整體葉盤通道電解加工流場的均勻性*
2011-03-15 08:42:52徐慶朱荻徐正揚
華南理工大學學報(自然科學版) 2011年6期
徐慶 朱荻 徐正揚
(南京航空航天大學機電學院,江蘇南京210016)
電解加工是一種利用金屬陽極的電化學溶解原理來去除材料的制造技術,在航空、航天、汽車等領域得到了廣泛應用[1].由于電解加工具有加工效率高、不受金屬材料硬度和韌性等切削性能的限制、電極無損耗、表面質量好等諸多優點,因而在航空發動機整體葉盤的制造中發揮了重要的作用[2].流場設計是整體葉盤通道電解加工中非常重要的環節,電解液在加工間隙中的均勻流動成為電解加工能否穩定進行的關鍵因素.近年來,研究者們對整體葉盤通道電解加工流場進行了研究.錢密等[3]采用底面開縫的截面為三角形的電極進行數控展成電解加工,該電極的出液槽為S型;朱永偉等[4]采用陰極本體加底板的復合結構的陰極進行電解加工,陰極出液口采用沿流向漸窄的三角縫結構.
電解液流場直接影響葉盤通道加工的穩定性和加工質量,不佳的流場設計將導致加工質量變差,并發生短路等情況.影響流場的因素有很多,文中重點討論了群孔管電極出液孔徑大小對流場均勻性的影響.因此文中提出了一種優化流場的側壁群孔圓管電極設計方法,設計了電極群孔結構,建立了電解加工流場的有限元模型,分析了流場的數值特性,并通過實驗驗證這種出液形式的可行性.
1 電解液流動形式
現代航空發動機整體葉盤通道空間狹小、形狀復雜,給電解加工提出了更高的要求.文中設計了壁面開孔(雙排孔)末端封閉的管電極并進行電解加工,電解液從管電極開口端流入,從壁面的群孔中噴出進入電解加工間隙,如圖1(a)和1(b)所示.
P1為通過電極軸線和出液孔中心線的平面,P2為垂直于電極軸線并通過電極上圖1(a)中所示孔中心線的平面.管電極軸線與葉盤毛坯軸線垂直,并置于毛坯上方.如圖2所示,加工時,陰極沿葉盤毛坯軸線直線進給,毛坯繞自身軸線旋轉,必要時陰極可繞設定的旋轉軸進行旋轉,在陰極和葉盤毛坯的復合運動中實現整體葉盤通道的電解加工.

圖1 群孔管電極和加工間隙中電解液的流動示意圖Fig.1 Schematic diagram of electrolyte flowing in multi-hole tube electrode and ECM gap

圖2 整體葉盤通道電解加工示意圖Fig.2 Schematic diagram of ECM of blisk tunnel
2 流場均勻性設計
電解加工過程中,要求電解液在加工間隙中各處的流量充足、均勻,沒有空穴、分離現象等.采用壁面開孔末端封閉的管電極,不同程度地出現了電解液前沖的現象,即加工間隙中電極封閉端附近電解液流量和流速較大,而進液口附近流量較小,嚴重時可能會發生短路.合理設計適當的液孔對于均勻流場十分重要[5-7],為此,文中提出了一種管電極出液孔結構的設計方法.該方法通過分析各孔處的壓力水頭獲得孔口流量,然后用方差的形式對各孔口流量的均勻性進行評判.
在群孔管電極距始端x處取一微分段dx,如圖3所示.設微分段進液口斷面流量為qs,流速為v,壓力水頭為H;出液口斷面流量為qs+dqs,流速為v+ dv,壓力水頭為H+dH,微分段上流出的電解液流量為q0dx/L.管電極長度為L,橫斷面面積為A.始端流量記為q0,流速為v0,壓力水頭為H0;因末端封閉,故流量和流速均為零.

