關于十字形鋼柱制作的幾點體會
2011-01-25 12:39:44耿鳳蘭
時代農機 2011年7期
耿鳳蘭
(新疆綠大地鋼結構工程有限公司,新疆 烏魯木齊 830011)
1 工程概況
新疆富蘊金山礦冶有限公司2×15萬t/a直接還原球團礦一期工程中的鏈篦機室,有十四根十字型鋼柱,二十七根H型鋼柱。十字柱結構特殊,整體剛度大,對幾何尺寸的要求嚴格,如果在制作過程中產生變形,矯正起來就極其困難,因此控制變形是制作的關鍵。
GB50205-2001《鋼結構工程施工質量驗收規范》規定十字柱制作允許偏差:柱身板垂直度不應大于5.0mm;截面連接處對角線偏差為3.0mm;柱身彎曲矢高,對于單層鋼柱不大于12mm,可對于多節鋼柱就不應大于5.0mm;柱身扭曲,對于單層鋼柱不應大于8.0mm,對于多節鋼柱不應大于5.0mm。
根據設計說明,柱上下翼板、腹板的拼接焊縫,采用坡口全熔透焊,焊縫等級為二級;翼板與腹板的T型焊縫,腹板先開坡口,預留間隙,按熔透等強工藝施焊,焊縫等級為二級。
由于我公司是第一次制作這種類型的鋼柱,尚無成熟經驗,經過不斷的摸索和試驗,終于總結出合理的控制變形的制作工藝。
2 十字柱的結構
鏈篦機室的十四根十字柱,材質為Q235B,規格為+700×400×25×36 的 6 根,長度為 10m;+800×400×25×36 的 2 根,長度為 28.6m;+600×350×20×30 的 6 根,長度為 5.8m,形狀如圖1所示(以最大規格為例):
從圖1可以看出,十字柱由一根H800×400×25×36和兩根 T387.5×400×25×36 組成。
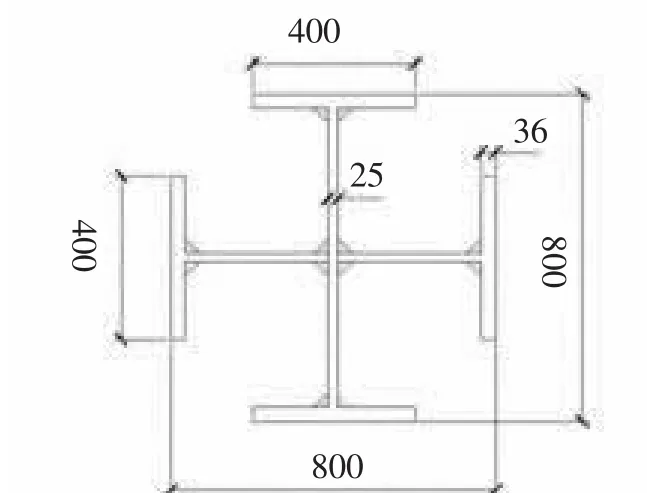
圖1 工藝流程圖
3 十字柱的制作工藝流程如圖2所示:
4 制作工藝
