大型預焙電解槽影響槽壽命的因素
2010-12-28 06:23:32海云
材料與冶金學報 2010年1期
海 云
(黃河水電青海鑫業分公司)
大型預焙電解槽影響槽壽命的因素
海 云
(黃河水電青海鑫業分公司)
介紹了大型預焙槽筑爐質量、筑爐工藝、焙燒啟動時間、后期溫度管理,二次啟動對影響電解槽壽命的因素進行了探討和分析.
在鋁電解生產中,電解槽壽命的長短直接影響到企業的經濟效益,而槽壽命是不確定的,壽命短的只有幾十天,長的高達 3000天,它主要與陰極的設計,施工,材質、運行操作等諸因素的關系極為密切,為此,很有必要對影響槽壽命的因素進行探討.
1 影響槽壽命的因素
根據生產實踐經驗,主要從以下幾方面對影響槽壽命的因素進行簡要的探討.
(1)電解槽的結構設計
從我國小型自焙槽發展到采用中間點式下料后,側壁及碳間縫區域成為電解槽破損的主要部位,這在一定程度上要求設計人員注重側壁和碳間縫部位的設計和新材料的應用,很多事例說明槽壽命首先與槽設計因素有關,應力問題,熱平衡問題,磁流體的穩定問題等在設計中解決的是否適當,是影響槽生產的穩定和槽壽命的關鍵.
(2)筑爐材料的材質
筑爐材料是構成電解槽陰極的基礎,其材料質量的優劣,對電解槽壽命的影響也是很明顯的,特別是構成電解槽槽膛的碳素材料,將直接作為鋁液、電解質的容器,其抗侵蝕能力、抗熱沖擊能力、機械強度、導電性方面性都對槽使用壽命具有根本性的制約作用,所以在訂購筑爐材料時要按國標和行業標準從嚴采購,采用優質的筑爐材料.
(3)碳塊間縫開裂
在焙燒過程中,碳塊間縫開裂通常發生于焙燒期間,在焙燒過程中,碳糊中的揮發粉急劇排出,產生許多毛細孔,而碳糊在 250~350℃低溫時,屬塑性膨脹,而在 500~1000℃高溫時又固化收縮,在焙燒期間陰極電流密度分布不均,且溫度梯度過大時,要使所有的碳塊間縫糊膨脹與收縮是不會同步達到的,在 500~1000℃下的碳糊膨脹率為 0.4%,半石墨質碳塊膨脹率為 0.8%,故兩種材料膨脹率的差異使得碳塊間縫產生裂縫和孔隙是難免的,這就使得槽子產生了早期破損.
以下照片 1、照片 2在啟動后由于整流發生故障停槽后,重新刨爐后發現陰極間縫開裂嚴重經研究分析現場具體情況決定采用鹵水進行灌縫,重新啟動.
(4)槽底碳塊隆起
陰極碳塊在熱、電、磁、力場的共同作用下,不僅承受各種應力和磨蝕的機械損壞,同時還遭受到多種化學反應的腐蝕,會經常出現陰極鋼棒膨脹、碳內襯中鈉膨脹、熱膨脹、槽底上抬、陰極斷裂、沖蝕、磨損、剝層,以及碳素及碳內襯下部的各種滲透物的逐漸填充現象,滲透物大多是電解質以Na3A lF6,A l2O3形式存在,少量的鋁自陰極碳塊以毛細現象或在碳間縫滲漏,鋁液熔化鋼棒后生成鋁鐵合金,部分在電流作用下生成黑色的整塊不規則的鋁硅鐵合金,以 A l、Si、Fe、A l13Fe4、Fe3A l的形式存在.另一種存在現象是 NaF的富集也是對電解槽破壞最大,滲透物和防滲料、耐火硅反應腐蝕 ,生成 NaF、霞石、α -A l2O3、A l4C3和β-A l2O3等,就是常說的灰白層和玻璃狀化合物.
1243 #槽、1221#槽內襯修復方案利弊分析
目前我公司 11.17事故停電的 13臺電解槽已經修復 11臺,通電運行 11臺,1243#槽、1221#槽內襯損壞較其他槽嚴重,暫未實施修復.
1243 #槽方案一:更換第 23、24組陰極碳塊;方案二:更換第 1、2、3、23、24組陰極碳塊;方案三:對損壞的第 24塊陰極碳塊小修補扎處理.
1221 #槽方案一:更換第 1、2、3組陰極碳塊.方案二:對損壞的第 1、2、3塊陰極碳塊小修補扎處理.
