高速柴油機凹弧凸輪軸磨削技術研究及應用
2011-08-03 11:55:56王連宏李愛平
鐵道機車車輛 2011年1期
景 紅,王連宏,劉 敏,李愛平,吳 鑫
(山西柴油機工業有限責任公司,山西大同037036)
目前的軍用坦克裝甲車輛柴油機燃油噴射系統使用的凸輪軸,其凸輪普遍是按照漸開線設計的,凸輪兩側相同,結構簡單,利用普通的凸輪磨床并配置標準凸輪片可滿足加工要求,或利用單砂輪的數控凸輪磨床即可制造。多年來的科研和批量生產,其制造工藝技術已經成熟,并在工程應用方面取得的效果顯著。隨著科學技術的發展,高速大功率柴油機不斷出現,燃油噴射系統的結構也在不斷變化,尤其是某型號凸輪軸凹腹凸輪的設計,給加工帶來困難。該凸輪形狀是由一個凸弧和一個凹弧組成的,設計精度高于普通凸輪1~2個等級,原有靠模設備無法滿足凸弧和凹弧的同時加工,制約了該型號柴油機研制任務的順利完成。
1 凹弧凸輪磨削工藝分析
1.1 磨削工藝方案分析
凹弧凸輪受凹腹圓弧的曲率半徑尺寸的限制,在普通凸輪軸磨床上難以實現凸輪的凹弧加工,設計示意圖如圖1。從零件圖分析,凸輪形狀是由一個凸弧和一個凹弧組成的,由凸輪升程可知凸弧與凹弧尺寸精度相關聯,必須一次裝夾完成凸弧與凹弧的加工,顯而易見采用一個砂輪的設備無法滿足加工要求。
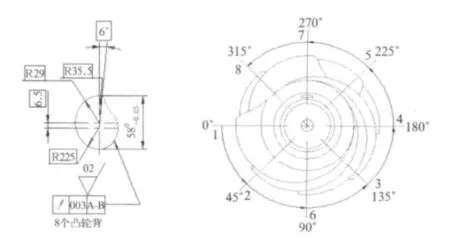
圖1 凹弧凸輪軸設計示意圖
由于凸輪的特殊結構,設備需在機械結構上應有兩套磨削系統,大砂輪磨削系統用來磨削凸輪的外形,小砂輪磨削系統專門磨削凸輪的凹弧曲面。小砂輪必須安裝在一個特定裝置上,并應由計算機控制小砂輪由停泊位置到加工位置的轉換和小砂輪的數控進給,以實現凹弧凸輪的磨削精度。凹弧凸輪加工分析示意圖如圖2。
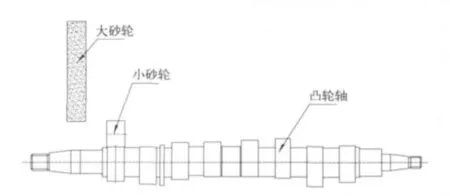
圖2 凹弧凸輪磨削方案示意圖
1.2 砂輪選擇工藝分析
根據磨削經驗所得,普通磨料砂輪直徑每變化1 mm就會使凸輪輪廓產生0.007mm的變化,無法保證產品設計的凸輪輪廓精度,且砂輪耐用度和使用壽命低,需要通過頻繁修整或更換,從而使修整工具損耗加快,輔助時間和勞動強度增加,既影響了生產效率,又加大了生產成本。另外砂輪用量大,其質量波動也影響了磨削工藝的穩定性,又因產生大量磨削殘物,增加了磨削液的過濾清理量,對環境造成一定的污染,阻礙了綠色制造的推動與發展。從凸輪設計結構與精度分析,凹弧曲面比較小,采用的小砂輪直徑相對較小,造成小砂輪在磨削過程中的磨損比較大,因此砂輪選擇應考慮采用CBN砂輪。CBN砂輪與剛玉砂輪相比,磨削比可提高100~150倍,金屬比切除率可提高50~100倍。采用陶瓷結合劑CBN砂輪對凸輪軸進行精磨加工,可獲得表面粗糙度Ra≤0.4μm的表面質量與良好的表面完整性。
