如何保證橋式起重機主梁的合理拱度
2011-06-19 06:30:48上海鐵路局蚌埠皖鐵起重機械有限公司
上海鐵道增刊 2011年1期
關鍵詞:焊縫
吳 磊 上海鐵路局蚌埠皖鐵起重機械有限公司
橋式起重機是我國現代化建設的重要設備,廣泛應用于各類生產車間,用以完成物料的空間轉移。現在橋式起重機備已被列為特種設備,其安全性十分重要。主梁是橋式起重機的最重要受力構件,直接承受工作載荷。由于主梁是一種彈性鋼結構件,承受載荷時,會出現向下撓曲變形,增加了小車運行阻力,因此為了使用安全,橋式起重機制造完成后,主梁應具有上拱度。GB14405-1993標準規定橋式起重機主梁上拱度應在0.9S/1000~1.4S/1000范圍之內(S是跨度)。主梁上拱度過大或過小,都會造成小車運行爬坡和溜車現象,特別是主梁拱度過小,會造成主梁過早出現下撓,縮短起重機的使用壽命。因此,生產企業必須保證主梁有正確的上拱度。
要使主梁有正確合理的上拱度,首先要從產品設計上來保證主梁有足夠強度。現在5~50t橋式起重機已為成熟產品,其圖紙已經通用化。簽于此,本文只從主梁制造過程的各個階段,闡述如何保證橋式起重機具有合理的拱度。
1 正確計算腹板下料拱度
橋式起重機主梁一般為箱形結構,上部焊縫數量多于下部,所以主梁焊接后易產生下撓。由于主梁是長而細的構件,自重也會引起主梁下撓,因此主梁腹板下料拱度不能僅按技術要求規定計算。腹板下料拱度的大小應按主梁的結構形式、制造工藝進行理論計算或估算。
1.1 腹板下料拱度的理論計算法
(1)腹板下料拱度的理論計算
依據鋼結構件焊接變形原理,計算主梁焊接撓曲量,計算公式如下。

式中:
fg--GB14405-1993標準要求上拱值,fj=0.9S/1000~1.4S/1000,S 為跨度。
fh--焊接對主梁產生的撓曲量總和,等于焊接主梁肋板、角鋼、四道角焊縫以及焊接走臺、軌道壓板時主梁產生的撓曲值之和。縱向焊縫的撓曲量按公式-θZξK2L2/J計算,等距離橫向焊縫的撓曲量按公式-rK2(n+1)nZξdb/2J計算。以上公式中,Z為主梁截面形心到焊縫的距離,J為主梁截面慣性矩,θ為縱向焊縫工藝系數,K為焊腳尺寸,L為縱向焊縫長度,ξ焊縫重疊系數,r為橫焊縫工藝參數,b為橫向焊縫長度,d為橫焊縫間距,n為主梁一半跨度橫焊縫數量。
fz--自重引起的主梁下撓量,對于橋式起重機可按fz=-5qL4/384EJ計算,其中q為單位長度重量,E為材料彈性模量,L為起重機跨度。
K--調整系數,對于通用橋式起重機正軌箱形梁,K值為5~15mm,偏軌箱形梁K值為5~10mm。
