11萬t油船特殊區域分段精度管理與控制
2011-06-07 09:22:02柳穎,鄧波
江蘇船舶 2011年6期
柳 穎,鄧 波
(滬東中華造船集團有限公司,上海 200129)
11萬t油船特殊區域分段精度管理與控制
柳 穎,鄧 波
(滬東中華造船集團有限公司,上海 200129)
以11萬t油船的CW01(P)分段精度控制為例,詳細介紹了雙斜切立體分段、機艙區域和尾部區域分段的精度管理與控制的設計工藝和新技術。這些特殊區域分段的總組搭載精度管理與控制工作中應用的一些新技術與新工藝,對后續其他船舶類似分段的精度管理工作有一定的參考價值。
特殊分段;精度管理;管理控制
0 引言
造船中的精度控制技術是以船體建造標準為基本原則,通過科學管理的方法和先進的工藝手段對造船的全過程進行尺寸精度分析與控制的一門技術。其目的就是最大限度的減少現場修整工作量,提高工作效率,縮短建造周期,降低建造成本,保證船舶質量。船舶精度控制技術的研究,是其他相關技術得以實施的基礎。
由于分段制造誤差、吊裝運輸變形等原因,分段精度往往會出現各種問題,對11萬t系列油船的總組搭載進行有效的精度控制與管理,以實現船塢無余量搭載,可以有效減少船塢中分段裝配作業現場的余量修整工作量,最大限度減少分段吊裝過程中吊車無用作業時間,從而達到提高建造質量、縮短建造周期和降低造船成本的目的。本文以11萬t油船為例,對雙斜切立體分段、機艙區域分段和尾部區域分段的精度控制工作采用的新技術新工藝進行詳細的敘述。
1 雙斜切立體分段精度管理與控制
針對雙斜切立體系列分段的總組搭載工作,在以往的船舶類似分段總組搭載作業過程中,由于二維測量方式的限制,無法對該類型分段的精度狀態做出有效的測量評價,從而無法實現無余量作業過程,也就無法對分段進行有效的精度控制和管理。為了從根本上解決這一系列分段的無余量搭載問題,提高船舶的無余量搭載率,11萬t油船雙斜切立體分段采用了全站儀進行測量進而應用精度管理軟件對測量結果分析進行精度管理。
1.1 對已搭載分段和分段完工測量分析
(1)針對已搭載分段CW02(P)、CB01(P)的搭載狀態應用全站儀進行測量,并應用精度管理軟件進行結果分析。下面以CW02(P)為例進行說明,CB01(P)分段測量分析過程相同。雙斜切分段CW02(P)示意圖如圖1所示。對雙斜切分段CW02(P)艉端面應用全站儀測量的數據點分布如圖2所示,圖2中的數字為數據點。雙斜切分段CW02(P)艉端面測量點與理論點對比分析結果見表1。表1中,坐標為理論點,(X)、(Y)、(Z)分別為X方向、Y方向、Z方向的偏差值。
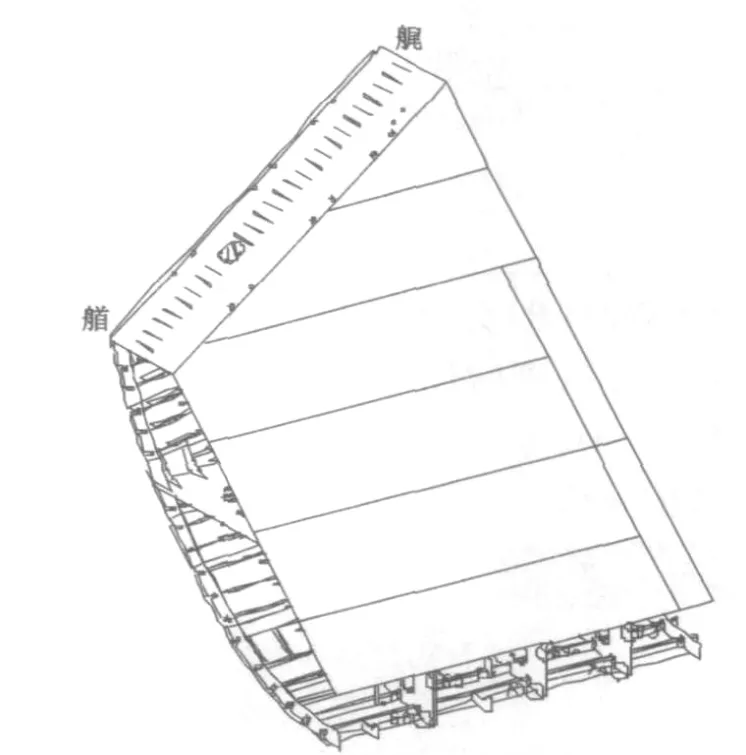
圖1 雙斜切分段CW02(P)示意圖