2 凹弧凸輪磨削工藝的研究過程
凹弧凸輪的制造技術在德國、美國等工業發達國家基本是利用五軸數控磨削機床,可加工直徑φ20mm的凹弧凸輪軸,尺寸精度達IT5~IT6級。而我國船舶制造企業雖然引進了雙砂輪凸輪軸磨床,但只能加工直徑為φ360mm的凹弧凸輪軸,加工小凹弧凸輪軸的工藝技術能力有限。經過分析認為優選購置雙砂輪數控凸輪磨床與磨削技術應用研究是唯一技術途徑。
2.1 設備的分析和優選
根據凹弧凸輪軸設計要求和生產綱領,選擇設備時應重點考慮工藝可能性、加工精度和表面質量、生產率及可靠性。
(1)工藝可能性
工藝可能性是指加工設備在不同生產要求下實現加工工藝過程的能力。工藝可能性主要包括:設備可完成的工序種類、切削參數、加工零件的對象、加工尺寸范圍、加工精度指標等。從凹弧凸輪軸零件圖分析,加工設備應具備一次裝夾能完成軸頸磨削、凸輪磨削以及凹弧磨削的功能,并采用數控系統控制大小砂輪位置和進給,以保證磨削的尺寸精度要求;燃油噴射系統的凸輪軸總長為730mm,設備應優選大于裝夾1 000mm的功能,以保證設備具有加工對象的擴展性,適應加工對象的多變性,提升設備利用率。考慮柴油機配氣機構的凸輪軸為1 400mm,同時作為長遠規劃,在性價比較好的情況下,優選為1 500mm范圍的數控凸輪磨床,以適應未來新品柴油機凸輪軸的研發能力。
(2)加工精度和表面質量
加工精度是指加工設備所能達到的尺寸精度、形狀精度和位置精度,它受制于設備本身的幾何精度、運動精度、剛度、抗振性、熱穩定性、精度保持性和誤差補償策略等。設備加工精度過高或過低都是不可取的,根據凹弧凸輪軸設計指標要求,我們應優選設備的經濟加工精度。
表面質量主要指凸輪軸表面幾何學特征及表面層物理品質。其中的表面粗糙度等指標除與設備本身的抗振性有關外,還與零件材料、工藝切削用量、磨具、使用的切削液等有關。為此在選擇設備時我們不僅考慮設備本身因素,重點還要考慮設備外因素。根據零件材料特性和精度指標分析,如使用普通磨料的砂輪,考慮其砂輪外徑變化對凸輪輪廓產生的影響,不易保證凹弧凸輪的精度;如使用陶瓷CBN砂輪磨削,因其具有高的硬度與強度,適應于不同材質工件的磨削,且凸輪表面不易產生燒傷、裂紋等缺陷,磨削質量和生產效率度能得到兼顧。為此設備的大、小砂輪優選為CBN砂輪最為適宜。