正交試驗法優選六味地黃微丸的制丸工藝
2011-04-09 14:14:24孫艷霞何騰龍
中國藥業 2011年12期
關鍵詞:工藝
孫艷霞,何騰龍
(1.西安正大制藥有限公司,陜西 西安 710043; 2.西安科力藥業有限公司,陜西 西安 710300)
六味地黃丸為經典名方,2010年版《中國藥典(一部)》收載有六味地黃蜜丸、濃縮丸、軟膠囊、硬膠囊、顆粒等劑型。因療效確切,其系列產品臨床應用非常廣泛,用量也非常大。六味地黃傳統蜜丸、濃縮丸釋藥緩慢,適宜于慢性疾病,但服用方法不便;而現代的軟膠囊、硬膠囊、顆粒劑等釋藥快,不宜于慢性疾病的治療。筆者嘗試將其制備成微丸,使之釋藥速度適中,適于慢性疾病的治療。現對其制丸工藝進行了優選,報道如下。
1 儀器與材料
E-100型擠出機、QWZ450型微丸造粒機、WBF-Ⅱ型多功能制粒包衣機(重慶英格造粒包衣技術有限公司)。六味地黃丸細粉(西安科力藥業有限公司)。
2 方法與結果
2.1 微丸制備
取六味地黃細粉,加乙醇,混合均勻,制成軟材,放入E-100型擠出機中,用0.5mm孔徑的篩網出條(經預試驗,0.5mm孔徑篩網出條和滾圓效果較好),在QWZ450型微丸造粒機中滾圓;放入WBF-Ⅱ型多功能制粒包衣機中沸騰干燥,進風溫度80~85℃,物料溫度50~55℃干燥;分別用20目和60目篩除去過大和過小的顆粒,得六味地黃微丸[1]。
2.2 制備工藝優選[2-4]
2.2.1 因素水平確定
根據微丸制備的影響因素,選擇了乙醇體積分數(因素A)、乙醇用量(因素B)、滾圓轉速(因素C)3個因子,每個因子根據實際情況確定了3個水平,因素水平見表1。
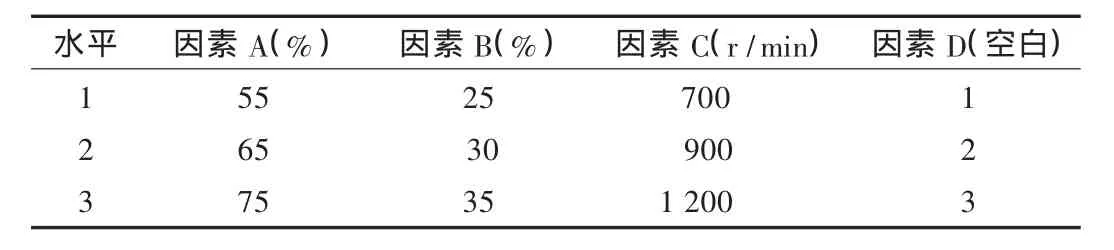
表1 因素水平表
2.2.2 正交試驗設計與結果
以微丸收得率為指標,用L9(3)4正交表安排試驗,結果見表2。由 R值可看出,因素A和B是影響微丸收得率的關鍵因素,再結合K值大小,可得出最佳制丸工藝是A3B3C3。方差分析結果見表3。可知,因素A和B非常顯著,因素C顯著,結論與直觀分析結果一致。
2.3 驗證試驗
按照最佳制丸工藝A3B3C3進行了驗證試驗。結果見表4。
3 討論
最終確定的最佳制丸工藝為:75%乙醇制軟材,用量為細粉的35%,在1 200 r/min的微丸造粒機中滾圓。驗證試驗結果表明,最佳工藝收率高,可作為大生產工藝。
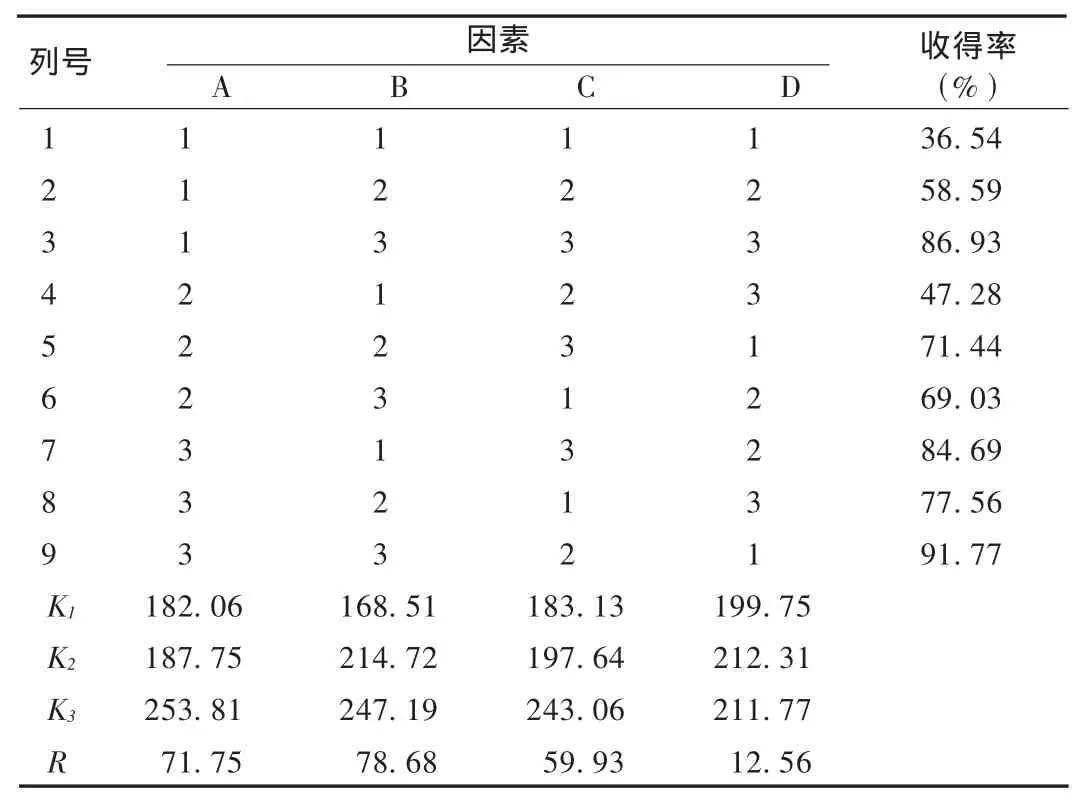
表2 L9(3)4正交試驗結果

表3 方差分析結果表

表4 最佳工藝驗證試驗結果
本試驗采用新型設備制備微丸,效率高、微丸收率也高。
試驗中發現,乙醇體積分數低時,軟材黏,易成大塊狀,微丸收率低;乙醇體積分數達到75%時,軟材松散,利于出條、成丸。
將微丸裝入硬膠囊殼制成硬膠囊劑,既便于服用,又進一步延緩了藥物的釋放,使總體釋藥速度適中,更適合于慢性疾病的治療。
[1]陸 彬.藥物新劑型與新技術[M].第2版.北京:人民衛生出版社,2005:448.
[2]李小芳,湯貫光,邱 爽.中藥微丸制備工藝研究進展[J].中成藥,2009,31(3):450-452.
[3]陳 琳,邢 茂,夏 午,等.更安顆粒成型工藝研究[J].中國藥業,2010,19(11):34-35.
[4]杜 松,鄭純虹,李健君.微丸制劑的工藝特點及生產設備[J].醫藥工程設計,2007,28(2):36-38.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52