從上述軟件分析結果中可以得出:
CW02(P)艉端面搭載狀態,船長方向余量較為理想,半寬方向13號測量點以后存在10 mm以上誤差,此處誤差可以通過分段制造過程中假隔艙的精確定位來消除。
(2)針對即將搭載雙斜切分段CW01(P)的搭載狀態應用全站儀進行測量,并應用相關精度管理軟件進行結果分析。
雙斜切分段CW01(P)分段的具體測量和分析過程同已搭載分段CW02(P)的測量分析過程。
根據分析結果:CW01(P)分段完工狀態,首端口斜旁板(Fr13至Fr26)船長方向局部余量為10~20 mm,首端口外板(Fr29至Fr63)船長余量較多,最大處達96 mm。半寬方向(Fr64至Fr69)余量為10 mm左右,而Fr70至Fr76的局部點半寬方向短達16 mm。
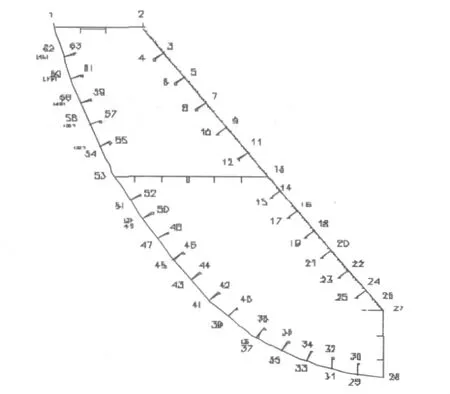
圖2 搭載端面測量點示意圖
表1 搭載端面測量點與理論點對比分析結果
1.2 對CW01(P)分段進行模擬搭載分析
采用精度管理軟件對CW01(P)分段進行模擬搭載分析,CW01(P)艏端面與CW02(P)艉端面模擬搭載數據分析示意圖如圖3所示。

圖3 模擬搭載分析示意圖
1.3 無余量切割方案確定與實施
(1)對于CW01(P)與CW02(P)接頭處余量多余處進行預處理,具體方案按照接頭模擬搭載數據分析表執行。由于CW02(P)局部出現半寬間隙會超差10 mm左右,CW01(P)長度方向余量切割時,外板可加放5~10 mm余量補償。
(2)對于 CW01(P)與 CB01(P)接頭處,參照CW01(P)與CB01(P)分段完工測量結果。此處在搭載過程中,局部會有20 mm左右的超差,故決定此接頭處余量暫不切割。在實際CW01(P)搭載定位過程中,此處余量的切割由于較為方便,可與支撐燒焊的過程同步進行,盡可能節省吊裝作業時間。
通過采用上述方法對雙斜切立體CW01(P)分段進行吊裝作業,整個作業過程控制在4 h左右,相比以往作業過程,減少了4~5 h,有效提高了分段的無余量搭載率,節省了船塢的吊裝時間。
2 機艙區域分段的精度管理與控制
機艙區域分段及部分首部分段在正態總組作業過程中,底部都燒焊一定高度的槽鋼作為支撐,以完成分段的總組。雖然采用此方式相較于專門的總組胎架已經簡單很多,但是在分段的總組過程中,仍然存在諸多不合理之處。
為了有效的進行機艙區域類型分段的總組,特地將總組的支撐方式改為承重為50 t標準圓墩,必要時增加槽鋼。采用此方案,每只分段只需4~6只標準圓墩即可滿足總組要求。在總組之前可以根據相應的工藝圖紙,將圓墩提前放置到指定的位置,待分段翻身到位后,再對標準圓墩進行一些細微的位置調整,并且增加一些墊片以滿足分段水平方面的要求。總組時,基準分段底部平臺燒焊部分槽鋼作為靠山,防止分段總組時,因使用花蘭及油泵對另1只分段位置微調時而造成的基準分段移動。此靠山槽鋼僅底部與總組平臺燒焊連接,與船體僅密貼,相比以往總組方式用槽鋼連接對接支撐更安全。
