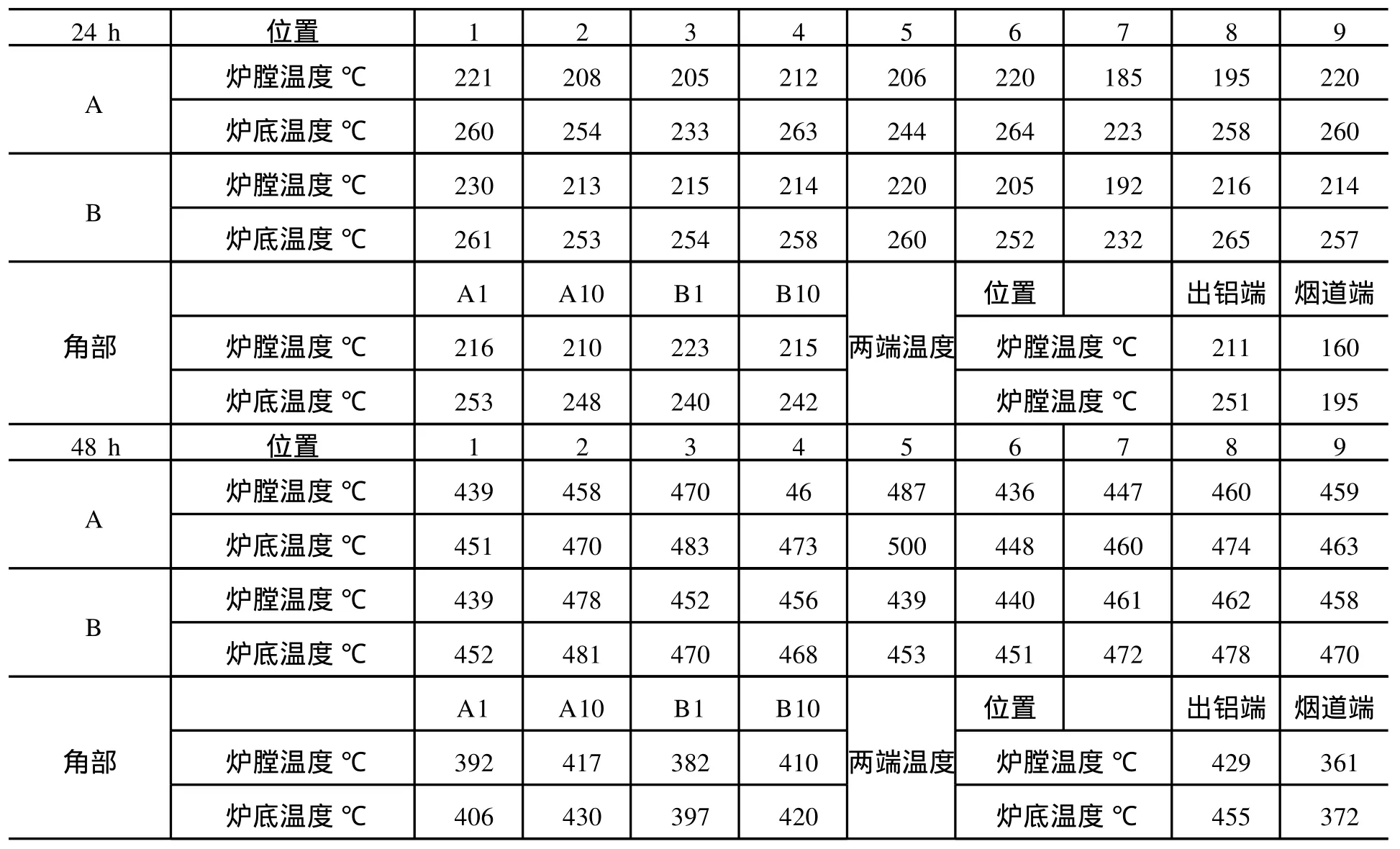
表 1 某槽 24~120 h爐膛溫度數據