(2)計算焊接撓曲變形fh的注意事項
腹板下料拱度計算前,應確定焊接工藝參數和∏形梁的拼裝方法,以保證計算結果準確性。另外,因為主梁制作的不同階段,其截面形心坐標和慣性矩會有所變化,因此需要按照主梁制作工序分步計算,先計算∏形梁焊接撓曲值,再計算箱形梁焊接撓曲值,最后算焊接走臺和軌道壓板撓曲值。腹板下料拱度計算完成后,要記錄每道工序結束后主梁應有的拱度值,以便指導制造過程。
(3)計算實例
現以本公司制造的QD16t-25.5m雙梁橋式起重機為例,進行腹板下料拱度的計算。該起重機主梁截面如圖1所示,自重5930 kg,有大肋板12塊,間距2000 mm,小肋板33塊,間距500 mm,兩側腹板上各焊接2根∠502×5角鋼。
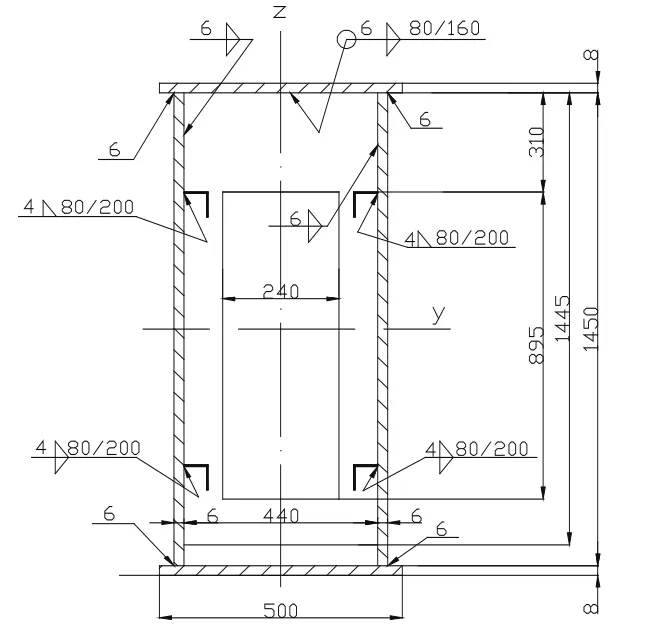
圖1 主梁截面
①計算截面形心坐標和慣性矩。根據主梁截面尺寸,以左側腹板左下角為坐標原點,計算得到形心軸y軸和截面對y軸的慣性矩如下:
∏形梁形心軸y軸坐標為86.1 cm,截面對y軸慣性矩形為477707 cm4。
箱形梁形心軸y軸坐標為72.5 cm,截面對y軸慣性矩形為730020 cm4。
②計算腹板下料拱度。分別選用CO2氣體保護焊和手工電弧焊作為焊接設備,經計算,得到數據如表1所示。
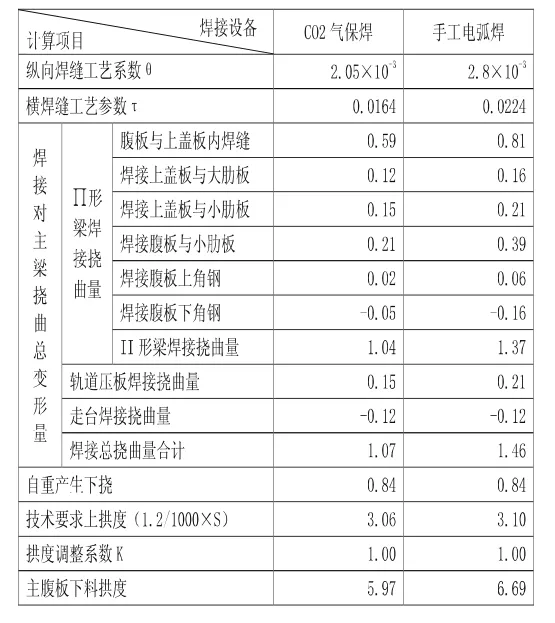
表1 腹板下料拱度計算表 單位:cm
③計算結果分析。從表1中數據得出,用CO2氣保焊機作為焊接設備,主梁腹板下料的拱度值約為60 mm,小于用手工電弧焊焊接,這是由手工電弧焊焊接變形大造成。另外,表中數據是假定沿主梁截面形心軸z軸對稱的焊縫兩側同時施焊,以保證焊后兩腹板拱度一致;如兩側不能同時施焊,應考慮兩次施焊對主梁撓曲量的影響,采取措施,防止焊后兩腹板拱度不一樣,致使主梁出現"塌肩"現象。
1.2 下料拱度的估算法
腹板下料拱度的理論計算考慮了制作過程中的多種因素,計算過程較為復雜。在實際生產中,主梁腹板的下料拱度也可根據圖紙、工藝過程以及生產經驗,估算主梁腹板下料拱度值。仍按QD16 t-25.5 m雙梁橋吊為例,腹板下料拱度按S/350比例估算,跨中拱度值約為73 mm。由于估算法主要根據以往生產經驗,很難顧全制造過程中的各種因素,估算值沒有按理論計算準確。企業可根據自身情況,綜合利用兩種方法,不斷修正拱度估算值的準確性,提高工作效率。
2 選擇正確的上拱度曲線