圓墩由圓鋼管與2塊圓形鋼板組成。結構簡單,易于制作,操作方便。示意圖如圖4所示。
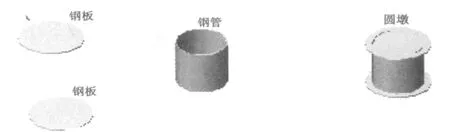
圖4 圓墩制作示意圖
下面以11萬t油船機艙區域分段EG11(P)、EG12(P)的總組作業過程為例進行說明。
(1)繪制總組支撐布置圖。
(2)根據支撐布置圖,在總組平臺處劃出輪廓線,并將圓墩放置于指定位置。圓墩布置示意圖如圖5所示。
(3)將分段放置于圓墩之上,并調整好位置。
從上述機艙區域分段的總組作業實際操作看,相對于原來槽鋼支撐工藝,按照每只總段需要6~9段槽鋼,其燒焊及割除占用吊車時間為(總組、搭載):平均可節約10 h/總段;機艙區及貨艙區總段共5只總段采用此方法,可節約吊車使用時間50 h。此方法節約了槽鋼及燒焊和氣割時消耗的能源和材料,同時由于機艙區域的底部有圓墩支撐的升高,為總段精度的測量和后續的無余量作業工作打下了基礎。
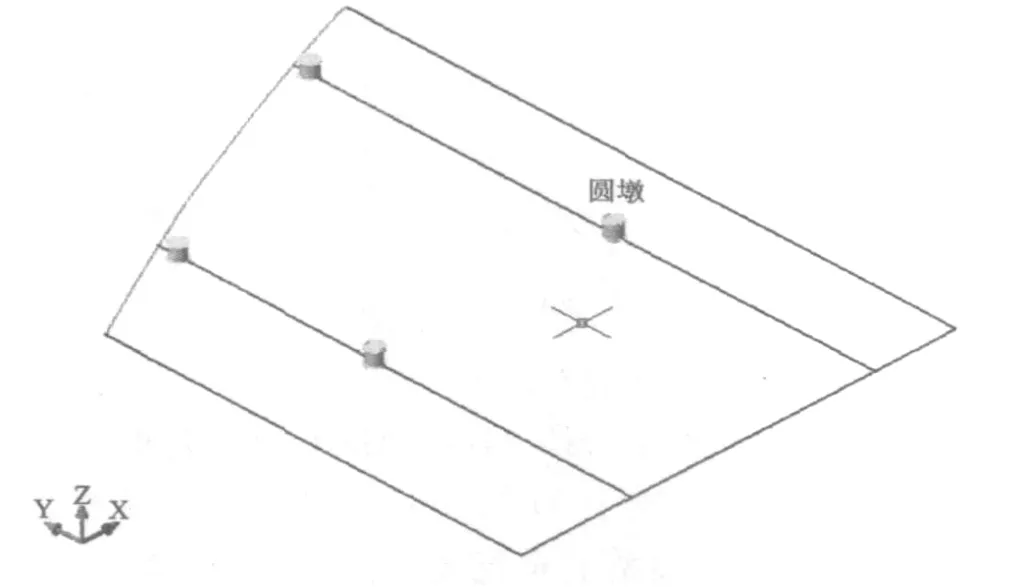
圖5 圓墩布置示意圖
3 尾部區域分段的精度管理與控制
11萬t油船尾部區域分段的軸舵系照光鏜孔分段的精度控制是船舶建造工作的重點內容,同時其作業周期是制約船塢周期的重點內容。為此,在該油船上推行了軸舵系分段預鏜孔后再進行總組搭載的新型生產方式。這種生產方式有效的滿足了分段精度控制的要求,大大節省了船臺階段軸舵系照光鏜孔的周期,給機艙部分的各類工作提供了更為充足的時間,為縮短船塢周期創造了良好的條件,并且進一步提高了船舶下水的完整性。
通過實際的測量和分析,11萬 t油船舵系AB01、軸系AB02分段的接縫處,外板容易發生間隙超差或線型不好等問題,勢必嚴重影響軸舵系的控制精度。為此,采用了在接縫上下前后處各增加1道假隔艙的方法。這樣既可以減輕施工負擔,又可以有效保證接縫處外板的線型。分段完工后,由精度管理人員對整個分段接縫處外板進行半寬測量和長度測量,保證分段外板線型。
根據實際情況,總組、搭載過程中,需要對焊接裝配順序做實時的調整,保證預鏜孔中心線與船體中心線的平行度:
