天竹纖維紡紗生產實踐
2011-01-19 06:17:13孫浪濤張一心
山東紡織科技 2011年3期
孫浪濤,張一心(, )
天竹纖維屬再生纖維素纖維,是由河北吉藁化纖有限公司于2002年開發的一種新型紡織用纖維,具有獨特的抗菌、抑菌、防紫外線功能,以及較好的染色均勻性、吸濕透氣性和可紡性等特點,越來越受到消費者的青睞。
本試驗采用的原料是天竹及棉纖維,根據纖維的性能檢測結果以及對成紗質量的要求設計紡紗工藝,紡制14.8 tex的天竹纖維純紡紗和天竹/CJ60/40混紡紗,并對所紡紗線的性能進行測試。
1 天竹纖維的基本性能
天竹纖維的成形條件與普通粘膠纖維相似。從纖維縱面看,沿纖維方向有多數條紋。從纖維截面看,普通粘膠纖維呈鋸齒星形,有皮芯層結構;天竹纖維也呈鋸齒星形,但有明顯的孔隙,呈多孔網狀結構[1]。天竹纖維基本性能如表1所示。
2 天竹纖維原料預處理
天竹纖維在紡紗過程中易產生靜電積聚,使纖維產生繞羅拉、皮輥的現象,影響生產進度和產品質量。因此,在生產之前要對纖維進行預處理。根據纖維的回潮率以及含油率的大小,在投料前6~8 h給纖維按照一定的比例噴灑水,使纖維在以后的各工序中處于放濕狀態[2]。另外,由于天竹纖維在生產過程中還存在很多技術問題,導致不同批次的纖維性能存在一定差異。因此,在紡紗前應對纖維基本性能進行嚴格檢測,制定更為合理的紡紗工藝。
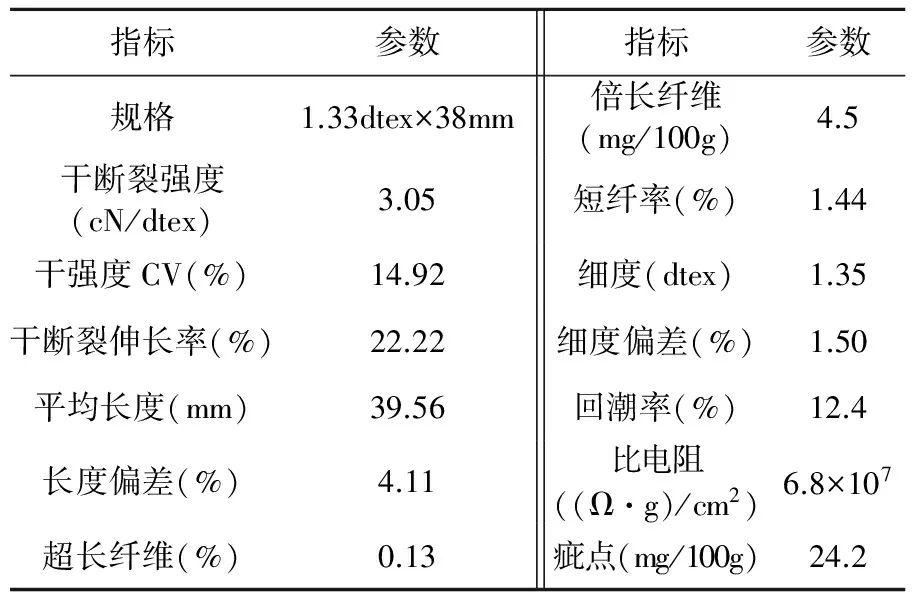
表1 天竹纖維的基本性能
3 天竹纖維紡紗工藝流程
3.1 天竹纖維純紡紗工藝流程
A002D型自動抓棉機→A006B型自動混棉機→A036B型豪豬式開棉機→A092A型雙棉箱給棉機→A076C型單打手成卷機→1181型梳棉機→FA315型并條機→FA315型并條機→A454E型粗紗機→FA502A型細紗機