圖3 管電極微分段Fig.3 Differential segment of tube electrode
根據質量守恒定律[8],微分段的連續性方程為

根據能量守恒定律,微分段的伯努利方程為

式中:z1、z2為單位重力流體具有的位能,由于管電極水平放置,可認為z1=z2;α1和α2分別為微分段進液口和出液口斷面上的動能修正系數,文中由于電解液流動狀態為湍流,故均取1;g為重力加速度;∑hf為微分段沿程水頭能量損失,可用下式計算:

式中:De為電極管外徑;λ為沿程損失因數,根據尼古拉茲公式計算:

文中,v0取22m/s,Re=v0Di/ν,電極管內徑Di取4× 10-3m,運動粘度 ν為1.14×10-6m2/s,故 Re= 7.7×104,λ=0.0186.


令H'(x)=0,得x=L或x=L-2De/λ.取x=L時,說明管電極末端壓力水頭為一極值點,又因為H″(x)=-/gL2<0,所以該點為極大值點.這是由于電解液流至末端時,流速和流量趨于零,壓力恢復達到最大.取時,根據文中選取的L= 30mm、De=5mm、λ=0.0186,可得x=-507.6<0,此解沒有意義,故只有一解,即x=L.所以,管內壓力水頭沿液流方向逐漸升高,孔中流出的電解液逐漸增多.
陰極管壁面上雙排孔大小相等,且等間距排列,qh,m表示第m個孔的流量,ˉqh表示群孔的平均流量,可用隨機變量qh的方差S來描述流量沿孔序方向的變化情況:

方差S的值越小,說明各孔流出的電解液的流量越均勻,加工間隙內的流場越均勻.
出液孔的孔口流量為[8]

式中,C0為孔口流量系數,a為孔口面積.
由式(8)及qh=va可得,由于v0≈v1,
故v0=v1=q0/Na,故

由式(6)-(9)可得

式中,N為孔數,C1、C2、C3為常量.由式(10)可知,當管電極直徑、過流面積A、長度、沿程損失因數、孔口流量系數和孔數N確定時,孔口面積a越小,方差S的值越小.即在電極管內徑和管壁上孔數固定的情況下,小孔徑有利于提高出水的均勻性.然而當孔徑過小時,電解產物容易堵塞出液孔導致加工間隙中流量不足,進而引發短路.因此,為了保證加工穩定進行,出液孔徑不宜過小,文中選取的適宜最小孔徑為0.3mm.
3 數值模擬
3.1 數學模型的建立
為了驗證上述分析結果,建立了整體葉盤通道的電解加工流場模型,并進行了數值仿真.根據流體力學原理,可計算出整體葉盤通道電解加工過程中電解液處于紊流狀態,因此采用的控制方程為連續性方程和Navier-Stokes方程(簡稱N-S方程),并采用標準κ-ε雙方程湍流模型建立封閉的控制方程組.
對于不可壓縮三維流動,表達質量守恒的連續性微分方程可表示為[9-12]

表達動量守恒的運動方程即N-S方程可表示為

湍流動能方程(κ方程)

湍流動能耗散率方程(ε方程)

式中:i,j=1,2,3;vi為分速度;xi為i向脈動分量;ρ為電解液密度;fi為單位質量力;p為壓力;κ為湍流動能;ε為湍流動能耗散率;μ為動力粘度,μt為湍流粘度,μt=Cμρκ2/ε;模型常數C1ε=1.44、C2ε= 1.92、Cμ=0.09;σκ、σε分別為湍動能κ、耗散率ε對應的Prandtl數,σκ=1.0,σε=1.3.
3.2 流場仿真及結果分析
電解液從管電極開口端流入,自電極管上的小孔中流出,流經加工間隙,最后從整體葉盤毛坯的側面和上表面流出.圖4為整體葉盤通道電解加工的電解液流道示意圖.該流道包括電極管及整體葉盤通道中流體的空間,該流體空間即為流場有限元模型的實體空間.

圖4 電解液流道示意圖Fig.4 Schematic diagram of electrolyte tunnel
圖5為所建立的整體葉盤通道電解加工流場的三維有限元模型.P1、P2與圖1中定義相同.建立如圖5中所示的直角坐標系,其中X軸與電極軸線平行,Z軸與平面P1垂直.

