薄膜電容開邊機關鍵技術
2011-08-08 10:23:00朱躍紅任劍鄭海紅
電子工業專用設備 2011年12期
關鍵詞:動作
朱躍紅,任劍,鄭海紅
(太原風華信息裝備股份有限公司,山西太原 030024)
作為電子元器件中的一個重要組成元素,以電工級塑料薄膜為電介質的薄膜電容器,因其諸多優良特性,被廣泛應用于家用電器、照明設備、通訊產品、儀器儀表等電子設備中[1]。隨著新一代移動通信、數字化產品技術的發展,電子信息產業升級換代勢在必行,微型化和片式化技術將成為電子元器件產業技術進步的重點。疊層片式技術成為薄膜電容器小型化、片式化的主要手段。KB-20疊層薄膜電容自動開邊機是疊層薄膜電容器生產線上的關鍵設備,其主要功能是將卷繞好的疊層薄膜電容母料分離并切割成單體電容料條[2]。
1 設備組成
KB-20疊層薄膜電容自動開邊機主要由上料機構、機械臂機構、傳送鏈條機構、切除料條端頭機構、賦能及容量測試機構、收料機構、進膜機構、防護機構、吸塵機構、機架等組成,如圖1所示。整機由可編程控制器(PLC)進行電氣系統控制,中文觸摸屏操作與顯示。

圖1 疊層薄膜電容自動開邊機總體結構
2 工作原理
首先將母料料框放入上料機構的料框槽中,由鏈條、頂針將母料推至上料機構頂端,機械臂取料后依次對母料進行翻轉、定位、開邊、去鐵芯,最后由機械手將開邊后的兩根電容料條放至傳送鏈條機構,經鏈條傳動至切除料條端頭機構,鋸片對料條端頭進行切割,隨后再經鏈條傳送,對料條進行賦能、測試,最后分選送入收料框,具體動作示意如圖2所示。一框母料處理完后,設備將自動裝入新的母料框繼續運行。
開邊機工作速度不低于20條/min(按母料計算),電容條毛刺長度不大于0.05 mm,且要求開邊后的電容條端面平滑、涂層均勻。一個母料到成品電容條的加工需要20多個動作才能完成,因此要求各動作之間有好的連貫性,時序要合理高效。
3 關鍵技術
3.1 保證母料上料動作連貫
由于個別料框變形,容易引起卡料現象。一旦發生卡料,頂針如果還繼續向上抬升,則會使頂針受力形變進而損壞,更有可能使電機受損。頂針長300 mm,直徑3 mm,如何使又細又長的頂針順暢并連貫地完成頂出動作,是一個難點。

圖2 工作原理圖
經過反復研究實驗,在頂針傳送機構的中部設計了導向板,用于頂針動作時加強頂針,可使頂針頂料時彎曲形變較小,如圖3所示;此外還在鏈條電機的輸出端安裝了保護離合器,確保卡料時頂針不再上升,較好地解決了發生卡料時料條和頂針易損傷的問題。
3.2 同一機構上實現不同規格母料的開邊
設備為方便做不同規格的料條,要求在不更換配件的前提下,實現不同規格母料(長度:197.5±0.5 mm,寬度:5.2~5.8 mm,厚度:1.0~6.0 mm)開邊工藝,這是本機要解決的關鍵技術之一。為此特別設計了多手機械臂及多級定位結構,互相配合實現對多種不同規格母料的搬運及定位,進而精確完成開邊動作,而不用更換相關配件。機械臂上共設計6種不同結構機械手(AF),對應多級定位機構的翻轉定位、雙向整形對中、定位夾緊等工位,輔助料條定位動作,保證料條開邊時鋸片切割精準、可靠,如圖4、圖5所示。

