300 MW機組電動門盤柜電源及熱機保護技術改造
2011-08-18 03:22:36楊本貴鄭光偉趙文剛梁啟超
電力安全技術 2011年7期
關鍵詞:故障
楊本貴,鄭光偉,趙文剛,梁啟超
(渾江發電公司,吉林 白山 134302)
渾江發電公司2臺QFSN-300-2型300 MW機組于2007年投入運行,2009年末至2010年初先后3次發生因鍋爐電動門盤柜失電造成的鍋爐滅火、機組跳閘事件。事件暴露出電動門盤柜電源存在元件質量差、回路設計不合理及熱機保護不配套等問題。經專業人員認真檢查測試,并聯合設計單位及設備生產廠家,對電動門盤柜電源及熱機保護進行了技術改造,截至2010年末已運行近1年時間,沒有再出現任何故障,運行良好。
1 問題剖析
1.1 故障描述
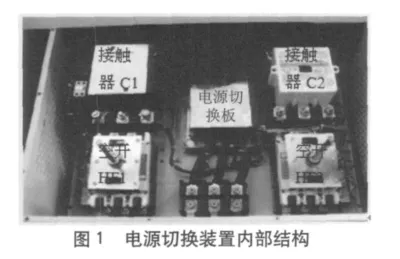
渾江發電公司1號、2號機組鍋爐電動門盤柜的電源切換裝置為STQ-140型,電源切換裝置系統兩側由下而上分別是2路電源的空氣開關HF1、HF2和接觸器C1、C2,中間上部為電源切換板,見圖1。
鍋爐電動門盤柜所帶負荷有鍋爐電動門電源、一次風電動擋板執行器電源和油槍控制柜電源等,共300多路負荷,靠2路電源供電。其中,一路工作,另一路備用。2路電源通過電源切換裝置進行自動切換。
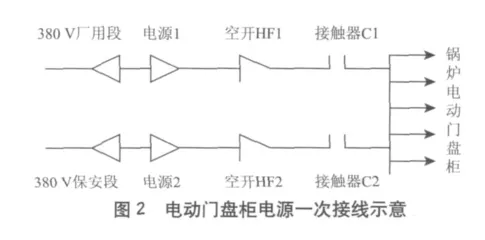
鍋爐電動門盤柜中的電源1取自380 V廠用段,空開HF1投入、接觸器C1聯動投入,處在正常運行狀態;電源2取自380 V保安段,空開HF2投入、接觸器C2斷開,處在聯動備用狀態,見圖2。
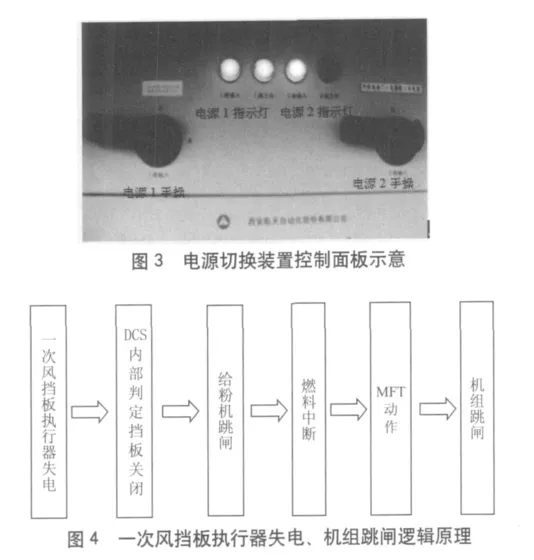
電源切換裝置面板的上部共有4個指示燈,左邊2個分別是電源1“投入”、“工作”指示燈,右邊2個分別電源2“投入”、“工作”指示燈;下面有2個開關操作把手,左邊為空開HF1手操,右邊為空開HF2手操。正常運行狀態時的面板狀態見圖3。
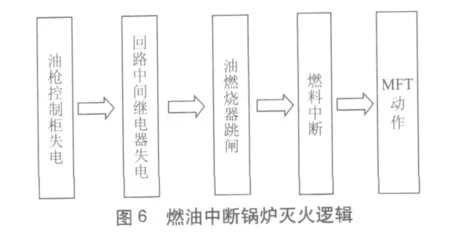
2009-10-11和2009-11-10先后2次機組跳閘,事件均發生在機組正常運行中,鍋爐電動門盤柜電源1跳閘而電源2未聯動。DCS畫面顯示,所有一次風擋板位置反饋變為壞質量點,所有給粉機跳閘,MFT動作(跳閘首出:爐膛滅火跳閘),2號機組跳閘,見圖4。
現場檢查鍋爐電動門盤柜發現,電源1、電源2的空開HF1、HF2在合閘良好狀態(電源1、電源2“輸入”燈均亮),接觸器C1、C2在跳閘狀態(電源1、電源2“工作”燈均滅),母線電壓表無指示。經現場檢查分析確認,HF1在合位、C1跳閘;HF2在合位、C2未聯動。運行人員手動將HF1切開后,C2聯動成功(電源2“工作”燈亮),母線電壓表顯示正常。
第一次故障發生后,外觀檢查沒有發現明顯故障現象。由于電源切換裝置是一個封閉式控制箱,故障后已手動切換到另一路運行,無法立即開箱檢查,故利用機組停備機機會將裝置打開,發現電源切換板一管腳虛焊。
第二次故障發生后,檢查發現接觸器C1運行中異常脫扣。該接觸器為天水213機床電器廠產品,CJX4-225F型,經測試并且聯系電源切換裝置廠家確認,故障原因是由于C1運行中脫扣跳閘,造成電源1喪失,而C2投入的條件是電壓繼電器檢測出電源1失壓(或降低到動作值)、電源2電壓正常。經回路檢查發現,電壓檢測繼電器U1接到了空開HF1與接觸器C1之間,當C1斷開時,由于HF1在投入良好狀態,U1電壓正常,故C2不動作,不能切換到電源2運行,即在上級電源正常而接觸器本身故障跳閘情況下,備用電源不能進行自動切換,見圖5。