圖5 電解液流體有限元模型Fig.5 Finite element model of electrolyte fluid
利用Fluent軟件對不同出水孔徑管電極的流場有限元模型進行數值模擬,考察圖5中平面P1、P2上的流速分布情況,分別如圖6、7所示,圖中流場速度等值線上的數字表示該等值線的流速值,Y表示圖形在坐標系Y軸上的坐標.其中,圖6(a)-6(d)是出液孔徑d分別為1.0、0.7、0.5、0.3 mm時的流場流速(m/s)等值線分布圖.從圖6中可以看出,隨著出液孔徑的減小,流速等值線數量減少,可知電解液出流逐漸均勻;從圖7中可以看出,隨著出液孔徑的減小,加工間隙中的電解液在P2平面上垂直于通道側壁的速度分量逐漸增加,可知電解液前沖的現象逐漸減弱,因此采用較小孔徑的群孔流動方式有利于流場的均勻和穩定.

圖6 P1平面上流場的流速分布圖Fig.6 Velocity distribution of flow field in plane P1

圖7 P2平面上流場的流速分布圖Fig.7 Velocity distribution of flow field in plane P2
4 試驗與分析
為了驗證不同出液孔徑的群孔管電極對通道電解加工的影響,在自行研制的整體葉盤電解加工機床上開展了工藝試驗研究.圖8為整體葉盤通道電解加工實物圖.試驗中工具電極采用直徑為5 mm,壁厚為0.5 mm,出液孔徑d分別為1.0、0.7、0.5、0.3mm的末端封閉的不銹鋼群孔管狀電極;陽極選用Q235扇段,厚度為28mm.主要加工參數如下:電解液為15%的NaCl,電解液流速為22 m/s,溫度為(30±1)℃,電壓為20V,電極沿毛坯軸線方向上的進給速度為0.4mm/min.

圖8 整體葉盤通道電解加工裝置實物圖Fig.8 ECM device of blisk tunnel
加工后的通道試件如圖9所示,其中圖9(a)-9(d)分別表示出液孔徑d為1.0、0.7、0.5、0.3 mm的群孔管電極.
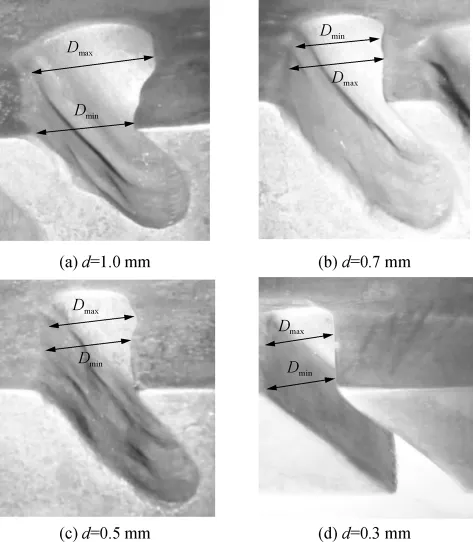
圖9 整體葉盤通道試件Fig.9 Blisk tunnel samples
試驗結果表明,采用較大出液孔徑(1.0、0.7和0.5mm)的群孔管電極加工出的試件表面有較明顯的溝槽或凹坑,表面質量較差.由于電極出液孔徑較大,加工間隙中的流場不均勻,各處流速、壓力差異較大,電解液從出液孔中噴出時具有較大的前沖分速度,在葉根處相鄰出液束容易匯成一股大的射流,因此加工間隙中以若干股射流為主(主要在葉根部位),伴隨少量泡沫狀的流速較小的液體(主要在葉尖部位).與電解液流速較低處相比,工件上流速較高處的電解產物和氣體容易被高速液流帶走,該處的電導率也較大,因此,該處的加工間隙也較大,故在通道側壁上形成了溝槽或凹坑(距通道表面深度為0.5~1.0mm不等),從而造成了通道葉根處材料去除量過大而葉間處去除量過小的情況,如圖9(a)所示.
采用較小孔徑(0.3 mm)的出液孔的流場較為均勻,各處流速、壓力較為平均,因此各處的加工間隙較為一致,通道進氣邊在水平方向上的寬度差小于0.2mm,通道側壁較為光滑,沒有明顯的流痕,表面粗糙度Ra為3.2μm左右.
圖10所示為4個通道進氣邊在水平方向上的最大寬度差(Dmax-Dmin),圖中1、2、3、4分別對應圖9中(a)、(b)、(c)、(d)所示的4個通道.