1243 #槽前 2種方案和 1221#槽第 1種方案,都需要更換陰極底塊,拆卸上部結構,優點如下:①更換了損傷的陰極碳塊,修復后預期槽壽命達到設計要求的可能性增加;②立項修理后,實際發生的費用有利于爭取保險賠償.
缺點如下:①增大了修復成本.2臺槽修復費用預計 35~50萬元 (1243#槽前 2種方案費用差別 5~7萬元);②破壞了電解槽內襯的整體性,早期漏爐的可能性反而增加.因電解槽陰極內襯經過啟動培燒后已經成為一個整體,修復后的內襯在澆注料層和扎固層的連接處形成斷面,留下漏爐隱患;③延誤了電解槽的重新啟動時間.由于需要清刨,鋼棒切割、焊接,內襯砌筑、養生,槽上部結構的拆卸、安裝等多種工序,在設備、工器具齊全的情況下,需要 30天左右的時間才能修復通電;而上部結構拆卸、安裝需要專用吊具、工具,設計制作吊具、工具以及制作材料的采購又需要一定的周期,如此下來,電解槽重啟可能拖延到 3個月以后;④通電后啟動時間由 48 h增加到120 h.因更換新碳塊和重新扎固,電解槽焙燒時間需加長.
1243 #、1221#槽都采取最后一種方案,即不更換陰極底塊,僅進行小修補扎處理優點如下:①電解槽早期漏爐的可能性小.由于電解槽已經過焙燒啟動,內襯的整體性較好,補扎修理后重新啟動,如運行維護正常,槽壽命仍可達到 700天以上.參考公司停電后修復重啟的 17臺電解槽,目前運行狀態正常;②修復費用低.2臺槽補扎修理后總費用可控制在 1.5萬元以內;③修理周期短,可操作性強.無需更換底塊、拆卸安裝上部等復雜程序,3~5天可修復后重新通電,稍有資質的施工單位就可實施;④通電啟動時間短,48 h后可灌電解質啟動;⑤經濟效益可觀.以噸鋁利潤1000元、每臺槽日產鋁 2.7 t計算,2臺槽 186天可產生 100萬元的利潤.而此費用已經可以大修1臺 350 kA電解槽內襯.
缺點:①修復后槽壽命要低于設計壽命.因陰極碳塊補扎部位本身是一個缺陷,在重新焙燒后,與原碳塊完全形成一體的可能性小,啟動后該部位抗槽內高溫液體沖刷、侵蝕、滲透能力下降,從而導致整槽壽命降低,影響公司未來平均槽壽命指標;②可能影響保險理賠效果.未實際發生的修復費用,保險公司可能不予賠償.
(5)焙燒啟動
電解槽就像一臺組裝的新機器,陰極如內臟一樣,所以需要有“磨合”期,故必須精心焙燒,焙燒結束后要進行正確的啟動和合理的后期管理,以不會造成早期破損,焙燒的目的是陰極燒結為一個整體,使陰極達到啟動溫度,在這一加熱過程中為保持內襯材料的完整性尤為重要,還要保證預熱過程中陰極碳塊的水平和豎直方面有均勻的溫度分布,以及低的溫度梯度和平緩的加熱速度,從某前國內大型槽來看,普遍使用焦粒焙燒法,它的優點是啟動抬電壓后首先產生的“高熔點”電解質,能及時把焙燒產生的陰極碳塊,間縫裂紋及時封閉,各廠在焙燒啟動中的分流方式,焦粒厚度,焙燒時間都有所不同,筆者在內蒙某企業學習期間,該企業采用分散分流,焦粒厚度采用 3 cm以上厚度,焦粒層偏厚自然產生的焦耳熱偏大,焙燒溫度極不均勻,在焙燒中后期電壓偏高,回落較慢.拆除完分流器的時間為 72 h,槽子及時得不到全電流焙燒不利于啟動,據文獻研究報道焦粒層厚度在 2.3 cm時焙燒電流分布較好.陰極溫度均勻,焙燒中升溫梯度較平緩上升,利于槽壽命的延長.
