A型貨運(yùn)電力機(jī)車底架組焊工裝設(shè)計(jì)
2011-06-11 03:35:12李雄飛王大勇
大連交通大學(xué)學(xué)報(bào) 2011年5期
關(guān)鍵詞:變壓器
李雄飛,王大勇
(1.中國北車集團(tuán)大連機(jī)車車輛有限公司 車體車間,遼寧 大連 116022;2.大連交通大學(xué) 軌道交通關(guān)鍵材料省重點(diǎn)實(shí)驗(yàn)室,遼寧 大連 116028)
0 引言
A型貨運(yùn)電力機(jī)車在前兩臺(tái)底架鋼結(jié)構(gòu)試制中所使用的組焊工裝,對(duì)其邊梁采用旁承座內(nèi)側(cè)立板與外側(cè)立板同時(shí)進(jìn)行支撐,重心位于兩立板之間,內(nèi)外側(cè)頂緊采用T48絲杠,手柄直徑為Φ20mm.由于立板邊緣加工尺寸比較粗糙,旁承座內(nèi)表面調(diào)整量大,費(fèi)時(shí)費(fèi)力;且邊梁在縱向方向移動(dòng)不安全(經(jīng)常采用加橫向拉筋保證其安全[1]),摩擦力相當(dāng)大.再加之內(nèi)外側(cè)頂緊絲杠偏細(xì),數(shù)量也不足,對(duì)于邊梁調(diào)整及防止焊接變形無法起到有效作用.直接導(dǎo)致一臺(tái)底架鋼結(jié)構(gòu)耗費(fèi)將近兩周時(shí)間才組焊完成.本文基于以上原因?qū)iT設(shè)計(jì)制造了改進(jìn)型專用組焊工裝,對(duì)于邊梁的支撐采取直接支撐于旁承內(nèi)表面,減少了摩擦力;頂緊絲杠采用T60,手柄直徑為Φ30mm,且增加了8組頂緊絲杠,解決了焊接變形問題.目前可達(dá)到兩天一臺(tái)底架的產(chǎn)能.
1 底架結(jié)構(gòu)及技術(shù)要求
A型貨運(yùn)電力機(jī)車底架鋼結(jié)構(gòu)如圖1所示.其長為21600mm,寬為2980mm,高為1578mm;主要由2個(gè)端部裝配、2個(gè)中梁裝配(一)、2個(gè)旁承梁裝配、2個(gè)邊梁裝配、2個(gè)中梁裝配(三)、變壓器梁裝配等組成,總重29.5 t,其中端部裝配4 t,邊梁裝配6 t,變壓器梁裝配2 t.要求中梁在全長內(nèi)旁彎應(yīng)不大于5mm,(只允許凸向外側(cè)).四個(gè)旁承座內(nèi)表面應(yīng)在同一水平面,高低差不大于4mm(旁承座位于邊梁上).兩個(gè)變壓器梁下安裝面應(yīng)在同一水平面,高低差不大于2mm.兩個(gè)變壓器梁牽引銷孔距離保證為2 910±1mm.底架兩端對(duì)角線之差不大于6mm,上平面四角高低差不大于5mm.底架上撓值為0~15mm.
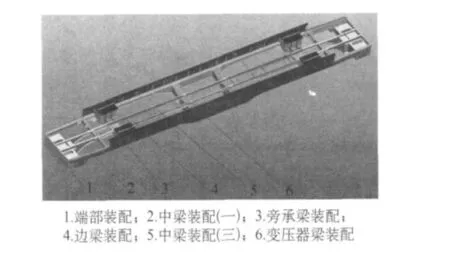
圖1 底架鋼結(jié)構(gòu)示意圖
2 組對(duì)方法
在底架組對(duì)中首先需要確定橫向及縱向中心線的定位基準(zhǔn),經(jīng)過對(duì)底架圖紙及工藝的分析研究,決定將兩個(gè)變壓器梁及中梁裝配(四)提前組對(duì)焊接成為一個(gè)整體(變壓器梁裝配),對(duì)兩個(gè)變壓器梁上的兩個(gè)牽引銷孔進(jìn)行整體加工,以保證其尺寸為2 910±1mm;對(duì)變壓器梁上下平面進(jìn)行整體加工,保證下安裝平面在同一水平面,高低差不大于0.5mm.然后以兩個(gè)加工銷柱為定位基準(zhǔn)(兩加工銷柱中心連線為縱向中心線,橫向中心線取此連線中點(diǎn)且與縱向中心線垂直),將變壓器梁上的兩個(gè)牽引銷孔插入加工銷柱中,變壓器梁裝配下平面坐于支撐面上(支撐面為加工好的一水平面),使其達(dá)到水平.