考慮在磨削過程中,90%以上的能量轉化為熱能,這些熱必須被冷卻液最大限度地吸收,否則工件就被燒傷。根據冷卻液性能對CBN砂輪磨削比的影響,為了能極大地減少砂輪在磨削過程中的機械磨損、化學侵蝕和熱損傷等程度,可有效提高磨削質量,獲得較低的表面粗糙度,就需要連續而充分的冷卻。這種磨削要求磨削液應具備冷卻和清洗性能,保持砂輪鋒銳,磨削液的摩擦系數不能過低,否則會造成磨削效率低,表面燒傷等不良效果,可以采用以無機鹽為主的化學合成液作磨削液。精磨時可加入少量的聚已二醇作潤滑劑,可以提高工件表面加工質量。對于加工精度高的零件,可采用潤滑性能好的低黏度油基磨削液。另外,設備采用了自動變速的磨削功能,解決了磨削軌跡誤差問題;同時采用了自動化程度高的磨削系統,避免了人為因素的干擾,保證了加工精度和表面質量穩定性。
(3)生產率
生產率通常是通過加工設備單位時間內所能加工的零件數量,或所能切除的材料去除量來衡量的。生產率主要取決于設備調整時間、零件在設備上的安裝和拆卸時間、設備主軸的高轉速、快速行程速度等。為此,凸輪軸裝夾采用了頂尖式快速定位方案,并優選了120°的自動定心快速液壓支撐,加工完后自動拆卸定心裝置和支撐裝置,節約了大量的輔助時間;優選了壽命為3萬h的電主軸,主軸轉速分別為5 968r/min和19 099 r/min的功能,為實現高效磨削提供了條件;采用了15 000mm/min的高速空行程功能,提升了非切削狀態下的進給速度。優選了具有80~125m/s速度的CBN砂輪,可實現工件由毛坯粗、精磨一次完成,加工效率高,是普通砂輪的3倍以上。
(4)可靠性
可靠性是指在規定的時間和條件下,加工設備保持其應有工作性能的能力。它主要與設備中關鍵零部件的精度保持性、耐磨性、精度穩定性和抗干擾性有關,為此對設備的一些關鍵件應優選為佳。我們在選擇設備時,針對主軸軸承、裝夾頂尖、液壓支撐、小砂輪移動裝置、冷卻系統及砂輪修整器等進行了優選,并提出附加要求,規定了這些零部件的質量和材質要求;為了保證凸輪軸在磨削過程中裝夾安全與可靠及防止彎曲變形等,在凸輪軸中部設計了液壓支撐,當然設備可靠性還與設備合理的使用有很大關系。在磨削過程中,因其設備的剛性差,工件的幾何精度和表面質量就會變差,其中波紋是常見的表面質量缺陷,其主要原因就是設備的振動產生的,而引起設備的振動原因主要是機床剛性低、抗振性差、工藝參數設計不合理造成磨削力過大等。為此根據有關資料及使用驗證表明,選擇機床的剛度應不小于100N/0.001mm的數量等級。
2.2 凸輪加工工藝方案的設計