3.2 天竹纖維混紡紗工藝流程
A002D型自動抓棉機→A006B型自動混棉機→A036B型豪豬式開棉機→A092A型雙棉箱給棉機→A076C型單打手成卷機→1181型梳棉機→FA315型并條機→FA315型并條機→FA315型并條機→A454E型粗紗機→FA502A型細紗機
4 天竹纖維紡紗工藝參數及檢測結果
4.1 清花工序
天竹纖維具有纖維整齊度好、含雜少的特點,天竹纖維強力低、表面光滑、抱合力差。抓棉機要少抓勤抓、減少打擊、減少纖維損傷和短絨的產生。將開棉機的打手改用梳針式的,三翼打手去掉刀片,給棉羅拉至打手的隔距應適當放寬。天竹纖維抱合力差,成卷松散,棉卷定量不宜采用太小,同時要防止棉卷粘連。
車間實際溫濕度為干溫:20.5℃,濕溫:16.5℃,相對濕度為57%。清花棉卷羅拉速度設計為13 rpm,豪豬打手設計速度為369 rpm。
4.2 梳棉工序
由于天竹纖維強力比棉低、雜質少,為防止損傷纖維和減少短絨,應適當降低錫林、刺輥速度,采用較大的錫林刺輥線速比,同時由于竹纖維疵點含量少,所以蓋板速度應適當降低。天竹纖維卷曲少,在紡紗過程中很容易伸直,導致纖維抱合力減弱,使棉網出現飄頭、墜網、破邊現象。因此,張力牽伸宜偏小掌握,同時適當降低道夫速度[3]。
車間實際溫濕度為干溫:27.5 ℃,濕溫:22.5 ℃,相對濕度:58%。梳棉工序的工藝設計如表2所示,梳棉工序結果如表3所示。
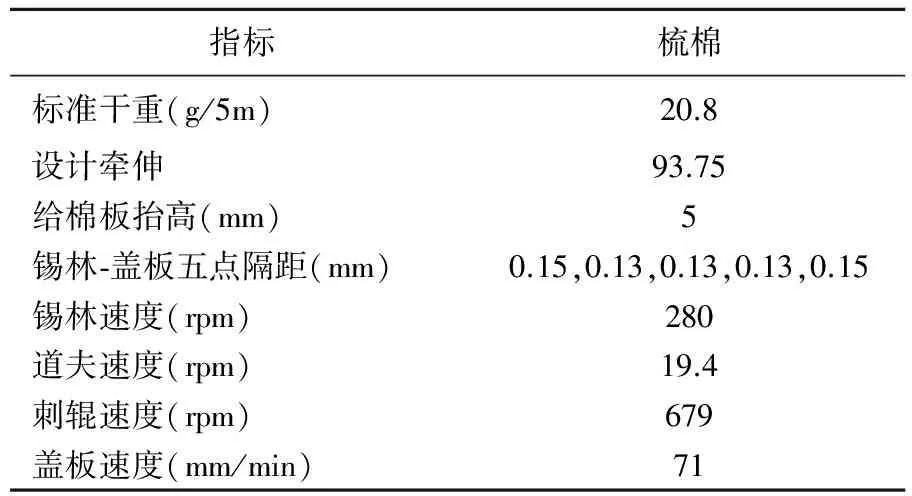
表2 天竹纖維梳棉工序工藝設計

表3 天竹纖維梳棉工序結果
4.3 并條工序
并條工序相對濕度要適當偏低控制,必要時對膠輥進行專用防靜電劑處理,以減少靜電現象帶來的不利影響。另外,并條機的速度應該適當降低,可避免纏繞羅拉和膠輥等現象。
