徑向柱塞液壓馬達在鍛件升降回轉臺上的應用
2011-09-08 00:59:52趙國棟魏征宇
鍛壓裝備與制造技術 2011年4期
趙國棟,魏征宇
(太原重工股份有限公司技術中心,山西太原030024)
徑向柱塞液壓馬達在鍛件升降回轉臺上的應用
趙國棟,魏征宇
(太原重工股份有限公司技術中心,山西太原030024)
200t鍛件升降回轉臺配備于有軌直移式操作機組中,回轉臺回轉機構采用兩臺排量1250cm3的內曲線多作用式徑向柱塞液壓馬達驅動。文章介紹了這種液壓馬達的結構特點、計算選型和控制維修及其在回轉臺中的使用注意事項。
機械制造;徑向柱塞液壓馬達;鍛件升降回轉臺;使用
1 前言
鍛造車間進行開坯和鍛造軸類零件時,需對鋼錠或鍛件調頭,通常使用鋼錠升降回轉臺[1~2]。其主要功能是在鍛造操作過程中接受由行車出爐的鋼錠或加熱后的鍛件,將鋼錠或鍛件鉗把回轉到操作機鉗口方向,升起到鉗口中心高度,以便操作機夾持;當鍛造直形或臺階形軸類件時,由行車將鍛件吊在回轉臺上,回轉臺將鍛件鍛造完畢的一頭回轉到操作機鉗口方向,以便操作機夾持;操作機將鍛造完畢的直形或臺階形軸類件放在已經升起的回轉臺上,然后,由行車吊走。
200t鍛件升降回轉臺配備在1800kN/4000kN·m軌直移式操作機組中,并安置在操作機與125MN鍛造壓機之間的地坑內。可實現直徑?315mm~?2650mm,重30t~200t的鋼錠或鍛件,作0~360°任意角度回轉。回轉臺自動化程度高,轉盤轉動平穩,轉動速度可調。升降回轉臺本體結構見圖1所示。
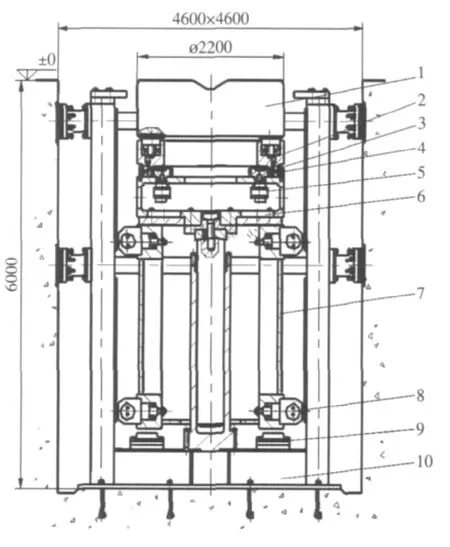
圖1 200t鍛件升降回轉臺本體結構
2 內曲線多作用式徑向柱塞液壓馬達
低速大扭矩液壓馬達具有很高的啟動效率;能在很低的速度下平穩運轉;結構緊湊,能大大縮小傳動裝置的尺寸;在輸出相同扭矩時,比齒輪減速器的重量要輕得多。徑向柱塞液壓馬達是目前廣泛使用的低速大扭矩液壓馬達。常用的有曲軸連桿式、靜力平衡式和內曲線多作用式等三種形式。
內曲線多作用式徑向柱塞液壓馬達的特點是:結構緊湊、體積小,扭矩大,在低速時轉速和扭矩仍有很好的均勻性[3~4],適宜于安裝空間小、低速重載的負荷工況。內曲線多作用式徑向柱塞液壓馬達外形、結構見圖2、圖3所示。
轉子4通過花鍵與輸出軸6相連,柱塞3徑向分布在轉子4上,并通過滾輪8支撐在凸輪5曲線軌道上。缸的內腔E通過軸向孔和環形通道D與油口A或B連接。圓錐滾珠軸承可承受很大的軸向力與徑向力。液壓馬達技術參數見表1。
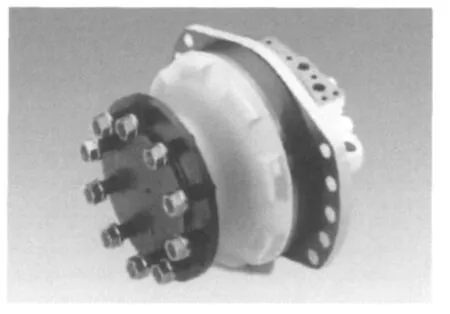
圖2 內曲線多作用式徑向柱塞液壓馬達外形圖
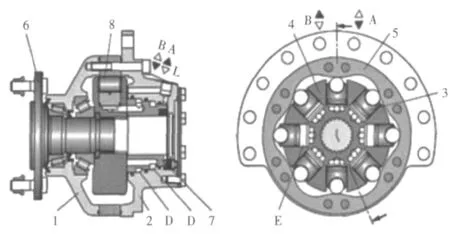
圖3 內曲線多作用式徑向柱塞液壓馬達結構圖

表1 內曲線多作用式徑向柱塞液壓馬達參數[5]
3 馬達選型與計算
在升降回轉臺中,使用了兩臺排量1250cm3的內曲線多作用式徑向柱塞液壓馬達。液壓系統壓力25MPa,回油管路壓力1.5MPa。低速大扭矩液壓馬達總效率0.75~0.90,啟動扭矩效率0.8~0.95[6]。單臺馬達峰值扭矩:
計算時考慮最大鋼錠的情況。200t鋼錠直徑為2.5m,長度l為5m[7],其轉動慣量[8]:
兩臺馬達產生的轉矩必須克服以下三種阻力距:回轉部分的靜阻力距Mj(包括摩擦力矩、風阻力距等);馬達和傳動機構零件在啟動和制動時的慣性阻力距Mg;鋼錠在啟動和制動時慣性阻力距Md。一般說來,Mj和Mg兩個阻力距所占比重甚小,兩者約為Md阻力距8%~10%[9]。兩臺馬達驅動200t鋼錠產生的角加速度:
工程機械回轉機構角加速度允許值通常為ε=0.06~0.7rad/s2[9],鋼錠升降回轉臺角加速度ε=0.1rad/s是合理的。鋼錠調頭是一個由靜止先加速后減速最后停止的運動過程。假設:鋼錠從0°回轉到90°作勻加速運動,從90°回轉到180°作勻減速運動,角加(減)速度均為0.1rad/s2,鋼錠轉動90°需要時間:
所以200t鋼錠調頭(回轉180°)所需時間約為11s。
通過以上計算,200t鍛件升降回轉臺選用兩臺排量1250cm3的內曲線多作用式徑向柱塞液壓馬達是合適的。
4 馬達控制方式
200t鍛件升降回轉臺液壓系統包括液壓缸和液壓馬達[10]、電磁閥以及管道等。液壓系統原理圖如圖4所示。
5 馬達使用與維護
5.1 回油背壓
為了馬達的工作平穩性,要求有一定的回油背壓,對內曲線馬達更應如此,否則將導致滾輪脫離定子導軌曲面而產生撞擊、振動、噪聲,嚴重時導致損壞。背壓值也不可太大,根據液壓馬達的轉矩與其進、出口壓力差成正比的關系,在進口壓力為一定時,當背壓增大,必然使液壓馬達的進出口壓力差減小,所以造成液壓馬達轉動無力。
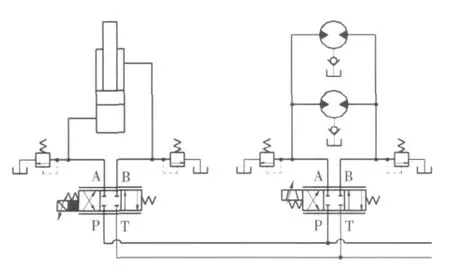
圖4 液壓系統原理圖
5.2 泄油管路
泄油管路一般不接到系統回油路上,對于有沖洗系統的馬達,泄油管路可以充當沖洗的回油管。當馬達軸水平方向安裝時,應將泄油管路連接到殼體最上端的泄油口;若馬達軸垂直方向安裝時,泄油管應連接到馬達的上端蓋的可選泄油口。必要時也可在泄油管路上增加適當的背壓,背壓值不可太大,否則將導致軸向密封圈損壞而造成外泄。上述設置可保證馬達內部始終充滿油液,并可降低馬達的運轉噪聲。
5.3 定期加潤滑脂
由于內曲線多作用式液壓馬達轉速低、負載大,其內部的滾動軸承很難形成潤滑油膜,因此,應該定期對其進行加脂潤滑,周期一般為2000h~3000h。
5.4 保持油液清潔
盡可能使液壓油保持清潔,液壓馬達故障多半是介質油中的固體顆粒、污染物和過熱形成的膠狀物造成的研磨。現場經驗是,液壓馬達的液壓系統油液清潔度,至少應保持在NAS9級以內,否則易造成摩擦零件表面磨損,產生溝槽,造成泄漏量增大。
5.5 馬達安裝與更換
更換馬達時盡可能使馬達輸出軸少受或不受徑向力,保證馬達的內部支撐軸承不受額外的作用力,否則,長時間使用會使配油機構產生偏斜,影響其使用壽命。因此,馬達在安裝中傳動軸與其他機械連接時要保證同心,或采用撓性連接。
6 結束語