根據凸輪設計基準與工藝基準重合的原則,首先采用臥式加工中心精銑出大錐體鍵槽;然后以大錐體鍵槽和兩端中心孔定位、中間采取支撐的方案,依次利用靠模凸輪軸車床車削出凸輪外形、靠模型面磨床粗磨凸輪、數控凸輪磨床半精磨凸輪,考慮熱處理變形給精加工留有0.4mm的余量;通過淬火保證凸輪硬度為60~65HRC,并采取多次校正與回火的工藝方法減少凸輪軸的彎曲變形;最后采用優選的數控凸輪軸磨床完成凸輪的精密磨削(圖3)。
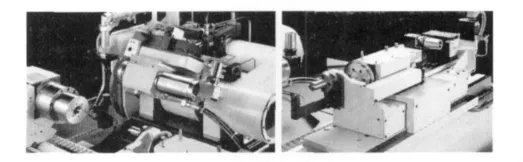
圖3 數控凸輪軸磨床加工系統裝置
采用數控凸輪軸磨床精密磨削凹弧凸輪的過程為:工作臺面(Z軸)快速移至砂輪磨削位置→工件(C軸)旋轉→砂輪架(X軸)快速趨近工件同時對應頭架(C軸)作仿形運動→大砂輪架(X軸)粗磨、半精磨、精磨進給→大砂輪架(X軸)退出→工件(C軸)停轉→工作臺面(Z軸)移至下一個凸輪磨削位置→工件頭架(C軸)轉動一個角度(第1個凸輪與第2個凸輪夾角值)→工件頭架(C軸)快速回轉→大砂輪架(X軸)快速趨近工件并作對應工件頭架(C軸)的仿形運動→大砂輪架(X軸)粗磨、半精磨、精磨進給→大砂輪架(X軸)退出→工件頭架(C軸)停轉→工作臺面移至下一個凸輪→重復上述動作循環直至磨完最后一個凸輪的磨削→當磨削凸輪數量到某一設定值時,則會接到修整砂輪指令,執行修整砂輪程序→修整后,砂輪架(X軸)退出→工作臺面(Z軸)快速移至砂輪磨削位置→工件(C軸)旋轉→小砂輪架向下翻轉,(X軸)快速趨近工件同時對應頭架(C軸)作仿形運動→小砂輪架(X軸)半精磨、精磨、光磨進給→小砂輪架(X軸)退出→工件(C軸)停轉 工作臺(Z軸)移至下一個凸輪磨削位置→工件頭架(C軸)轉動一個角度(第1個凸輪與第2個凸輪夾角值)→工件頭架(C軸)快速回轉→小砂輪架(X軸)快速趨近工件并作對應工件頭架(C軸)的仿形運動→小砂輪架(X軸)半精磨、精磨及光磨進給→小砂輪架(X軸)退出→工件頭架停轉→工作臺面移至下一個凸輪→重復上述動作循環直至磨完最后一個凸輪→當磨削凸輪數量到某一設定值時,則會接到修整砂輪指令,執行修整砂輪程序→砂輪架(X軸)退出→工作臺移至起始位置(原點)。
2.3 磨削參數的優化與應用
凸輪軸磨削最重要的是凸輪升程誤差控制和表面質量,并且在滿足表面質量和尺寸精度的前提下盡可能高的加工效率以及少的砂輪修整量。凸輪軸磨削工藝參數的選擇是凸輪軸加工工藝中的一個重要方面,選擇恰當與否,將直接影響到凸輪加工質量、生產效率和加工成本等。由于影響磨削工藝參數的因素較多,各影響因素之間又相互交叉、相互制約,因而最佳磨削工藝參數的確定較為困難。通過加工試驗與批生產驗證,形成了優化的凹弧凸輪數控磨削參數。精密磨削參數具體如表1、表2。