天竹纖維純紡并條采用順牽伸工藝,頭并配大后牽伸,二并配小后牽伸,為增加纖維的緊密性和抱合力,喇叭口以偏小為宜[3]。天竹纖維混紡并條工序羅拉加壓量要適當加大,保證足夠的握持力與牽伸力相適應,確保纖維在牽伸中穩定運動,提高條干水平;適當放大羅拉隔距以改善條干水平。采用順牽伸工藝,以改善纖維的定向性和伸直度。喇叭口徑適當偏小控制使纖維抱合緊密,加強對纖維的有效控制以提高條干水平[4]。
天竹纖維純紡紗并條工序的工藝設計如表4所示。
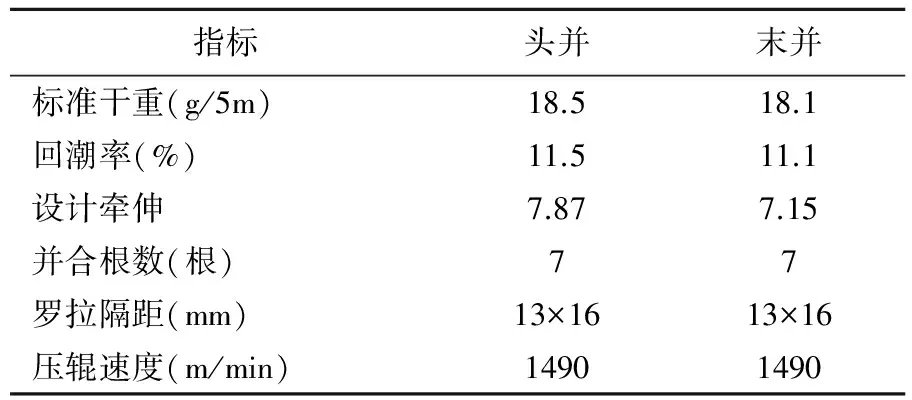
表4 天竹纖維純紡紗并條工序工藝設計
試驗采用的棉條為A201D型精梳機梳理的精梳棉條,其基本性能如表5所示。天竹/CJ60/40紗并條工序工藝如表6所示。

表5 精梳棉條的基本性能

表6 天竹纖維混紡紗并條工藝設計
天竹纖維并條工序結果如表7所示。
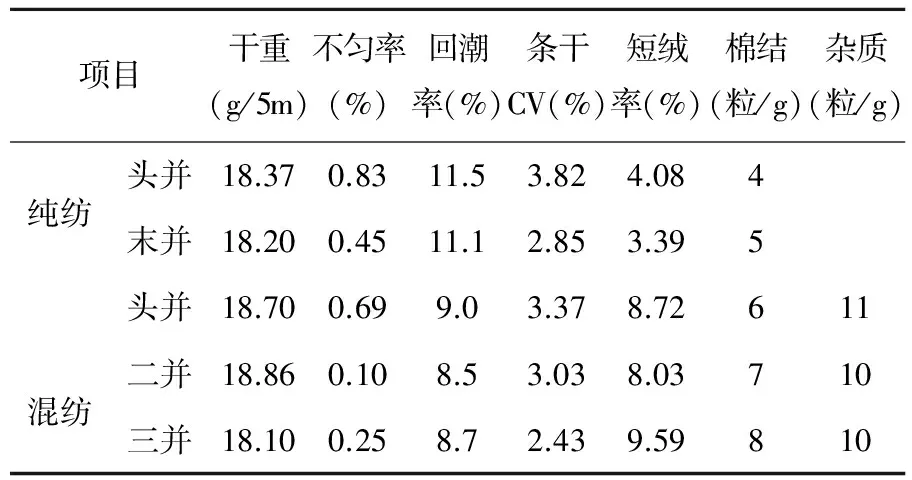
表7 天竹纖維并條工序結果
4.4 粗紗工序
粗紗工序應適當增大粗紗捻系數,以防止粗紗在退繞過程中發生脫斷和意外伸長,以及提高粗紗回潮率、減少成紗毛羽[5]。通過放大后區牽伸隔距,增大后區牽伸倍數,以減小牽伸力,降低粗節數量和提高條干水平,適當減小粗紗卷裝,以減小粗紗退繞時的拖動張力,避免粗紗產生意外伸長。另外,采用防靜電處理的膠輥以改善粗紗質量。
車間實際溫濕度為干溫:28℃,濕溫:22.5 ℃,相對濕度:59%,天竹纖維粗紗工序工藝設計如表8所示,粗紗工序結果如表9所示。

表8 天竹纖維粗紗工藝設計
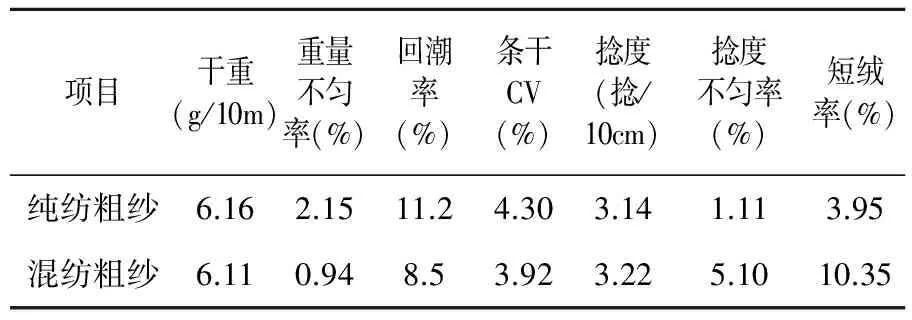
表9 天竹纖維粗紗工序結果
4.5 細紗工序
