復印機殼的充型模擬分析
2011-07-30 09:47:56王殿君
中國新技術新產品 2011年24期
王殿君
(雞西大學理工系,黑龍江 雞西 158100)
1 產品模型簡介
產品長寬高約為303×189×58mm,大部分壁厚較為均勻,基本壁厚為2.6mm。但局部區域較厚,達6.0mm以上,可能會發生嚴重縮水問題;局部大面積區域較薄,僅0.9mm左右,可能會發生嚴重的滯流問題。
2 模型分析
對此薄殼類產品,可使用Moldflow有限元分析網格中的Fusion(雙層面網格)或Midplane(中性層網格)進行分析,分析結果一致。本分析采用Midplane網格
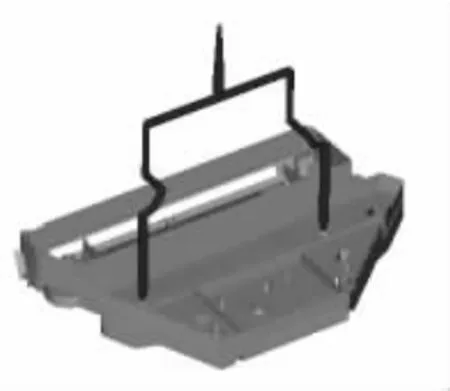
圖1 原始方案澆注系統設計
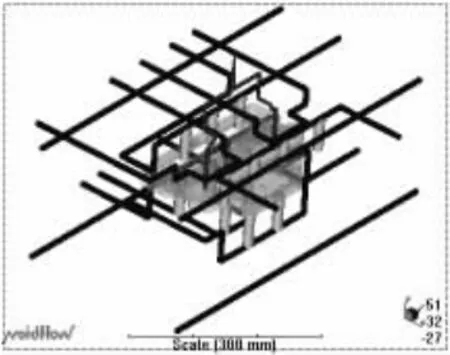
圖2 冷卻系統設計
2.1 方案一
2.1.1 澆注系統設計
方案一模具為三板模,一模一腔,采用外熱式熱流道系統,兩點進澆(澆口直徑為3.0mm)(如圖 1)。
2.1.2 冷卻系統設計
方案一共設計十條水路,其中定模側六條,動模側四條,藍色管道為覬10mm的直通水路,黃色管道為覬16mm的擋板水路(如圖2)。
2.1.3 方案一分析結果
(1)冷卻水溫變化。由圖中可知,水溫升高較小(進出口水溫差在兩度以內),冷卻水路的長度設計是可以達到冷卻要求的。成型時不要為了省事而將水路串聯起來,否則會導致水路過長水溫持續升高而降低冷卻效果。
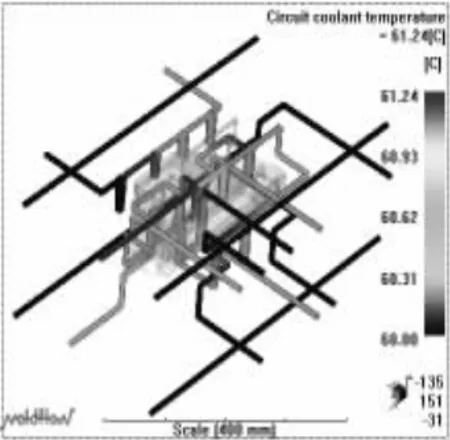
圖3 冷卻水溫變化
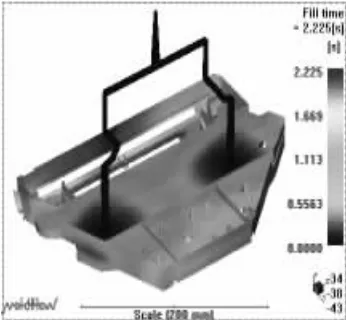
圖4 充填時間變化
(2)充填時間變化