2010-01-08,鍋爐滅火事件發生在鍋爐點火后的升壓過程中。在更換接觸器C1后,運行人員按規定采用瞬間停電法將2號爐電動門盤柜電源2倒至電源1運行時,電源切換裝置顯示正常,切換前后鍋爐電動門盤柜運行正常,但2號爐所有投運的油槍全部退出,鍋爐滅火。
事件發生后,經過試驗分析,確認事件原因為:油槍系統是按照電源消失自動跳油燃燒器設計的;而鍋爐電動門盤柜電源切換是按順停切換法設計的;因此,在鍋爐點火后電源切換的瞬間,油槍控制回路瞬間失電,導致控制柜內由中間繼電器保持的油槍進到位、油角閥開到位信號消失,觸發油燃燒器跳閘邏輯,油槍退出,入爐燃料中斷,鍋爐滅火,見圖6。
1.2 存在問題
(1) 電源切換裝置存在制造質量問題。
(2) 接觸器性能不穩定。
(3) 電壓檢測信號取點存在死角,回路設計不合理。
(4) 工作電源與備用電源組裝在1個封閉式控制箱內,一路運行時,無法對另一路進行檢查維護,設計結構不合理。
(5) 一次回路元件多,接線復雜,增加了故障發生的幾率。
(6) 設備廠家技術封鎖,不提供圖紙資料,沒有技術培訓。
(7) 一次風擋板關閉聯跳給粉機的保護邏輯設計不合理。
(8) 油槍控制回路設計不合理,未考慮可能存在的電源切換過程。
2 技術改進
2.1 電動門盤柜電源改造
2.1.1 改造的必要性
(1) 電源切換板故障或接觸器本身故障造成運行電源跳閘,備用電源不能可靠聯動,造成機組跳閘,回路設計存在嚴重安全隱患,應進行改造。
(2) 主要元件故障頻率高,應進行更換。
(3) 2臺300 MW機組中,相同的電動門盤柜電源共計6套(每臺機組爐側1套,機側2套),隱患影響面廣,應及時進行改造。
2.1.2 改造總體思路
(1) 選購性能穩定、可靠性高的元件。
(2) 電壓采集點取自電動門盤柜母線上。
(3) 簡化回路。
2.1.3 改造方案
(1) 利用原空開HF1、HF2元件。
(2) 更換接觸器C1、C2元件,選擇性能穩定、可靠性高的日本富士SC-N10型的優質產品(共12 塊 )。
(3) 取消電源切換板。
(4) 取消原設計中利用U1(U2)判定C2(C1)聯投條件,增設利用C1(C2)閉接點判定C2 (C1)的聯投條件。
(5) 在負荷母線上增加缺相保護器QXB。
(6) 保留電源切換裝置面板上的4個指示燈和2個開關操作把手及功能。加長面板上的元件連線,保證在運行中能正常開箱檢查,并將封閉式控制箱改成可開啟式控制箱。
(7) 新增C1、C2、QXB輔助接點進DCS系統。
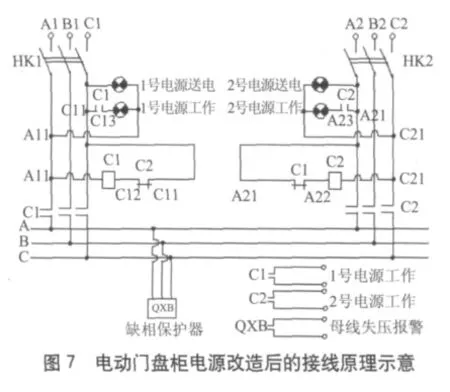
按照改造方案改造后,2路電源一路運行,另一路備用,當運行電源接觸器因上級電源失壓跳閘或因接觸器本身故障跳閘后,其常閉輔助接點瞬時閉合,迅速聯動備用電源,確保備用電源迅速聯動可靠投入。電源指示及缺相保護進DCS并報警,見圖7。
2.1.4 改造步驟
(1) 元件、材料準備齊全。
(2) 拆除設計取消的元件及配線。
(3) 檢驗、測試待組裝元件合格,待更換接觸器動作電壓合格,線圈電阻及絕緣電阻合格。
(4) 對準備好的元件、配線及輔助材料進行組裝。
(5) 標注、標記及配備標識牌,改造后達到標識齊全。