由于天竹纖維存在強力低、靜電現象嚴重等缺點,在紡細紗時常出現易斷頭、毛羽多、條干差等情況。因此,細紗工序應適當降低錠速和車速,以減小離心力作用和靜電積聚現象對細紗質量產生的影響。選擇稍大的捻度和較小的后區牽伸倍數,防止纖維在后區牽伸中過分擴散,有利于減少紗線毛羽和改善成紗條干均勻度。另外,合理選配鋼領和鋼絲圈、使用稍硬的軟彈性表面膠輥都有助于提高紗線質量[6]。
車間實際溫濕度為干溫:29.5℃,濕溫:20 ℃,相對濕度:64%,天竹纖維細紗工序工藝設計如表10所示,紗線的主要質量指標如表11所示。

表10 天竹纖維細紗工藝設計
5 結論
天竹纖維易積聚靜電,在紡制天竹纖維產品時要對纖維進行給濕預處理,以防止在紡紗過程中出現粘輥、飛花、纏結等現象。天竹纖維強力較低、抱合力較差、雜質少,在紡紗工程中要多松少打;適當降低錫林、刺輥速度,采用較大的錫林刺輥線速比;并條工序應該適當降低棉條定量,喇叭口徑宜適當偏小;適當增大粗紗的捻系數及后區牽伸倍數;細紗工序中應適當降低錠速和車速,選擇稍大的捻度和較小的后區牽伸倍數。同天竹纖維純紡紗相比,天竹纖維混紡紗均勻度好。

表11 紗線的主要質量指標
[1] 宋德武 顧宇鷺.天竹纖維的性能及其鑒別方法[J].針織工業,2007,(9):10—13.
[2] 常濤.竹纖維14.8tex噴氣紗紡紗實踐[J].紡織科技進展, 2008,(3):49—50.
[3] 楊紅重 陳建樸.天竹27.8tex轉杯紗的開發[J].上海紡織科技.2007,(11):47—48.
[4] 王春霞.竹纖維與棉混紡紗的開發[J].紡織科技進展,2007,(1):25—26.
[5] 章友鶴.竹纖維素纖維的特性與紡紗加工技術[J].現代紡織技術,2005,(2):56—58.
[6] 孫華.大豆纖維/竹纖維/精梳棉14.5 tex賽絡紡針織用紗[J].山東紡織科技,2007,48(1):21—23.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03