充填時間約為2.2秒,充填流動不太平衡。紅色區域為最后充填區域。紅色的薄肋發生嚴重的滯流現象,導致產品的短射。原因是此處肋太薄(僅0.9mm左右),而澆口又距離此肋太近,塑膠流動到該處時受到極大阻力而停滯不前并迅速凝固了。
(3)熔接痕位置及氣穴分布
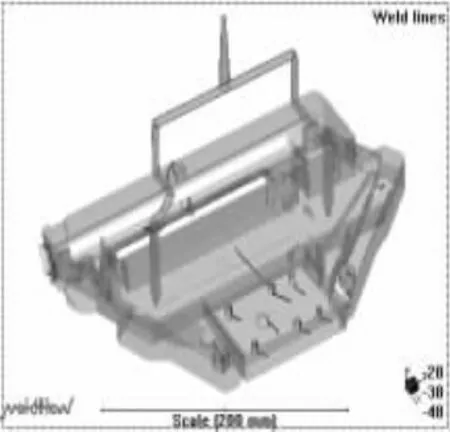
圖5 熔接痕位置
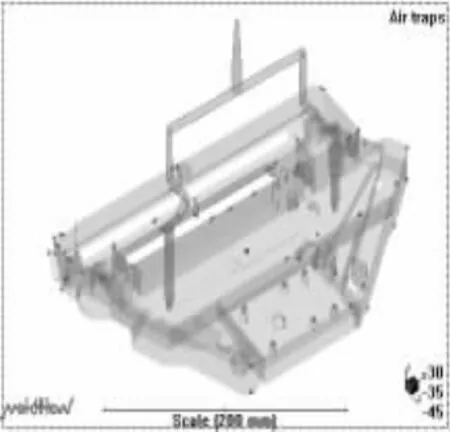
圖6 氣穴分布
圖5的紅線表示熔接痕位置,其中圈示的熔接痕較為明顯,但對此產品來說可能并不重要。圖6的粉紅色小圈表示可能的氣穴位置,注意設置相關機構排除,特別是標示的位置。
2.2 方案2
2.2.1 澆注系統及冷卻系統設計
以一點熱流道進澆,澆口位于模具中心線上,距離模具中心30mm(如圖7所示)。冷卻系統設計如圖8所示。
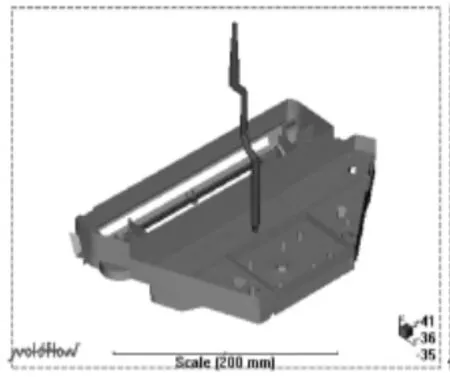
圖7 澆注系統設計
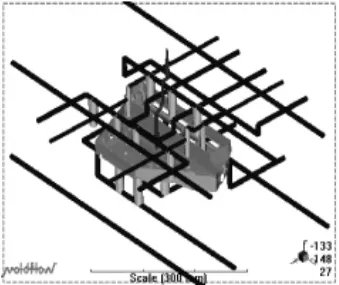
圖8 冷卻系統設計
共有十一條水路。局部冷卻水路基于模具結構及熱流道相應作了調整。其中在發生嚴重縮水的較厚區域附近 (定模側)增加了覬10mm的擋板水路 (相接的直通管為覬8mm),如左上圖。 而將發生嚴重滯流的薄肋下的動模水路移開。
2.2.2 充填時間變化
充填時間約為2.1秒,充填流動有較明顯的改善。圈示處的薄肋仍發生輕微滯流現象,但因為澆口遠離該區域,使該區域可以成為接近最后充填的區域,塑膠停滯時間較短,所以在最后充填階段加大壓力便可以充滿了。
2.2.3 熔接痕位置及氣穴分布
圈示的熔接痕較為明顯,相對于原始方案來說已減少了中間一條最明顯的熔接痕。標示處的氣穴仍需注意設置相關機構排除。
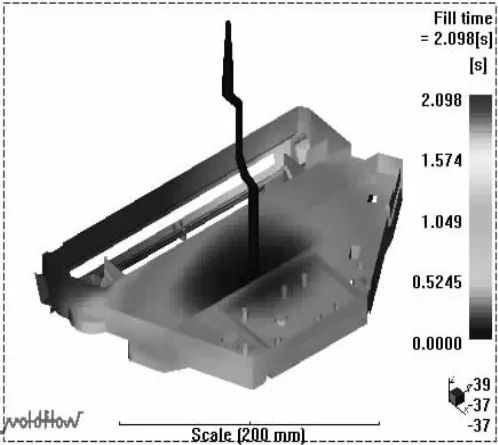