組對(duì)邊梁裝配,使邊梁裝配上的旁承座內(nèi)表面坐于4個(gè)支撐面上(支撐面為4個(gè)加工面,且在同一水平面上,高低差不大于0.5mm,且作為底架總組對(duì)的水平基準(zhǔn)),橫向采用液壓缸進(jìn)行寬度調(diào)節(jié),使邊梁緊靠于位于內(nèi)側(cè)的定位塊上,保證兩邊梁橫向尺寸,邊梁垂直度采用若干個(gè)T60的絲杠進(jìn)行調(diào)節(jié),外側(cè)安置一加工水平面,用直角卡尺隨時(shí)對(duì)邊梁進(jìn)行測量,如有誤差,調(diào)節(jié)絲杠進(jìn)行頂緊或放松.縱向采用液壓裝置進(jìn)行調(diào)節(jié)(液壓缸安裝于旁承座下方,采用點(diǎn)動(dòng)式步進(jìn)調(diào)節(jié),每次點(diǎn)動(dòng)小于1mm),直到邊梁中心線與工裝中心線對(duì)齊(邊梁提前刻線).
將端部裝配吊入支撐裝置上(支撐裝置為4個(gè)機(jī)械式升降絲杠,絲杠為T80),為保證底架上撓值,調(diào)節(jié)絲杠將端部裝配提高,縱向定位塊安裝于端部裝配前端,調(diào)節(jié)T60絲杠頂緊端部使其緊靠于定位塊上,橫向方向采用液壓裝置對(duì)其調(diào)節(jié)(同樣采用點(diǎn)動(dòng)式),直到端部中心線(中心線提前刻于端部前端板與上蓋板上)與工裝縱向心線對(duì)齊為止.為保證底架上平面四角高低差不大于5mm,必須用水準(zhǔn)儀對(duì)端部上平面進(jìn)行調(diào)平,且每個(gè)端部四角高低差不應(yīng)大于2mm,兩端部高低差不應(yīng)大于2mm.
將旁承梁吊于兩邊梁旁承座之間,橫向根據(jù)工件的旁承座定位,縱向直接靠于定位塊上.
將各中梁裝配吊入工裝中,內(nèi)側(cè)安裝有定位裝置(為防止縱向旁彎凸內(nèi)側(cè),采取在內(nèi)側(cè)加死定位),外側(cè)用絲杠對(duì)其進(jìn)行頂緊.
為滿足底架上撓,除端部上撓外,邊梁裝配要求預(yù)撓(采取火焰燒出撓度的辦法),且變壓器梁裝配也應(yīng)上調(diào).
3 組對(duì)難點(diǎn)分析
底架鋼結(jié)構(gòu)組對(duì)難點(diǎn)主要在于邊梁裝配的組對(duì)調(diào)節(jié),邊梁結(jié)構(gòu)如圖2所示:
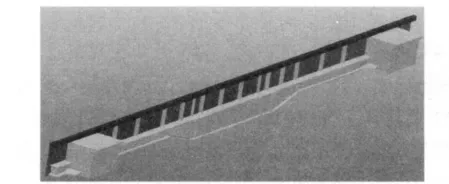
圖2 邊梁結(jié)構(gòu)示意圖
邊梁裝配全長16 100mm,寬850mm,高1 108mm,重6 t,重心距離外蒙皮200mm(如圖3),極易傾倒,且焊接后變形大,容易產(chǎn)生旁彎,垂直度不滿足要求等問題.[2]邊梁裝配要求保證旁承座的內(nèi)表面應(yīng)在同一水平面,所以采用支撐座伸入旁承座內(nèi),支撐旁承座內(nèi)表面,由于邊梁裝配重心難以座于支撐座上(即使座上也只能支撐大約10mm,非常危險(xiǎn),且邊梁在組對(duì)中要求橫向和縱向的移動(dòng)),所以邊梁靠近外蒙皮處必須加支撐絲杠和側(cè)向頂緊以防止邊梁傾倒,其中支撐絲杠具有調(diào)節(jié)旁承座水平的作用.側(cè)向頂緊用來調(diào)節(jié)邊梁裝配的垂直度,兼有防止焊接變形的作用.
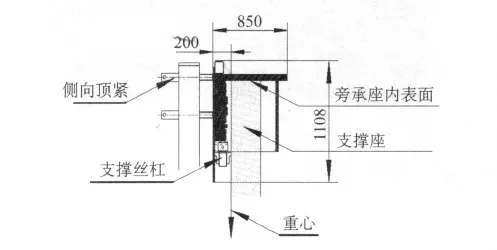
圖3 邊梁裝配示意圖
邊梁裝配縱向方向的移動(dòng)裝置如圖4所示.其采用2組液壓缸驅(qū)動(dòng)的形式,且設(shè)置有保護(hù)裝置.液壓站額定壓力選擇16 MPa,液壓缸選用HSGL01-63/dE[3],桿徑 22mm,速比 1.46,最大行程200mm,推力最高可達(dá)4.99 t,并配有減壓閥.驅(qū)動(dòng)方式仍然采用點(diǎn)動(dòng)式(配有調(diào)速閥),步進(jìn)小于1mm.