(1)針對軸系分段AB02:AB02分段裝焊是在平臺總組階段進行的。裝焊前對總組(軸系分段和主機平臺分段)進行測量,得到測量數據后,分析決定裝配焊接的順序。基本原則是總組后,先將軸孔中心兩側定位好,完成中心縱桁與平臺兩舷定位后,由軸孔中心線的左右兩側開始對稱焊接。焊接順序為左右對稱,由上而下焊接。焊接時先完成中心線兩側上下1 000 mm內的外板焊接,然后是外板和甲板,最后是其他構架。同時還制作專業的測量支架,方便應用激光經緯儀固定在AB02尾軸管,使得尾軸中心與儀器激光點始終保持同一狀態。尾部軸系照光示意圖如圖6所示。
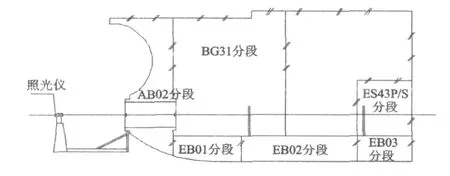
圖6 尾部軸系照光示意圖
(2)針對舵系分段AB01:AB01分段裝焊是搭載后進行的。相比于AB02分段,AB01分段要考慮更多因素,包括軸系的垂直度、與舵系的相交度、甲板高度等。在搭載過程中進行測量,由測量數據及現場狀態分析決定裝配焊接順序。基本原則是首先保證舵系中心線的完好,其次是外板和肋距。裝配順序是由外向內,由上向下。焊接要視AG11分段搭載后的狀態而定,基本上是由外向內,由下向上。
上述一系列工藝的應用,大大提高了11萬t油船焊接成形后軸舵系中心的精度。
4 結語
在11萬t系列油船的建造過程中,本文采用和推行的雙斜切立體分段、機艙區域和尾部區域分段的精度管理與控制的新技術新工藝,取得了良好的效果,有效地減少了船塢中分段裝配作業現場的余量修整工作量,最大限度減少了分段吊裝過程中吊車無用作業時間,達到了提高建造質量、縮短建造周期和降低造船成本的目的。
[1] 周宏,蔣志勇,馬曉平.基于質量控制的船舶建造精度管理探討[J].造船技術,2001,(6):18-22.
[2] 柳良音,等.現代造船船體建造精度基準的分析應用[J].外高橋造船技術,2008,(1):31-36.
[3] 陳風.船體分段精度控制體系和方法研究[D].上海:上海交通大學,2006.
[4] 紀竹盛.總段模塊化建造和船臺合攏自動對中系統[J].造船技術,2003,(1):19-20.
U671
B
2011-08-10
柳穎(1977-),男,碩士研究生在讀,工程師,主要從事船舶建造生產管理工作;鄧波(1981-),男,碩士,工程師,主要從事船舶建造技術支持工作。
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代貴州(2019年41期)2019-12-13 09:28:56
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
故事大王(2016年7期)2016-09-22 17:30:08
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
中國共青團(2015年7期)2015-12-17 01:24:38
兒童故事畫報(2013年3期)2013-06-24 05:40:30