圖10 通道進氣邊在水平方向上的最大寬度差Fig.10 Maximum width differences of tunnel inlet side in horizontal direction
5 結語
均勻穩定的流場是電解加工的難點和重點,研究有效的設計方法非常重要.文中采用末端封閉壁面具有雙排出液孔的管電極進行電解加工,電解液從開口端流入,自管壁上的小孔中流出.分析發現:在群孔等距排布的情況下,孔的大小對于流場的均勻性有重要的影響;較小孔徑的出液孔有利于提高流場的均勻性.文中還進行了流場數值模擬,發現采用較小孔徑的出液孔時,加工間隙中的流速較為均勻.工藝試驗表明:群孔管電極采用大孔徑的出液孔時,通道表面具有較明顯的溝槽或凹坑;而采用較小孔徑的出液孔時,加工出的通道側壁表面光滑,沒有明顯的流痕.為獲得更加均勻穩定的流場,還需進一步設計工具電極的出液形式,如出液口的形狀、排布等.
[1] 徐正揚,朱荻,王蕾,等.三頭進給電解加工葉片流場特性[J].機械工程學報,2008,44(4):189-194.Xu Zheng-yang,Zhu Di,Wang Lei,et al.Character of flow field on turbine blade with 3-electrode feeding method in electrochemical machining[J].Chinese Journal of Mechanical Engineering,2008,44(4):189-194.
[2] Westley J A,Atkinson J,Duffield A.Generic aspects of tool design for electrochemical machining[J].Journal of Material Processing Technology,2004,149(1/2/3):384-392.
[3] 錢密,徐家文.數控展成電解加工的陰極結構及流場研究[J].航空精密制造技術,2003,39(2):14-18.Qian Mi,Xu Jia-wen.Study of cathode structure and flow field in NC-electrochemical contour evolution machining[J].Aviation Precision Manufacturing Technology,2003,39(2):14-18.
[4] 朱永偉,徐家文,胡平旺.數控展成電解加工整體葉輪的研究與應用[J].航空學報,2001,22(4):376-378.Zhu Yong-wei,Xu Jia-wen,Hu Ping-wang.Study and application of NC-electrochemical contour evolution machining integral impeller[J].Acta Aeronautica et Astronautica Sinica,2001,22(4):376-378.
[5] Wang Jun-ye.Pressure drop and flow distribution in parallel-channel configurations of fuel cells:U-type arrangement[J].International Journal of Hydrogen Energy,2008,33(21):6339-6350.
[6] 陳水俤.多孔管配水均勻性的理論探討[J].給水排水,1995,5:5-10.Chen Shui-di.Theoretical study on the distribution uniformity of perforated water pipe[J].Water&Wastewater Engineering,1995,5:5-10.
[7] Chou Hsien-ter,Cheng Ray-yuan.Outflow distribution along multiple-port diffusers[J].Proceedings of the National Science Council,Republic of China,Part A:Physical Science and Engineering,2001,25(2):94-101.
[8] 陳卓如.工程流體力學[M].北京:高等教育出版社,2004.
[9] Zhang Guan-min,Tian Mao-cheng.Simulation and analysis of flow pattern in cross-corrugated plate heat exchangers[J].Journal of Hydrodynamics,2006,18(5):547-551.
[10] Hewidy M S.Controlling of metal removal thickness in ECM process[J].Journal of Materials Processing Technology,2005,160(3):348-353.
[11] 馬飛,張文明.水射流擴孔噴嘴內部流場的數值模擬[J].北京科技大學學報,2006,28(6):576-580.Ma Fei,Zhang Wen-ming.Numerical simulation on internal flow field in a bore-enlarged nozzle with water jet[J].Journal of University of Science and Technology Beijing,2006,28(6):576-580.
[12] Wang Wei,Zhu Di,Qu Ning-song,et al.Electrochemical drilling inclined holes using wedged electrodes[J].International Journal of Advanced Manufacturing Technology,2010,47(9):1129-1136.