如果焙燒啟動制度不合理,會嚴重影響槽壽命,特別是啟動溫度,文獻指出:電解槽啟動時槽底碳塊表面溫度高于 950℃可減輕鈉的破壞作用.低溫啟動時普通的陰極碳塊還易出現剝落,這是因為鈉滲入引起陰極碳塊體積膨脹的臨界溫度低于正常的電解溫度,造成陰極隆起,陰極碳塊的破損和隆起主要造成的原因是碳鈉的反應產物,鈉對碳陰極的侵蝕作用主要是溫度和分子比的原因,及氧化鋁濃度的變化而變化,三者中溫度的影響最明顯.在低溫下較大,而在高溫下較小,主要是由于碳鈉化合物在低溫下穩定,在高溫下分解,溫度低于 900℃時,鈉對碳的侵蝕速度將大大加快,此外,鋁與鈉的析出電位差隨分子比的增加而減小,在1 000℃下,分子比為 3.0時,析出的電位差為 0.25 V,溫度升高分子比降低,鋁鈉析出電位差顯著降低.在溫度為1 225℃時,分子比為2.5時,析出的電位差基本為 0,鋁鈉析出電位差與分子比的關系見圖 1,與溫度的關系見圖 2.
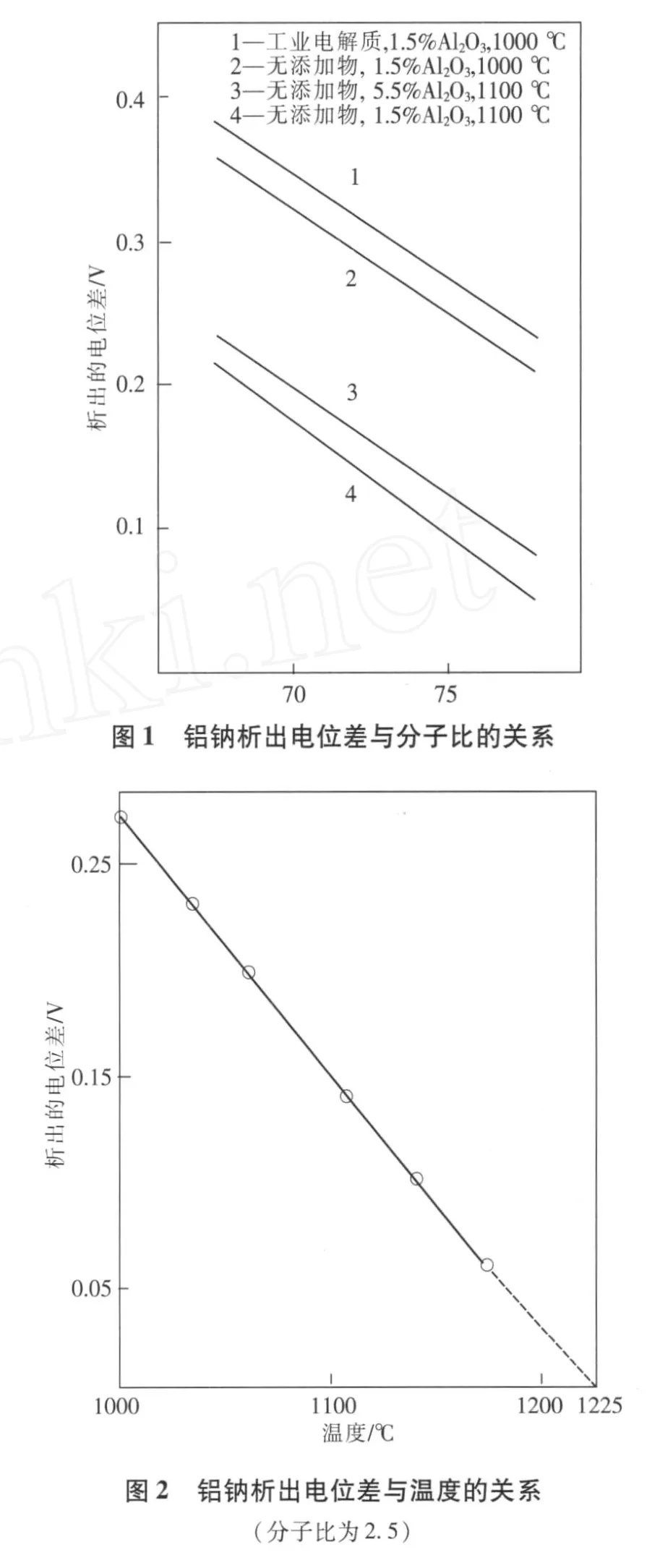
通過以上對比,焦粒焙燒啟動溫度達1 000~1 050℃,啟動時分子比為 3.0時,可保證鋁、鈉析出電位差在 0.20 V以上,極大的減少了鈉的析出,降低了碳塊的膨脹率,故從根本上防止了碳陰極的隆起和破損.