200t鍛件升降回轉臺采用兩臺排量1250cm3的內曲線多作用式徑向柱塞液壓馬達作為動力系統,齒輪傳動,這種動力系統的優點是:自動化程度高,轉動平穩[11],轉速可調,可實現轉盤正反向0~360°任意角度回轉。
[1]萬勝狄.鍛造機械化與自動化[M].北京:機械工業出版社,1983.
[2]高俊峰.我國快鍛液壓機的發展與現狀[J].鍛壓技術,2008,(6): 1-5.
[3]楊寶光.鍛壓機械液壓傳動[M].北京:機械工業出版社,1996.
[4]袁佑多,陳艷屏.內曲線多作用徑向柱塞式低速大扭矩液壓馬達及其配流機構的發展[J].液壓與氣動,2002,(12):1-4.
[5]博世力士樂.重工業液壓產品樣本[M].2002.
[6]席景翠,安高成,王明智.低速大扭矩液壓馬達啟動特性探討[J].中國機械工程,2008,(24).
[7]中國機械工程學會塑性工程學會.鍛壓手冊[M].北京:機械工業出版社,2008.
[8]成大先.機械設計手冊[M].北京:化學工業出版社,2007.
[9]閻書文.機械式挖掘機設計[M].北京:機械工業出版社,1982.
[10]李壯云.液壓元件與系統(第2版)[M].北京:機械工業出版社,2005.
[11]陳曉明.內曲線徑向柱塞液壓馬達壓力沖擊問題探討[J].液壓與氣動,2004,(7):8-9.
The application of radial piston hydraulic motor to lifting rotary table for forgings
ZHAOGuodong,WEIZhengyu
(Technology Center,Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,ShanxiChina)
The lifting rotary table for 200t forging has been equipped with straight moving type forging manipulator,and the rotarymechanism has been driven by two pieces of 1250cm3radial piston hydraulic motor.The structural characteristics and the selection of themotor have been introduced in the text.The control&maintenance and announcementduring use of rotary table have been put forward.
Radial pistonmotor;Lifting rotary table for forgings;Use
book=4,ebook=129
TH 137.51
B
1672-0121(2011)04-0045-03
2011-05-12
趙國棟(1967-),男,高級工程師,從事鍛壓機械液壓設計研究工作