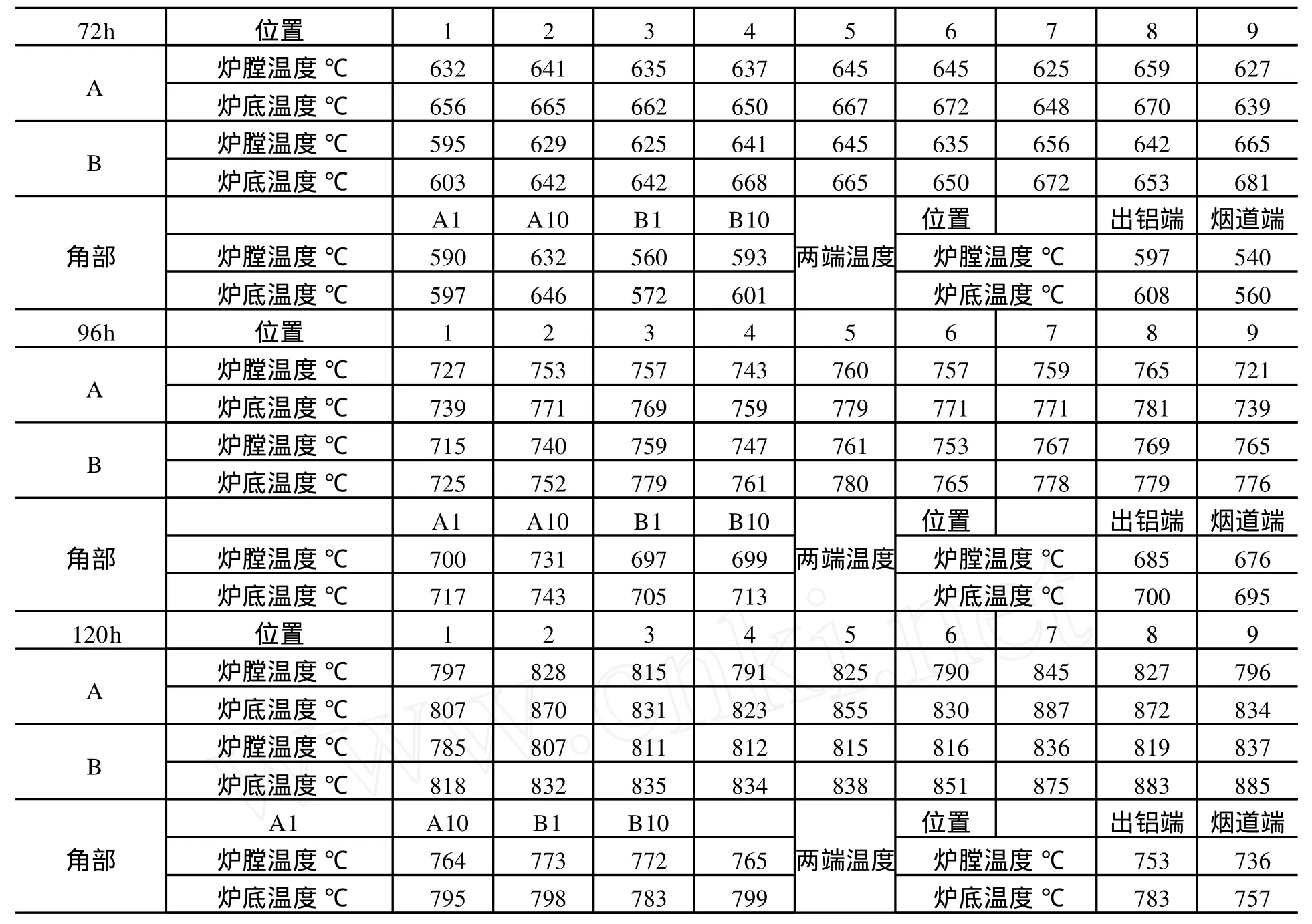
續表
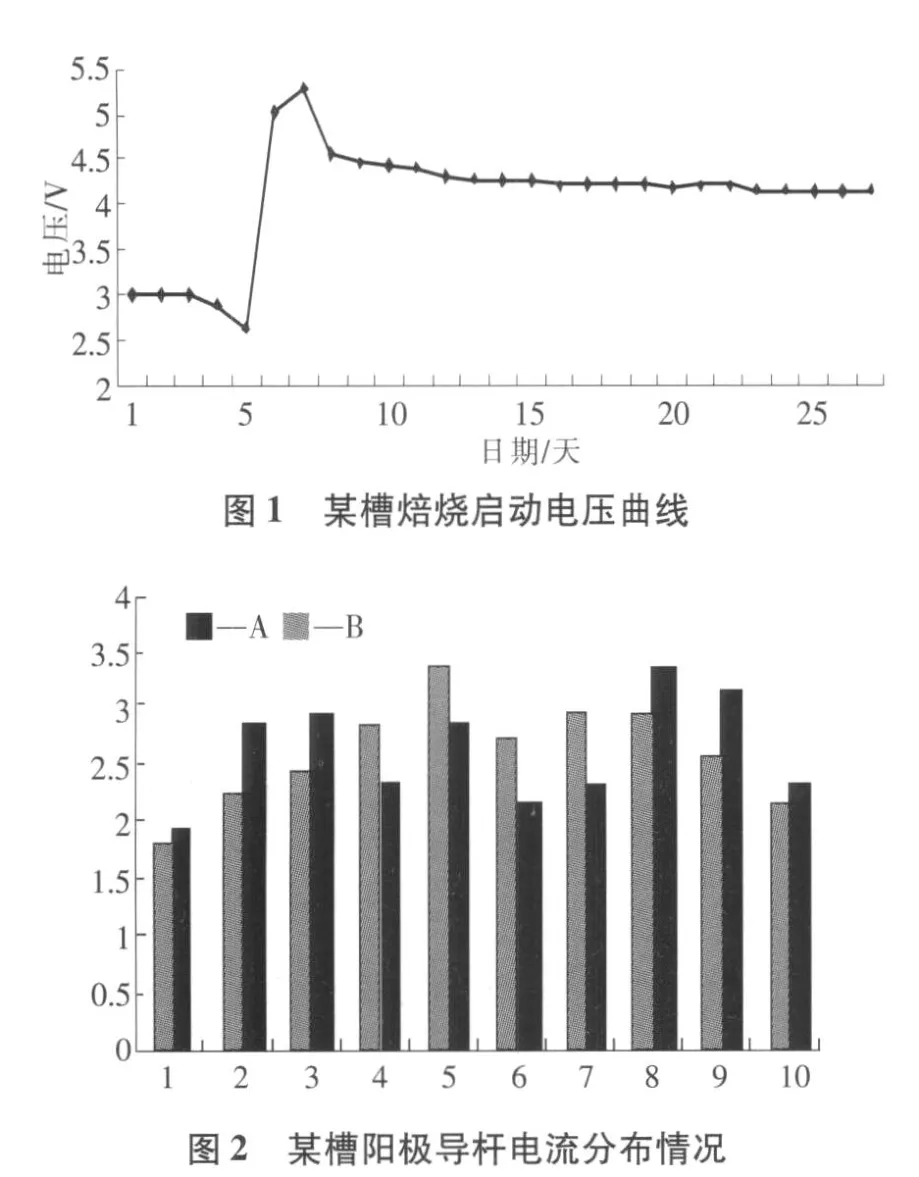
從圖 2分析得出,此槽焙燒期間電流分布均勻,無偏流現象.
從圖 3看出每小時焙燒溫度上升溫差控制在10℃以內,升溫曲線符合控制要求.