從近幾年來看,焙燒時間由 72 h和 120 h(6天)兩種方法,從焙燒實踐的結果看.兩者的焙燒結果是不同的,槽內焙燒溫度 (碳塊表面溫度)達到 900℃以上,在焙燒到 120 h后槽內襯各部位的溫度趨于平衡,就是平時所說的焙燒“透”了.槽內有較多的電解質,陰極碳塊的溫度比較均勻,人造伸腿、間縫的焙燒較理想,為順利啟動提供了條件,實踐看后期管理十分平穩,雖然時間增加了72 h,但焙燒溫度較好,對槽壽命、后期的技術管理十分有益.
照片 6是我公司對 1221#、1243#精心鋪焦的過程,特別是對二次啟動槽從鋪焦、焙燒監管、啟動時機、灌鋁時間及后期管理各個環節,精心匹配各項技術參數,才能達到槽子安全平穩的運行,達到延長槽壽命的目的.
照片6
(6)后期管理
后期管理的好壞很大程度制約破損狀況.
①平穩的供電制度.平穩供電是電解生產的前提,電流不穩電解槽遭受溫差的沖擊,容易使陰極碳塊發裂,方鋼變形,加速破損;②平穩的電解溫度.電解溫度高低既影響電流效率,又作用于內襯結構,高溫下很難形成爐幫,由于在焙燒初期電解槽陰極已產生很多裂紋,當處在熱行程時,為電解質通過槽底毛細孔和裂紋向內襯和絕緣材料中滲透造成了有利條件,并有利于槽底中炭化鋁的生成,使陰極碳塊膨脹剝落,裂紋增大,分子比高,電解質過熱時,鈉析出量增加,通過鋁液層擴散被底部碳塊吸收,鈉原子滲入碳原子的六方晶格空間,將碳原子擠開生成層狀的碳鈉化合物,造成碳塊膨脹,加速碳塊剝落,在槽子處于熱行程時熔化側部形成的槽幫電解質逐步破壞了內襯,鋁液對側襯侵蝕嚴重,槽底有沉淀存在時導電變差部分電流流經槽側走,同時在側部碳塊上析出鋁和鈉,生成炭化鋁和碳鈉化合物,導致了側部碳塊遭受破壞,從而引起了槽子側壁發紅,電流空耗,降低了效率.如控制措施不當,擊穿側壁,陰極棒頭熔斷漏爐,過早地引起了破損,某廠 240 kA槽的側壁是炭化硅結合氮化硅和碳磚粘貼側塊,在正常生產中由于兩種材料的膨脹系數不同,粘貼的 3 cm炭化硅和氮化硅的復合側塊全部脫落,在后期由于側壁形成的較差,內側炭在氧化的同時加上鋁液對側襯侵蝕嚴重,加上保持的鋁水平偏低,造成大面積爐幫發紅,側部擊穿,引起了槽子過早地破損.
2 預防電解槽早期破損的措施
早期破損的原因較多,但只要采取的措施得力,會達到延緩電解槽壽命的目的.
(1)加強進廠炭素材料質量的檢查,嚴禁使用受潮,有裂紋等缺陷的炭塊.
(2)確保陰極炭塊,炭間糊,周圍糊和搗錘的加熱溫差盡可能小,嚴格鋪糊厚度 (70 cm)確保壓縮比不低于 1.60∶1,風壓不低于 0.5M Pa.
(3)嚴禁一臺槽使用不同批次的炭塊,確保炭塊本身性能一致.
(4)加強現場監管,提高從業人員的思想認識,增強責任心.
(5)嚴抓培訓,提高現場檢察員檢查水平和從業人員的筑爐操作技能.
(6)認真執行國家和行業標準,嚴格各道工序的施工,施工中做好自檢,互檢和專檢的"三檢"結合制度,對每道工序有施工記錄,并經驗收合格后簽字,方可進行下道工序,及時做好歸檔保存.
(7)在焙燒啟動中,嚴格執行焙燒啟動規程,防止隨意性,特別是對二次焙燒啟動槽更加精心的管理,才能達到平穩和安全啟動延長槽壽命的目的.
(8)后期管理中保持生產平穩運行,盡量減少電解槽的發病率.
3 結 語
雖然鋁電解槽的早期破損時不可避免的,但只要采用相應的措施,在材料選擇,筑爐質量,焙燒啟動,正常工藝管理和操作維護方面進行不斷的改進和完善.逐步縮短與國際的先進水平差距為企業做到增產創效,節能降耗,實現提高經濟效益的最終目標.
A
1671-6620(2010)S1-0115-04