橋式起重機主梁承載時會產生彈性下撓,此時小車運行情況如圖2所示。當小車位于x處,由于主梁彈性下撓,主梁和軌道在該處于傾角α,從而使小車在向支點方向運行時產斜坡阻力。為了減少這種斜坡阻力,理想上拱度曲線應使小車在任何位置時,實際傾角為0。如以跨中作為坐標原點,理想拱度曲線為y=f中(1-4X2/L2)2。
雖然主梁腹板可按理想曲線下料,但由于焊接變形和自重引起下撓的影響,實際這種拱度曲線很難達到,實際使用的拱度曲線有二次拋物線、正弦曲線、三拆線和四次曲線幾種。采用三折線焊后接近梁端易出現最低點,二次拋物線焊后兩端坡度大,軌道與上蓋板有間隙,這兩種曲線對小車兩端運行不利,一般不選用。對于橋式起重機偏軌箱形梁,焊接下撓變形小,選用四次曲線y=f中(1-4X2/L2)2較為合適;對于正軌箱形梁,焊接下撓變形量較大,主梁腹板下料最佳由線為四次曲線+二次拋物線即:y=1.3L/1000 (1-4X2/L2)2+(f中-1.3L/1000)(1-4X2/L2)。

圖2 主梁承載下撓曲線
3 改進腹板下料工藝
腹板下料基本方法是拱度曲線直接號料法。在沿長度排列的鋼板上畫出基準線,找出跨中位置,由跨中向兩端標出等分點,過各等分點作基準線的垂線,按選定的拱度曲線算出各等分點對應拱度值,標在垂線上,連接各垂線上的標點可得到近似的拱度曲線。等分點越多,連線就越接近拱度曲線。如批量生產,可制作拱度樣板來畫拱度曲線。
現在很多起重機制造企業都配備數控切割機,可用AutoLisp語言編程,生產腹板拱度曲線,導入FastCAM等數控編程軟件,生成腹板下料程序,在數控切割機工作臺上完成腹板的切割,可以得到準確的拱度曲線,對于批量生產,質量和效率均大為提高。
4 采用正確的焊接組裝方法
主梁的各個板件下料完成后,可進行主梁的拼裝、焊接。箱形主梁通常由上蓋板、腹板和肋板焊接成 形梁,然后組裝下蓋板,最后焊四道角焊縫。
4.1 ∏形梁拼裝方法選擇
∏形梁在我普遍采用平臺組裝工藝,分為以蓋板為基準組裝和以腹板為基準組裝兩種。以蓋板為基準組裝,采用上蓋板先與肋板組裝,再組裝腹板。如果主梁高度過大,組裝困難,可用以主腹板為基準的組裝方法。組裝方法選擇主要根據主梁高度,但要考慮到,以腹板為基準的組裝方法,肋板與蓋板不能在∏形梁組裝前焊接,組裝后焊接會增加主梁下撓變形,因此腹板下料拱度要比以上蓋板為基準組裝的大些。
4.2 組裝箱形梁時的拱度調整
(1)箱形梁組裝方法。先用吊具將下蓋板放在平臺上,按圖樣畫出跨度中心線和大肋板的位置線和腹板定位線。如果∏形梁拱度值偏大,在下蓋板兩端大肋板處墊支承座,其他地方每隔1 m左右放置槽鋼,支承應比槽鋼高。將∏形梁用吊具吊放在下蓋板上進行裝配。注意跨中和跨端下蓋板上的腹板定位線應與腹板重合,并使∏形梁跨度中心線對準蓋板跨度中心線。在跨中S/4左右上蓋板的大肋板處掛螺旋拉緊器加壓,使∏形梁產生下撓,然后焊接。拼裝方法如圖3所示。