(6) 測試2路電源聯動切換時間為50 ms。
(7) 整體傳動試驗合格。
(8) 投入試運行。
2010-01-27,利用停機機會,完成對1號爐電動門盤柜電源改造,投入運行良好。2010-02-08,利用停機機會,完成對2號爐電動門盤柜電源改造,投入運行良好。剩余1、2號機組電動門盤柜的4套電源回路利用停機機會,至2010-07-21已全部改造完成,投入運行良好。
2.1.5 改造效果
改造后,聯動回路邏輯簡單,運行可靠,方便日常設備檢查維護,同時也有效消除了原設備系統存在的不足。
2.2 一次風擋板關閉聯跳給粉機保護系統改造
2.2.1 改造的必要性
改造前,一次風擋板執行器失電后,風門仍處在正常開位狀態,鍋爐燃料量、風量仍處在平衡狀態,只是一次風擋板暫時不能進行調整,待電源恢復后,一次風擋板即可恢復正常操作,但此時控制邏輯卻觸發給粉機跳閘,導致入爐燃料中斷,MFT動作。該現象表明,給粉機跳閘保護邏輯設計存在缺陷,應進行改造。
2.2.2 改造總體思路
利用一次風擋板執行器的模擬量位置反饋信號,開關量位置反饋信號和給粉機運行信號建立邏輯關系,完善給粉機跳閘保護邏輯。
2.2.3 改造方案
(1) 取一次風擋板執行器的模擬量位置反饋信號。
(2) 取一次風擋板執行器的開關量位置反饋信號。
(3) 取給粉機運行狀態量。
由以上3個信號在DCS內組態實現:一次風擋板執行器的模擬量位置反饋小于5%,一次風擋板執行器關信號(開關量信號),給粉機運行信號,三者“與”邏輯成立時,給粉機跳閘。
2.2.4 改造過程
2010年2月,利用2次停機機會,熱控專業人員完成了1、2號爐共計32套一次風擋板關閉聯跳給粉機保護的技術改造,改造后試運行合格,投入運行。
2.2.5 改造效果
通過改造,完善了給粉機跳閘保護邏輯,有效防止了保護系統誤動作,提高了系統的可靠性,取得了預期效果。
2.3 油槍控制回路失電延時跳閘油燃燒器改造
2.3.1 改造的必要性
油槍控制回路存在設計缺陷,在機組運行過程中,若發生油槍系統控制電源切換,將導致所有投運油槍退出,嚴重威脅鍋爐運行安全。
2.3.2 改造總體思路
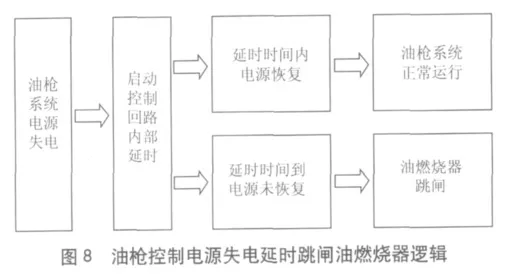
在油槍控制回路內增加延時控制,使油槍系統在瞬間失電時(電源切換順停時間為50 ms左右),用于跳閘油燃燒器的各開關量狀態保持1 s,若1 s后系統仍然失電,則觸發油燃燒器跳閘邏輯。
2.3.3 改造方案
在油槍順控啟邏輯內,油角閥開到位信號后加1 s反向延時;在油槍順控停邏輯內,油槍進到位信號后加1 s正向延時。
改造后,油槍系統電源中斷時,延時跳開油燃燒器,若在延時時間內電源恢復,則油燃燒器正常運行,見圖8。
2.3.4 改造過程
2010-01-27~31,熱控專業人員完成2臺爐24套油槍控制回路失電延時跳閘油燃燒器的改造,試驗良好后,投入運行。
2.3.5 改造效果
通過改造,有效防止了電壓波動及電源順停聯動所造成的保護誤動作,提高了油燃燒器運行的可靠性,取得了預期效果。
3 結論
對2臺300 MW機組的機、爐共6套電動門盤柜電源回路,32套一次風擋板關閉聯跳給粉機保護回路,24套油槍控制回路進行技術改造,改造取得成功,至2010年末,系統運行正常,沒有再發生任何故障。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