4.1 下料時進行變形預控
(1)十字柱由一根 H800×400×25×36 和兩根 T387.5×400×25×36焊接而成。考慮到T型鋼焊接后翼板和腹板垂直度出現偏差時很難矯正,故將兩根T型鋼先做成一根H型鋼,焊接矯正后再剖成兩根T型鋼。
(2)預留焊接收縮量。十字柱下料時腹板要開雙面坡口,寬度方向留4mm焊接收縮量,長度方向留30~50mm的切割余量,即一根 H800×400×25×36的腹板下料尺寸為 25mm×732mm;另一根要剖成T形鋼的H775×400×25×36要加切割量,即腹板下料尺寸為25mm×709mm。
4.2 下料工藝要求
(1)下料前對鋼材進行幾何尺寸、表面質量等方面的檢查。鋼材端邊或斷口處不得有分層、夾渣等缺陷,鋼材表面損傷、銹蝕,經打磨修整后,其厚度削減量不應大于該鋼材厚度負偏差的1/2。
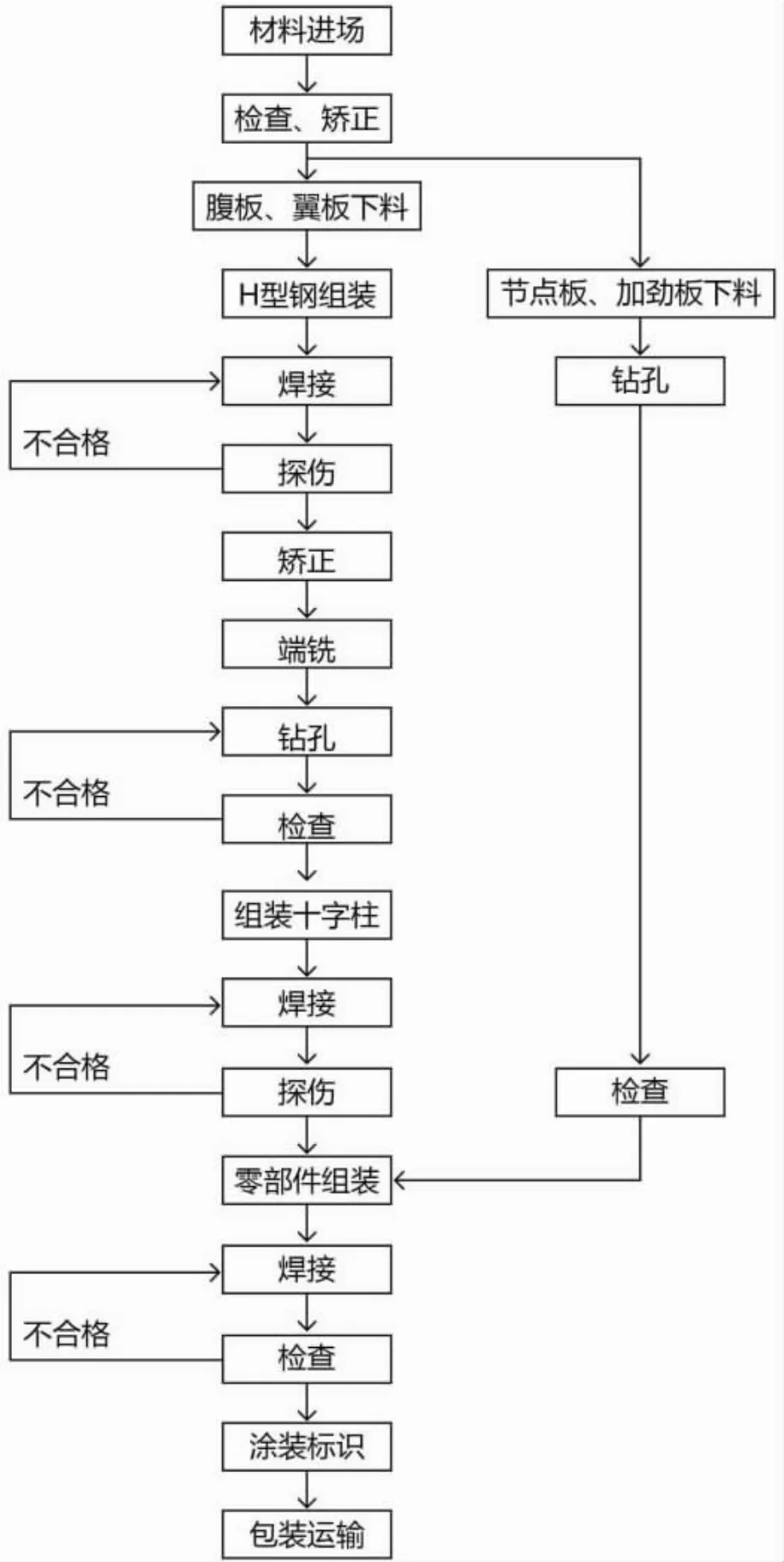
圖2 十字柱的制作工藝流程
(2)由于鋼材規格的限制,鋼柱的翼板和腹板必然會拼接,只允許長度方向的拼接,拼接長度不小于1000mm;翼板和腹板的拼接縫應錯開不小于200mm,并與內部加勁板的角焊縫間距大于200mm。板料對接時,坡口為X形,在焊縫兩頭各加一塊引弧板,焊后氣割去除,并將焊道邊緣修磨平整。對接處焊后要進行超聲波探傷,并達到二級焊縫質量標準。
(3)所有翼板均在多頭直條切割機上進行下料,板料的原邊均不保留,以保證板料兩側受熱均勻,不產生側彎;腹板則用半自動切割機下料,切割完后直接開坡口,板料待完全冷卻后方可移動。
5 組立、焊接、矯正
在組立前對所有的板料進行矯正處理,以保證組立精度,矯正后的鋼材局部平面度允許偏差為1.0mm,并清除毛刺、鐵銹、污垢等影響外觀的缺陷。
5.1 H型鋼的組立