圖9 充填時間
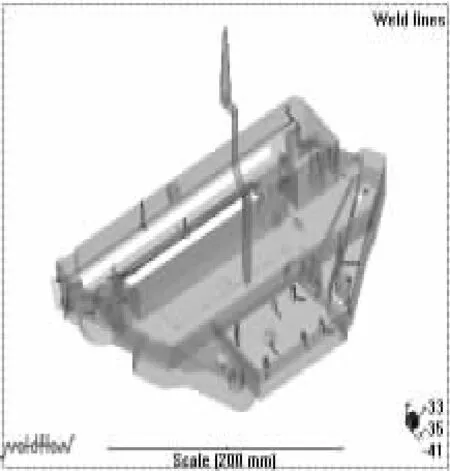
圖10 熔接痕位置
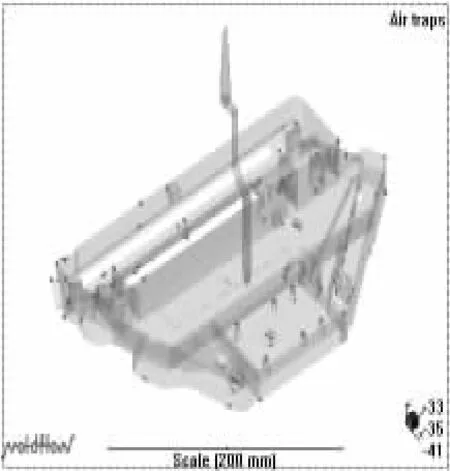
圖11 氣穴分布
3 結論
從分析結果中得知:
①方案一中型腔表面溫度分布不太均勻,冷卻效果不太理想。方案二中局部較厚區域附近雖增加了擋板水路,但基于模具結構的限制,對該區域冷卻效果的改善十分有限,仍得不到有效保壓而發生嚴重縮水凹陷。對該產品來說,縮水凹陷可能并不是很重要,但這些厚區域需要較長的冷卻時間而使整個成型周期難以縮短。
②使用350t的成型機可以滿足該產品的成型要求。
③方案一有一條薄肋發生嚴重滯流現象,導致產品短射。原因是此肋太薄(僅0.9mm左右),而澆口又距離此肋太近,塑膠流動到該處時受到極大阻力而停滯不前,滯流時間太長,溫度急劇下降而迅速凝固,可能會發生短射。方案二中充填流動有較明顯的改善,薄肋雖仍發生輕微滯流現象,但因為澆口遠離該區域,使該區域可以成為接近最后充填的區域,塑膠停滯的時間較短,在最后充填階段加大一點壓力便可以充滿。但成型窗口仍較窄,控制不好仍可能會短射,故解決此問題的根本辦法是盡可能加厚此薄肋。
④方案一的局部區域太厚,周圍區域先行凝固而切斷了保壓回路,致使其得不到有效保壓而發生嚴重縮水凹陷。方案二中翹曲變形量不大,收縮不均因素仍為主要因素。
⑤相對方案一,方案二可少用一個熱流道,可減少生產成本,而產品品質也可達到客戶要求。因此,采用方案2較合理。
[1]聞星火,熊守美,賈良容,柳百成.低壓鑄造鋁合金輪轂充型模擬實用研究[J].特種鑄造及有色合金,1999,04,20.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52