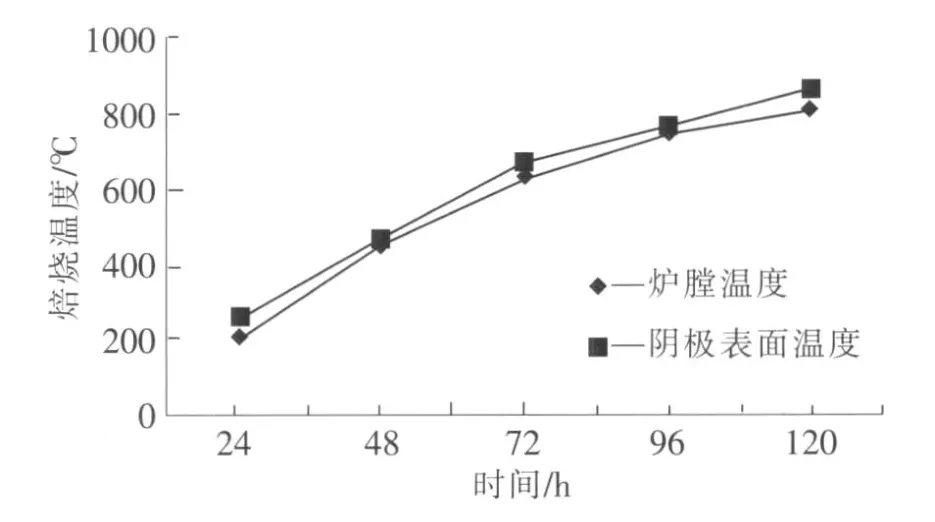
圖 3 某槽 120 h焙燒溫度曲線
從表 2數據可以看出,爐底鋼板溫度正常.啟動后期溫度略有升高,但隨著工作電壓的逐漸降低,爐底鋼板溫度又逐漸降低,處于正常范圍之內.
從表 3看出采用新焙燒、啟動方案后,側部槽殼溫度大面沒有大于 300℃的,表明側部已形成爐幫.從兩小頭溫度偏高,可看出,大型預焙電解槽煙道端與出鋁端側部槽殼由于是雙圍帶設計,側部空氣上下不流通,導致爐幫的管理與建立成為薄弱環節.今后在設計方面要有所改進.
5 問題探討
5.1 裝爐方法和啟動方法
從焙燒的目的和有利于正常生產考慮,作者更傾向于槽邊部砌電解質塊圍墻,中縫空腔的裝爐方法,采用濕法無效應啟動.從通電時的沖擊電壓和升溫速度考慮選用粒度為 1~3mm的焦粒, 且可以在其中添加一定量的石墨碎.
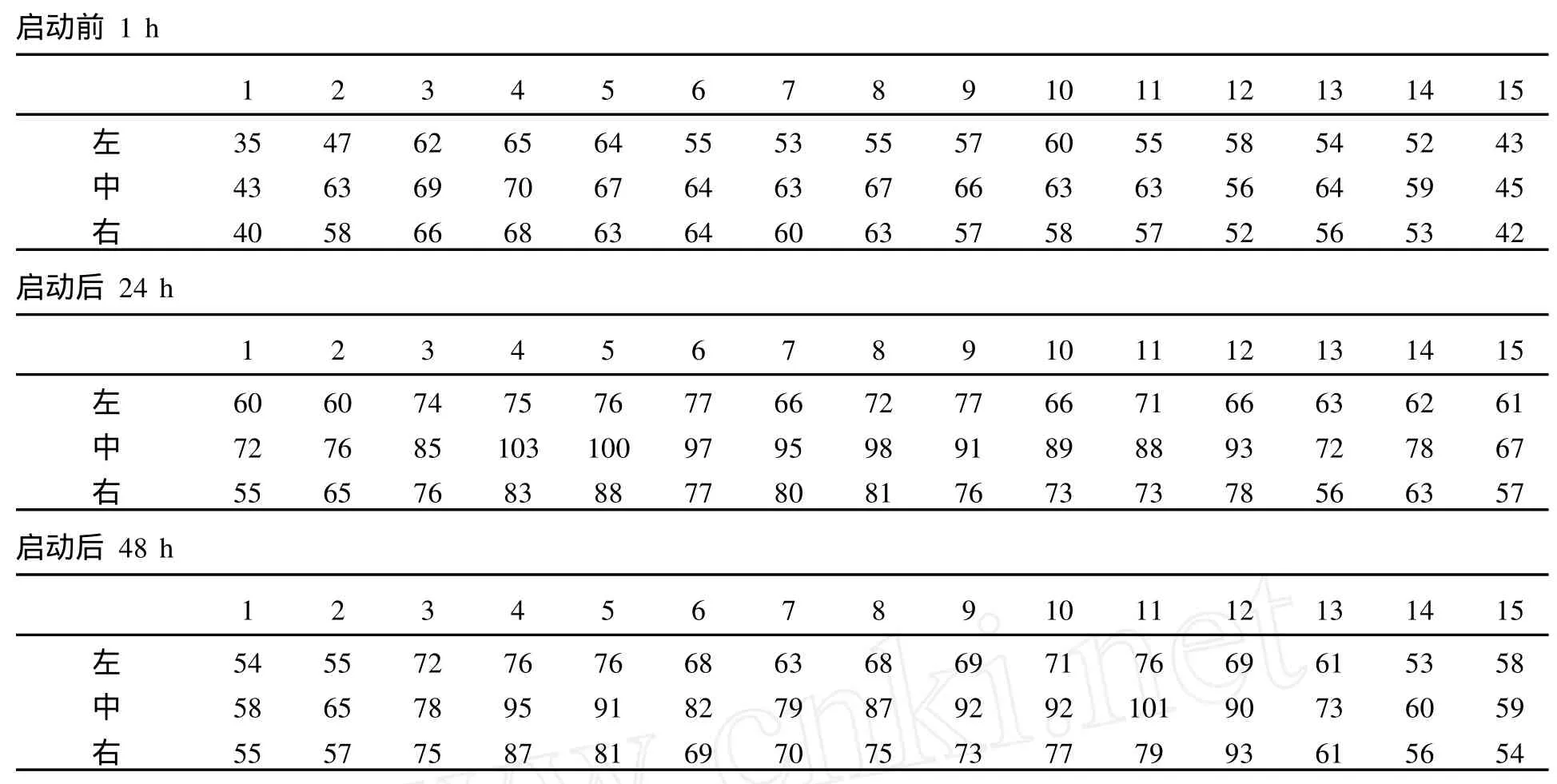
表 2 某槽爐底鋼板溫度 /℃

表 3 某槽側部槽殼溫度 /℃
5.2 焙燒時間
關于焙燒時間各家鋁廠做法各異,作者認為焙燒時間宜長些,4天或 5天為好.實踐表明這樣可使槽內襯各部位的溫度趨于平衡,槽內襯的扎固糊焦化比較理想,啟動時和后期管理十分平穩.
5.3 分流時間
采用大分流器時,分流時間為 12~24 h;用鋼帶分流時,分流時間為 24~36 h,具體何時拆除分流器或鋼帶,應由升溫速度和槽電壓決定,當槽電壓低于 2.8 V以下時,可拆除之.實踐證明,分流24 h較好,國外法鋁公司也提出分流不少于 24 h的做法,這樣焙燒初期緩慢升溫,升溫均勻,可減少偏流的發生.
