鋼件盲孔攻絲對工裝刀具的調整及改進
2011-09-03 03:43:54謝旭華
河北農機 2011年6期
謝旭華
石家莊職業技術學院 050081
1 原始加工條件及問題的出現
1.1 試切加工條件:
試切是在臥式雙面、鉆攻雙工位組合機床上進行。對汽車短軸類零件的盲孔進行攻絲加工,加工要求M12×1.25-6H深30mm,工件材料中碳合金鋼40Cr,機床采用雙工位移動工作臺,固定式夾具來實現鉆孔、攻絲工序。針對工件批量及組合機床檢驗調整標準,我們進行分批次試切,總結出調整前現場加工條件如下:
(1)機床調整精度為:
a.兩邊滑套對夾具導向孔同軸度0.015mm,主軸移動直線度0.013mm
b.鉆孔中心與主軸中心重合度為0.01mm,機床靠模桿回轉中心與樣孔中心的不同心度小于0.05mm。
(2)工件材料40Cr調質,硬度HRC23—32,硬度不均勻。
(3)切削用量選用:V切=3.2m/min,N主=90rpm,進給量S0=1.25mm/r(螺距)。
(4)絲錐選用:關中工具廠M12×1.25—HI磨齒絲錐,容屑槽為直槽,四齒槽。
(5)攻絲卡頭及接桿采用組合機床通用結構。
(6)冷卻液為15%乳化液
1.2 問題的出現
在上述條件下攻絲,絲錐耐用度很差,三批分別加工到28、31、30件時就出現崩刃,有時會在更早階段就出現絲錐折斷現象,幾批試切下來,每只絲錐僅加工30件左右就報廢,絲錐壽命極短,耐用度很差。
分析原因:工件方面,材料韌性大、硬度高而且材質不夠均勻,加工時切屑卷曲難,盲孔加工排屑條件差;另一方面對攻絲精度影響較大的是刀具絲錐的結構和工裝攻絲卡頭及接桿的安裝精度。
為解決上述問題,如果調整工件材料會使加工成本增大很多,我們試著對刀具絲錐結構、工裝攻絲卡頭及接桿的安裝進行改進,最終獲得了較為滿意的加工效果。
2 加工缺陷原因分析及試切調整過程
在組合機床上對鋼件盲孔攻絲時,常出現絲錐折斷、崩刃現象,其中原因很多,但分析主要原因有:
2.1 刀具絲錐承受的切削力及切削扭矩增大,導致其強度不足。
工件材料韌性大,切削時收縮較大,加工硬化也較重,絲錐承受的切削扭矩大增,絲錐的強度不足,造成絲錐切削部分的牙因切削力增大而崩刃。為便于盲孔攻絲時排屑,減輕切削刃角處應力集中、提高絲錐的強度,試切中采用了三刃三槽(Z=3)右旋絲錐適當加大容屑槽使切屑順利向后退出;絲錐的角度也做出調整:取導角φ=6°~8°,前角γ=3°~6°,保證攻絲切削時絲錐刃口鋒利并且適當斷屑;合理選擇了切削速度V切=3.2m/s,每齒進給量az=t*tgφ/z在0.04~mm0.05mm之間,保證切削效率,減少切削缺陷對絲錐的負面影響。
此外,加工硬化及切屑收縮使絲錐切削刃尖處產生與工件未斷開的高硬度的“切屑根”,絲錐反轉時,“切屑根”轉至絲錐前一刃齒背下面與刀尖產生較強的擠壓,導致絲錐反轉扭矩大幅度增加,嚴重時導致絲錐刀尖崩掉,為解決這種崩刃問題,試切時適當地減小了切削部分的鏟磨量(即減小絲錐切削部分后角α取1°30′~2°),并將切削刃齒背后面用專用夾具鏟磨成凹形,這樣減小了絲錐與螺孔的間隙,在絲錐反轉時后刃還有一定的后角,不會使摩擦增大,從而提高了刀尖的強度。