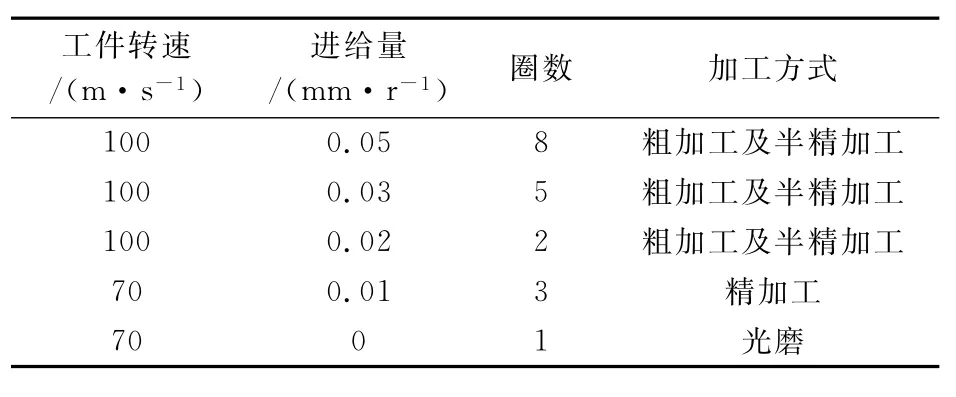
表1 大砂輪磨削參數表
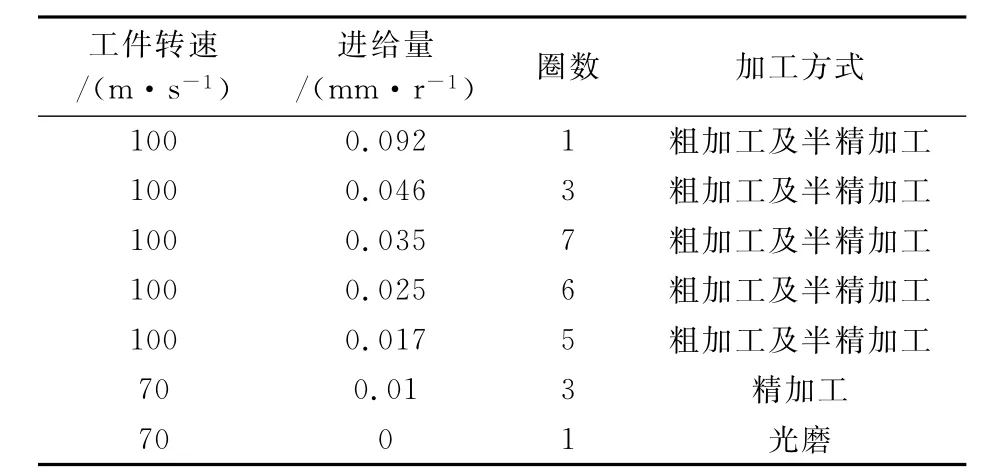
表2 小砂輪磨削參數表
2.4 數控加工程序的設計與優化
凹弧凸輪的數控磨削比較復雜,設計數控程序時首先要確定基圓半徑和滾輪直徑的大小,以及是否用平側頭。同時確定凸輪型線的0°起始點,然后按1°的間隔值輸入升程值,以確定凸輪的中心線。
輸入升程值后,要觀察所顯示的凸輪升程曲線、速度曲線和加速度曲線是否有突升和突降點,如果有突升和突降點則說明升程值在某點處有誤差,磨削后易造成凸輪表面曲線不光滑,需要針對升程值進行極微量的調整。磨削凹弧凸輪時砂輪對于凹弧部位的升程值比較敏感,其中砂輪速度、主軸的穩定性、進給速度及進給量等參數都對磨削凹弧有微小的變化,易產生較大的升程誤差,特別是型線速度的設置還需經過多次工藝試驗后,在一定的最低轉速、X軸與C軸的加速度等均應在加工過程中做相應的增減變化及優化。優化后的數控磨削程序與驗證軌跡如圖4、表3、表4所示。
圖4 優化的數控磨削程序與驗證軌跡示意圖界面

表3 大砂輪磨削數控程序
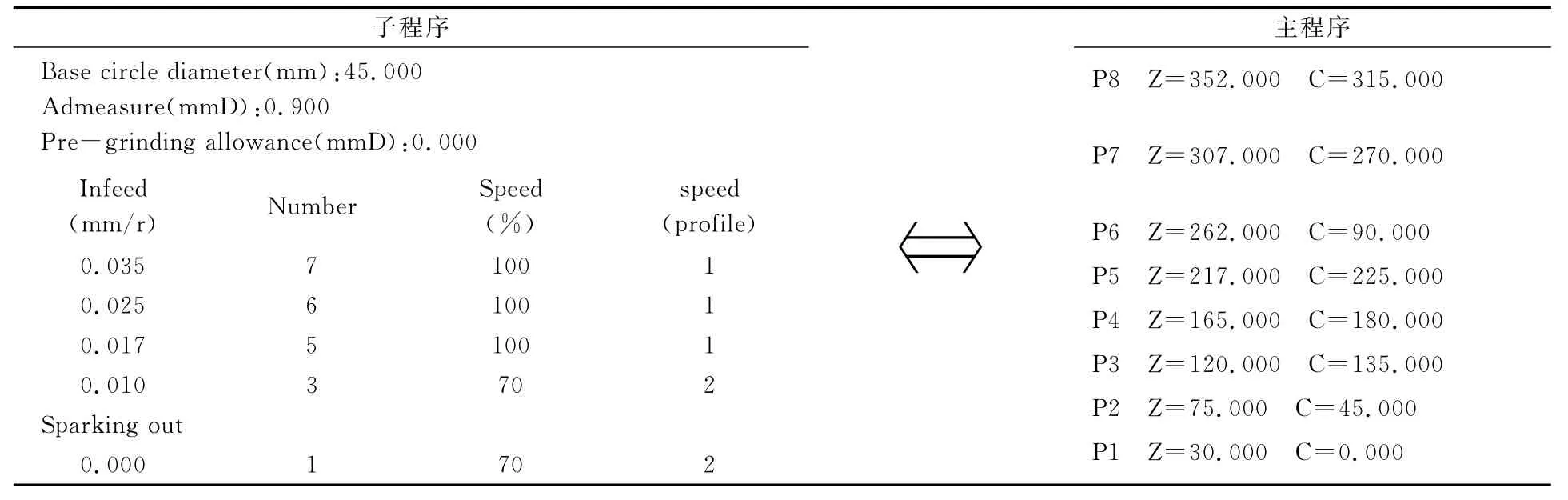
表4 小砂輪磨削數控程序
3 結束語
通過凹弧凸輪軸加工技術分析與研究,形成了標準的制造工藝規范、磨削NC程序,在批量生產中得到了應用,尤其是在引進吸收產品研制中取得效果顯著。隨著高功率、高密度柴油機的研發,凹弧凸輪軸制造技術不僅可為同類零件加工提供技術指導,而且技術應用前景廣泛。
[1]胡建忠.凸輪軸磨削數控技術的研究[D].大連:大連理工大學,2005.
[2]黃榮芳.凸輪軸凸輪型面加工探討[J].廣西機械,1995,(01):33-35.
[3]郭三學,鞏青歌,劉明琴.砂輪磨損對凸輪升程誤差的影響[J].機械科學與技術,1997,(05):140-143.
[4]朱 峰,崔恒泰,陳日曜,黃奇葵.CBN砂輪磨削表面粗糙度試驗研究[J].航空工藝技術,1994,(06):13-14,21.
[5]顧遠焰.凸輪軸桃形磨削加工的技術、經濟性分析及技改方案研究[D].重慶:重慶大學,2004.
[6]李 勇.影響數控凸輪軸磨削加工精度若干因素的研究[D].武漢:華中科技大學,2004.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