5.4 灌鋁時間
電解槽啟動后,雖然物料全部熔化,炭渣已撈出,但是實際上人造伸腿和側部炭塊之間還沒有完全焦化為一個整體,如果灌鋁水時間過早,則可能使鋁水滲透到后期焦化產生的裂縫中,從而失去焦粒焙燒的優點,應該讓電解質液充分滲透到內襯裂縫后再灌鋁水.啟動后 24 h灌鋁水最佳,可分兩次灌入,兩次間隔 12 h,啟動初期鋁水平控制在 15~16 cm為宜,灌鋁后電壓降至 5 V左右.
6 結 語
(1)電解槽的焙燒啟動工作是電解槽生產的開端,要以科學理論和技術為依據,在實際生產中與時俱進,以延長槽正常生產和電效高效期為目的,不斷優化工藝.
(2)從電解槽焙燒啟動操作工藝的各個環節看,它還是一項系統的管理工程,必須加強技術和管理方面的培訓,以便適應生產的需要.
(3)經優化的空腔焦粒焙燒啟動方法,使電解槽的陰、陽極電流分布更均勻,升溫速度更合理,槽溫分布更均勻,避免了局部過熱的現象,扎固糊焦化良好,可望獲得較長的槽壽命,降低噸鋁生產成本.
(4)采用空腔焦粒焙燒啟動技術,簡便實用,勞動強度低,成本低廉,易于操作.
(5)電解槽啟動后期管理非常重要,應嚴格避免技術條件的大起大落,盡快建立完整的爐膛體系,有了規整的爐膛基礎,此后電解槽的運行將會非常穩定,不僅能高效低耗,減少勞動強度,也有利于延長槽壽命.
A
1671-6620(2010)S1-0047-05