在這樣條件下又連續試切后,發現絲錐刀尖崩掉現象有所減少,但不夠理想,絲錐耐用度提高到50件左右。
2.2 攻絲系統變形,摩擦力矩增大,加工螺孔精度下降,甚至絲錐折斷。
由機床調整精度知攻絲系統回轉中心與底孔中心的理論不同心度為0.038mm,但由于絲錐與接桿剛性連接,絲錐、接桿、攻絲卡頭間間隙及前工位鉆孔導套的間隙,將導致攻絲系統回轉中心與底孔中心的實際不同心度大于規定值0.05 mm,攻絲系統的摩擦力矩大幅度增加,這是螺孔加工精度下降甚至絲錐折斷的主要原因。
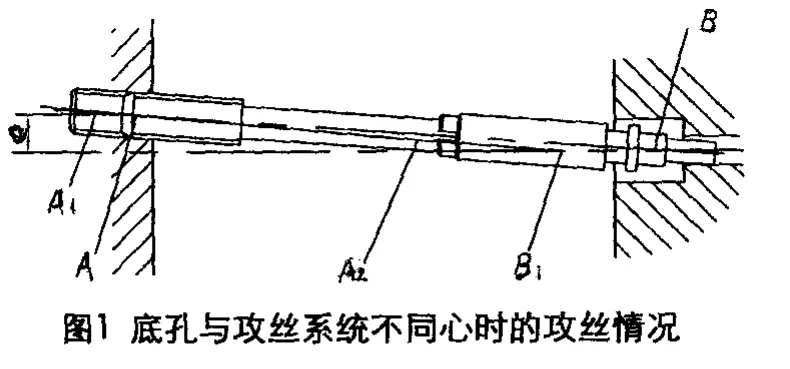
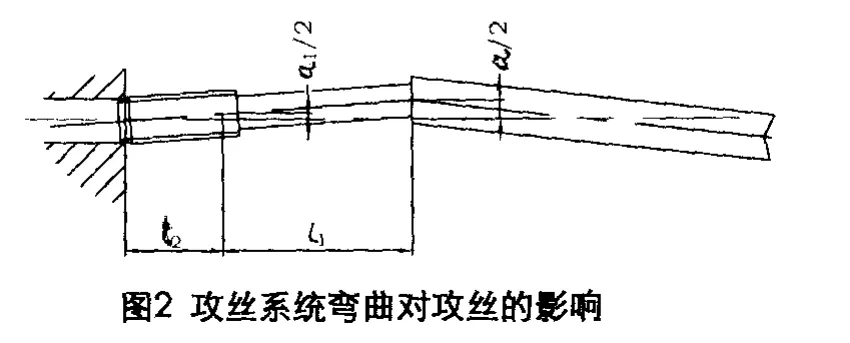
由圖1可見,底孔與攻絲系統有偏心e,開始攻絲系統以偏斜中心線AB攻進,而后絲錐應按原方向攻進,但由于絲錐、接桿、受切削力和力矩使攻絲系統的中心線變為A1A2B1,產生了彎曲變形;此外,絲錐、接桿、攻絲卡頭間間隙使攻絲系統軸線不直,見圖2,當絲錐尾部的跳動量為a時,絲錐校準部分末端跳動量為a1=al2/(l1+l2),此跳動量大于絲錐校準部分的倒錐錐度,以上兩種“彎曲+變形”結果擴大了螺紋中徑,加工時增加摩擦力及力矩,降低了加工精度,嚴重時甚至導致絲錐折斷。
由圖1、2可見,減小e和a1可減小校準部分的變形,在多次試切中,我們試著縮短絲錐校準部分長度即在其后2/3處鏟磨一定后角,加大校準部分的倒錐錐度,避免其因變形同時又參加切削,破壞了螺孔加工精度;同時加大接桿浮動量,(見圖3)將接桿4尾端的配合φ12H7/h6中φ12h6(0-0.011)變為φ12h-0.3-0.4,縮短配合處長度(由25變為10 mm),并在接桿前端增加兩個O型圈5,絲錐在接桿中定位改為彈性定位,使絲錐前端浮動量可達±1mm,保證絲錐順利進入螺紋底孔,幾乎消除了e和a1的影響。

按上述條件調整了攻絲系統后,又連續試切后,發現斷錐現象幾乎消除,每只絲錐可加工90件左右,絲錐耐用度大為提高,對加工效果較為滿意。
3 結論
通過對鋼件盲孔攻絲進行了大量的試切試驗,從中得出如下結論:
3.1 改鋼性攻絲為浮動攻絲,對不同直徑孔采用不同的接桿及卡頭,控制其間的浮動間隙量,并加適當的O型圈,實現接桿卡頭間彈性定位(本例間隙0.40mm)
3.2 盡量縮短絲錐校準部分長度,鏟磨一定后角,加大校準部分的倒錐錐度,避免螺紋中徑擴大導致絲錐校準部分參加切削而增大摩擦。
3.3 合理而準確選擇切削用量及絲錐尺寸參數,如V切=3.2m/min az=0.04mm~0.05mm,絲錐切削部分取導角φ=6°~8°,前角γ=3~6°,后角α=1°30′-2°。