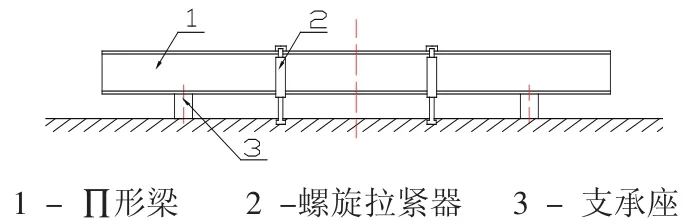
圖3用加壓方法調整主梁上拱度
如果∏形梁拱度值偏小,應在跨中S/4左右上蓋板的大肋板加支承座,在跨端兩側大肋板處用拉緊器加壓,使∏形梁產生上拱,然后焊接。拼裝方法如圖4所示。
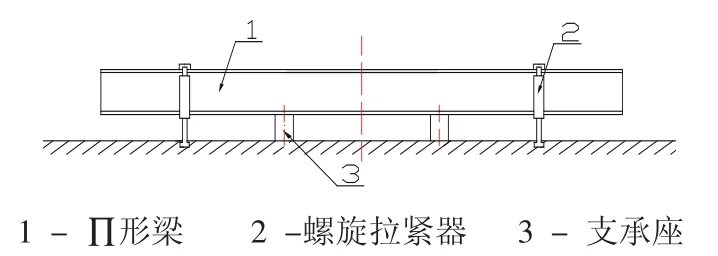
圖4用上頂的方法調整主梁上拱度
∏形梁加壓或上頂后即可組裝焊接下蓋板。
(2)主梁壓頂量的計算
為了主梁焊接后有正確的拱度值,加壓或上頂的拱度變化量應按式Ki(f∏-fX)計算。式中:Ki為彈塑性系數,取經驗數值 2~2.8;f∏為∏形梁實測拱度值;fX為箱形梁拱度值。上例中QD16-25.5m橋式起重機,用CO2氣保焊焊接,主梁組裝下蓋后拱度fX應為49.7 mm,∏形梁實測拱度值 f∏為 56mm,Ki取值為 2.4,則組裝時,∏形梁拱度值壓下量2.4×(56-49.7)=15 mm。
4.3 四條角焊縫施焊順序選擇
因為受拉狀態下的焊接變形小于受壓狀態,四條角焊縫焊接順序對主梁拱度也有影響。對于主梁拱度偏小的應先焊接下蓋板與腹板的焊縫,使上蓋板與腹板角焊縫在受拉狀態施焊,增加主梁拱度;如主梁拱度偏大,則應先焊接上蓋板與腹板的角焊縫。
5 制定合理的存儲、吊運、安裝方案
采用正確的制造工藝,橋架組裝后會有合理的拱度,但是橋式起重機不合理存放、吊運、安裝,也將影響主梁拱度。由于起重機橋架系長大結構件,彈性較大,不合理的存放、吊運和安裝都會引起橋架變形。因此為了保證主梁有合理的拱度,應根據結構特點,按橋式起重機的重心和受力情況,制定正確的存儲、吊運、安裝方案。
總之,主梁拱度是橋式起重機重要的技術參數。正確合理的主梁拱度能減輕小車運行阻力,保證橋式起重機的使用壽命。要保證起重機有正確合理拱度是完整性、系統性過程,需要從產品設計、制造工藝以及運輸、安裝多方面綜合考慮。腹板下料拱度值的計算和拱度曲線的選擇是保證主梁拱度最重要環節,在計算前就基本確定主梁的焊接參工藝數、焊接順序以及組裝方法,經過計算可得出主梁在各個階段應有的拱度值,其值的準確性直接影響整個主梁制造過程。另外,每個階段制造工藝對主梁拱度均有影響,要結合主梁各階段計算拱度,根據實際情況采用正確工藝,注重過程檢測,最終可得到合理的主梁拱度。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