(1)先按翼板寬度找出板料的中心線,再按此中心線找出腹板邊緣線,按此線進行組立。組立完成后,在H型鋼內部加臨時固定板,以控制腹板和翼板的相對位置和垂直度,并起到一定的防變形作用。
(2)用CO2保護焊進行打底,兩邊同時進行,然后進行埋弧自動焊,用碳弧刨清根,焊接順序如圖3所示。
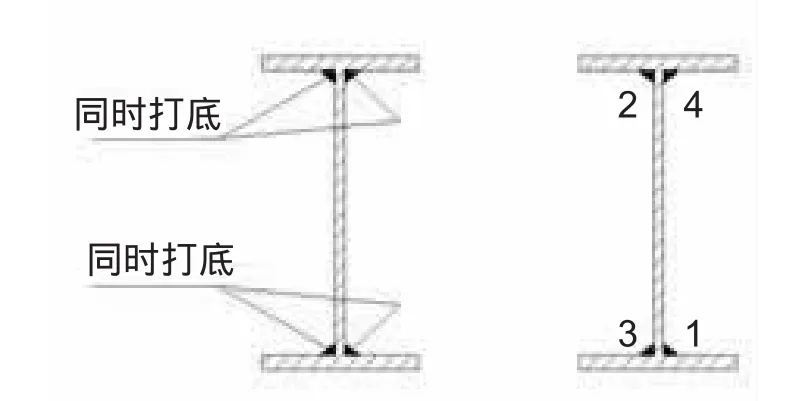
圖3 H型鋼焊接順序
(3)柱兩頭要加引弧板。焊接順序:先用CO2保護焊對位置1、3同時打底,翻邊再對位置2、4同時打底,再焊接位置1、2處的第一道焊縫,然后在位置3、4焊縫處先清根,再焊一道,最后返回位置1蓋面,按2、3、4順序蓋面。
(4)H型鋼焊接完畢后,采用翼緣矯正機對H型鋼進行矯正,保證翼緣板的垂直度不大于3.0mm,翼緣板對腹板的垂直度不大于5.0mm。
(5)按上述程序完成后,H775×400×25×36 的 H 型鋼要剖開。切割時,在兩邊各留50mm不斷開,中間部分進行間斷切割,切割1.5m預留30mm不斷開,待構件冷卻后,再將未斷開的部分割斷,在很大程度上減小了T型鋼的變形,在剖開的同時對剖開邊開雙面坡口,坡口形式如圖4所示。
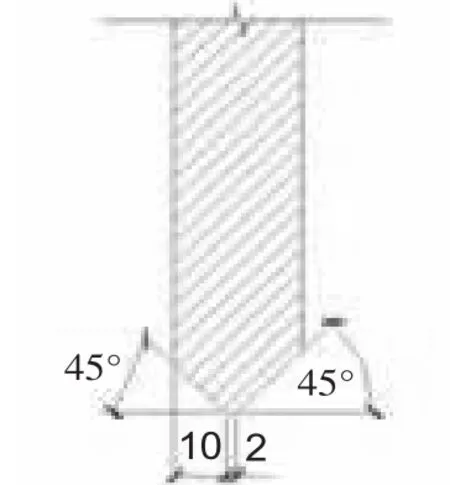
圖4 T型鋼腹板坡口形式
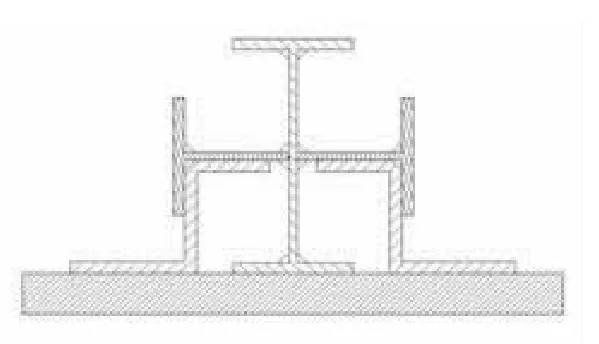
圖5 十字柱組立胎具
5.2 十字柱的組立
(1)工藝隔板的制作。工藝隔板按十字柱的尺寸形狀下料,其厚度與所連接梁中翼緣較厚的一致。工藝隔板與構件的接觸面要求開坡口,邊與邊之間必須成90°直角,以保證十字柱截面的垂直度。
(2)檢查H型鋼和T型鋼是否矯正合格,其外形尺寸是否達到要求,并將焊接區域內的所有鐵銹、氧化皮、飛濺、毛邊等雜物清除干凈,方可開始組裝。