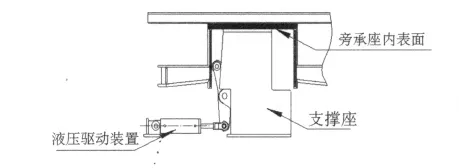
圖4 邊梁裝配縱向移動(dòng)裝置
4 組對(duì)工裝整體結(jié)構(gòu)概括及數(shù)據(jù)分析
組對(duì)工裝結(jié)構(gòu)如圖5所示.其平臺(tái)框架全長24 000mm,寬4 783mm.縱向由4根熱軋工字鋼56a組成,每根長18 000mm,上下加備板,橫向由14根熱軋工字鋼560a及12根熱軋普通槽鋼28a所組成,兩端連接有由槽鋼28a所焊接而成的平臺(tái),用于端部的組對(duì).平臺(tái)框架強(qiáng)度和剛性滿足使用要求[4].
變壓器梁裝配采用2個(gè)定位銷柱,4個(gè)支撐面,4個(gè)支撐絲杠T80;邊梁裝配共采用4個(gè)支撐面,10個(gè)支撐絲杠T80,16組側(cè)向頂緊絲杠T60,8個(gè)橫向調(diào)節(jié)液壓缸,4個(gè)縱向調(diào)節(jié)液壓缸;端部裝配采用8個(gè)可調(diào)節(jié)支撐絲杠T80,側(cè)向采用2組液壓缸,縱向調(diào)節(jié)采用手動(dòng)絲杠T60調(diào)節(jié),共4組,兩端設(shè)置有中線定位線;旁承梁采用3點(diǎn)支撐,2個(gè)共6個(gè)支撐點(diǎn),每點(diǎn)分別可調(diào)節(jié).中梁裝配皆采用面支撐,內(nèi)側(cè)安置定位塊,兩側(cè)分別安裝有1組頂緊絲杠T48.
圖5 組對(duì)工裝示意圖
夾緊力計(jì)算:

其中,F(xiàn)為夾緊力(N);Fs為加在手柄上的外力(N);L為手柄上加力點(diǎn)的間距(mm);λ為螺旋升角,且,s為螺旋導(dǎo)程;d2=螺旋中徑;φ1為螺桿與螺母間的當(dāng)量摩擦角,梯形螺紋取5°30',普通螺紋取 6°35';tanφ2為焊件與壓腳間的摩擦因數(shù),在0.1~0.15之間選取;R'為焊件與壓腳間的摩擦力矩半徑(mm),點(diǎn)接觸R'=0.
對(duì)于側(cè)向夾緊采用梯形螺紋T60,手柄長度L=12×d2=720mm,外力130 N.螺旋導(dǎo)程 S=P=6mm,d2=60mm,tanλ =,λ =1.82°,φ1=5°30',tanφ2=0.1,R'=0.求得 F=2.48 ×9.8 kN,滿足使用要求.
對(duì)于用于支撐的梯形螺紋T80,手柄長度L=10×d2=800mm,外力130 N.螺旋導(dǎo)程S=P=6mm,d2=80mm,tanλ =,λ =1.37°,φ1=5°30',tanφ2=0.1,R'=0.求得 F=2.2 ×9.8 kN,滿足使用要求.
按照上述組對(duì)順序和工藝方法,且在專用組對(duì)工裝的保證下所制造出來的貨運(yùn)電力機(jī)車底架鋼結(jié)構(gòu)完全滿足設(shè)計(jì)及技術(shù)要求,且控制了焊接變形,減少了作業(yè)時(shí)間,為實(shí)現(xiàn)A型貨運(yùn)電力機(jī)車批量化奠定了基礎(chǔ).
[1]陳立德.工裝設(shè)計(jì)[M].上海:上海交通大學(xué)出版社,1999.
[2]孫景榮.實(shí)用焊工手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2002.
[3]雷天覺.液壓工程手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2001.
[4]成大先.常用設(shè)計(jì)資料[M].北京:化學(xué)工業(yè)出版社,2004.
[5]王政.焊接工裝夾具及變位機(jī)械[M].北京:機(jī)械工業(yè)出版社,2001:40-42.
猜你喜歡
商品與質(zhì)量(2021年43期)2022-01-18 05:30:32
中學(xué)生數(shù)理化(高中版.高考理化)(2020年11期)2020-12-14 07:36:08
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年7期)2019-01-14 03:05:42
通信電源技術(shù)(2018年3期)2018-06-26 06:33:30
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年8期)2017-06-05 09:36:15
電子制作(2017年7期)2017-06-05 09:36:14
電子制作(2017年10期)2017-04-18 07:23:16
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年4期)2016-05-17 05:35:38
通信電源技術(shù)(2016年3期)2016-03-26 07:13:46