圖3 母料上料、頂針與導向板示意圖
3.3 母料與鐵芯快速分離動作的實現
經過開邊后的母料仍保留著卷繞時的鐵芯,在母料被機械爪搬運至傳送鏈條前需將鐵芯去除。母料由機械手抓至去鐵芯工位后,在此有一對鐵芯頂尖頂出,前后一并將母料頂住,利用其自身的錐度鍥入開邊后的母料,使母料與鐵芯迅速分離,再由該工位的鐵芯打落刀將鐵芯打掉,如圖6所示。頂塊設計前后可調,以適應不同規格料條。
去芯的電容料條易分散,為使去芯后的電容料條能夠順利送到傳送鏈上,特別設計機械手6結構(圖6所示)。實現兩個功能:母料鐵芯去除過程中抓穩料條,使去芯動作可快速完成;將去芯后的兩根電容料條翻轉90°呈水平狀態搬運至傳送鏈上,進入去端頭分選工序。
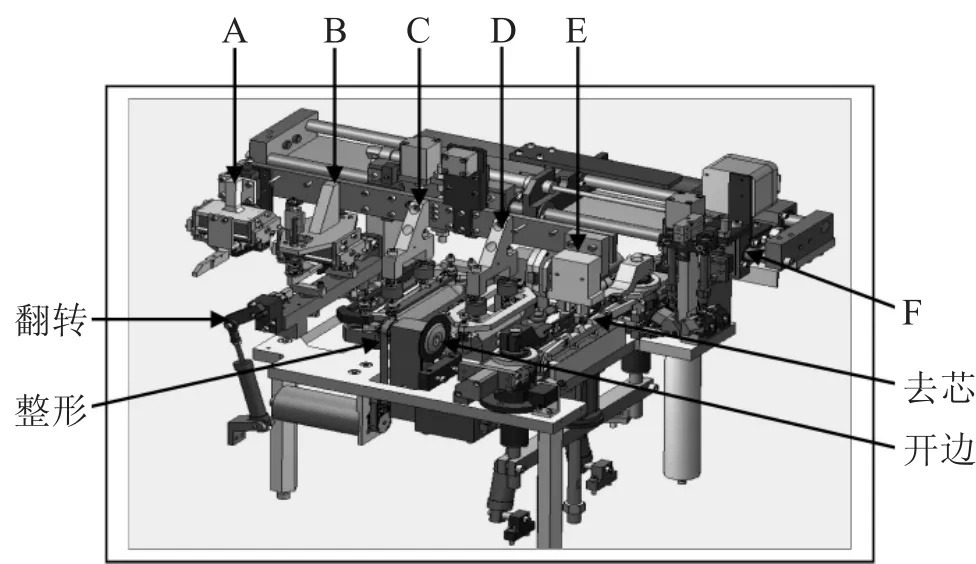
圖4 機械臂結構示意圖
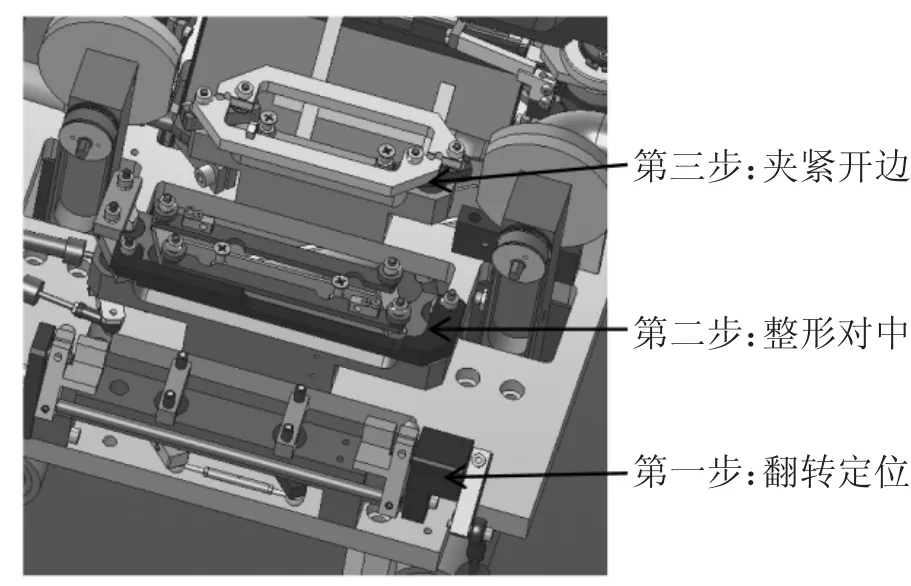
圖5 多級定位結構示意圖
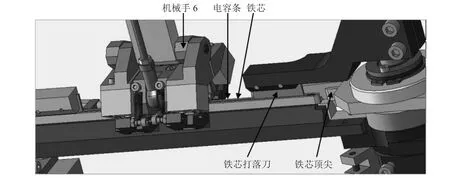
圖6 去鐵芯示意圖
3.4 時序控制技術
設備的運行是靠氣動元件、電機等器件帶動受控機械部件完成動作。該機的受控動作點多達130多處,要保證設備的連續穩定運行,各工作點不干涉,機械結構不損壞,需要嚴格設定工作時序。本文中的傳送鏈條用凸輪電機帶動旋轉編碼器,將工作周期以360°為基準進行劃分[3],規定各動作點動作執行角度,很好的解決了這一問題。
3.5 產品的準確分類
設備設計了8個級別17個分選料框,根據容量測試結果自動裝入相應料框。容量測試的準確性直接影響產品分類。由于料條上存在的雜質會影響測試的結果,設計了直流賦能單元對電容條進行電清潔,通過短路燒掉其它雜質;同時電清潔后的料條如果帶有殘留電荷也會影響測試儀的測量結果,并可能對測試儀器造成損壞。因此在產品測量前設置一個放電工位,來保證容量測試儀測試精確,確保產品準確分類的同時,也避免了對測試儀的損壞。
3.6 整機效率的提升
(1)電清潔放電工位的設計,加快了電容料條的放電速度,提高整機的運行速度。
(2)通過設計機械臂機構與鏈條傳送機構,將開邊和測試分選工藝有效結合,實現全自動化控制,提高生產效率。
(3)為實現料條切頭及收料動作的有序、穩定,并有效提升整機運行速度,去端頭切割鋸片的擺動采用凸輪加搖臂結構設計,可保證設備高速運行狀態下的切割穩定;凸輪電機同時控制分割器的動作,傳送鏈由分割器帶動,精準的步距設定,可保證收料動作的快速穩定。
4 結束語
KB-20疊層薄膜電容自動開邊機的成功研制,打破了國外設備在這一領域的壟斷地位,在生產速度、產品精度方面已達到甚至超過了國外著名廠家的設備指標,在安全運行、穩定檢測、方便操作的人性化方面更具有明顯的優勢,給國內薄膜電容器生產廠提供更多選擇,有利于降低成本增強自身國際競爭力。隨著便攜式電子設備的迅猛發展,薄膜電容器小型化高容量是未來發展的趨勢,因此薄膜電容開邊機有著廣闊的市場前景。
[1] 靳建鼎.基于PLC控制的電容條切割機[J].電子工藝技術,2006,27(2):100-103.
[2] 任劍,張愛玲.薄膜電容卷繞工藝及關鍵技術[J].電子工藝技術,2008,29(2):102-104.
[3] 荊曉麗.薄膜電容切片機中的凸輪設計[J].電子工藝技術,2008,29(3):171-173.
猜你喜歡
作文周刊·小學一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27