(3)十字柱組立胎具如圖5所示。將H型鋼在平臺上擺平調正,兩T型鋼腹板與H型鋼腹板的相對位置如圖6所示。

圖6 T型鋼與H型鋼腹板的相對應位置及焊接順序
(4)將T型鋼坡口較淺的一側與H型鋼腹板進行定位點焊,定位焊縫長度為40mm,焊道間距400mm,焊接應先從坡口深度大的一側進行,從中間向兩邊同時施焊,以避免因焊接造成彎曲或扭曲變形。焊接工藝與H型鋼相同,均采用氣體保護焊打底和埋弧焊填充蓋面的焊接方法,對應的焊接位置均為船型焊。
5.3 十字柱的矯正
(1)焊接完成后,檢查十字柱是否產生變形。矯正變形需用千斤頂配合火焰進行矯正,不得錘擊強迫矯正,加熱時應注意變形的方位,加熱溫度控制在600~900℃之間。
(2)矯正完成后,對十字柱進行端銑,以控制柱身長度及現場安裝后的垂直度。
6 焊接變形控制要求
(1)采用船型焊,能較好地保證焊縫熔深、焊腳尺寸及外觀質量。
(2)H型鋼焊接時,中途不得停焊,以免受熱不均,產生較大的熱應力產生變形。
(3)焊完后,需等構件完全冷卻后方可吊運。
(4)每一焊道焊接完成后及時清理焊渣及表面飛濺物,發現影響焊接質量的缺陷時,清除后方可再焊。
(5)在連續施焊過程中應控制焊接區母材溫度,使層間溫度的上下限符合工藝文件要求。
7 結語
按照上述工藝制作的十字柱,經檢查均符合設計及質量驗收規范的要求。構件安裝完后,各部分連接良好,進一步證明了制作工藝的可行性及可操作性,為以后的制作積累了寶貴的經驗。
[1]GB50205-2001.鋼結構工程施工質量驗收規范[S].
[2]JGJ81-2002.建筑鋼結構焊接技術規程[S].
[3]田雨華.十字柱及ㄈ形柱制作變形控制[J].鋼結構,2010,25(1).
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36