多電機同步傳動控制系統(tǒng)
2011-09-22 06:55:32馮建修
電氣傳動自動化 2011年5期
關(guān)鍵詞:信號
馮建修
(陜西華特新材料股份有限公司,陜西興平713100)
1 引言
同步控制在工業(yè)生產(chǎn)中應(yīng)用非常廣泛,隨著自動化技術(shù)的提高,變頻器技術(shù)的成熟和適用范圍擴大,利用PLC對變頻器進行控制,從而適應(yīng)傳動系統(tǒng)對速度控制的靈活性、準確性和可靠性等的不同要求。玻璃纖維濕法氈生產(chǎn)線對控制系統(tǒng)的同步傳動控制要求較高,生產(chǎn)時各傳動部分的線速度要求平穩(wěn)且嚴格同步,才能保證氈面平整、縱向強力均勻,產(chǎn)品具有較好的一致性。如果同步系統(tǒng)中有一臺的速度與其它電機的速度不一致,就會影響產(chǎn)品質(zhì)量和生產(chǎn)過程的連續(xù)性。由于生產(chǎn)過程中許多外界干擾因素的影響,電機的速度會隨之發(fā)生變化,例如電網(wǎng)電壓的變化、頻率的變化、負載的變化及溫度的變化,都會對電機速度產(chǎn)生影響,這就要求控制系統(tǒng)能夠克服這些干擾因素的影響,各傳動點在線無級調(diào)速和同步跟隨,保證產(chǎn)品以一定的速度級聯(lián)平穩(wěn)運行,各傳動部分線速度保持同步。
2 生產(chǎn)工藝簡介
濕法氈生產(chǎn)線是一條生產(chǎn)玻璃纖維無紡布產(chǎn)品的生產(chǎn)線,其生產(chǎn)工藝過程類似于傳統(tǒng)的造紙工藝,分為濕部和干部,濕部包括上漿、濕氈成型和濕氈浸膠;干部包括烘干和卷繞。以直徑9-13μm連續(xù)玻璃纖維短切成長度6-8mm的短纖維,與水和化學助劑在充分攪拌下分成均勻的纖維漿料,在斜長網(wǎng)上抄去成型,飽和浸膠,熱風穿透烘干,產(chǎn)品自動檢測和自動卷繞,再經(jīng)過包裝或者復卷、分切和包裝。
3 同步控制系統(tǒng)的構(gòu)成
濕法氈生產(chǎn)線工藝流程包括從纖維計量到卷繞包裝共五個部分。其中纖維計量、成型加筋、浸膠和烘干為生產(chǎn)線的主體部分,由可編程控制器S5-135U控制;卷繞部分由可編程控制器S5-95U控制,是一臺自動控制轉(zhuǎn)臂式卷繞機,卷繞機在卷繞期間能夠連續(xù)卷繞產(chǎn)品。根據(jù)工藝要求,產(chǎn)品的成型、浸膠和烘干需用3種不同的輸送網(wǎng)帶,各條網(wǎng)帶和加筋部分分別由一臺功率相配的電動機拖動,生產(chǎn)過程中氈在各條網(wǎng)帶上的輸送線速度和卷繞機的線速度必須同步,同時加筋的線速度也必須與此一致,整條生產(chǎn)線以烘干爐網(wǎng)帶速度為主令單元(Master),即氈速給定單元,整機的運行速度由主令單元給定和調(diào)整,其余單元為從動單元(Slave),它們的速度必須嚴格跟蹤主令單元,并保持氈速成同步。否則,薄氈會在各道工藝之間出現(xiàn)過緊或過松現(xiàn)象,會斷裂或者松垮下來。生產(chǎn)中卷繞控制系統(tǒng)電機的速度受烘干爐網(wǎng)帶主令速度的影響作相應(yīng)的變化,為了保證氈在卷繞和烘干爐兩道工序之間保持同步,在這兩個裝置之間增加一浮動輥調(diào)整裝置。生產(chǎn)線的速度調(diào)整范圍在12-120m /min。
整條生產(chǎn)線為恒線速度多電機同步調(diào)速系統(tǒng),其中有7臺電機參與同步傳動,它們均由9326伺服變頻器控制,生產(chǎn)線的同步控制原理如圖1所示。
4 同步傳動控制系統(tǒng)的實現(xiàn)方法
4.1 生產(chǎn)線主傳動同步系統(tǒng)
分部傳動的控制原理是保持速度級聯(lián)和高速傳輸。該生產(chǎn)線主機部分有4臺具有旋轉(zhuǎn)變壓器(Resolver)的變頻電機參與同步,即烘干爐電機、浸膠電機、成型電機和加筋電機,它們分別由4臺9326伺服控制器控制,各控制器間通過集成的系統(tǒng)總線接口X4/CAN連在一起,CAN總線在各控制器間建立一個附加通信。設(shè)定值、實際值、控制和狀態(tài)信息可以通過控制系統(tǒng)CAN總線傳遞。連在一起的每個控制器必須具有不同的控制地址(出廠設(shè)置=1),通過運行9371BB或PC機的GDC軟件,可以設(shè)置各控制器系統(tǒng)總線CAN地址(CAN地址在代碼C350中設(shè)置),如果控制器分配到一些連續(xù)上升的地址號,則數(shù)據(jù)對象觸發(fā)被連接,控制器就可以進行通信并且能夠通過GDC軟件讀取所有代碼和修改所有允許寫入的代碼。功能塊CAN-IN2和CAN-OUT2用于控制器之間的數(shù)據(jù)交換。代碼C0352/000設(shè)置控制器網(wǎng)絡(luò)的“主”“從”運行方式,C0352/000=1 為“主”運行方式,C0352 /000=0為“從”運行方式,主從方式確定,在主電路連通后經(jīng)過一個延遲,一則報文即可發(fā)送,這樣就可以設(shè)置一個完整網(wǎng)絡(luò)控制器的操作狀態(tài)。CAN總線系統(tǒng)是一個面向報文,而不是面向設(shè)備的系統(tǒng),每一個報文有一個唯一的標識,在CANopen總線協(xié)議中,每一個報文僅僅有一個發(fā)送方。控制器的功能可以由集成在控制器中的系統(tǒng)總線得到擴展,控制器之間的數(shù)據(jù)交換不需要具備總線系統(tǒng)的知識,用戶就可以在控制器之間交換數(shù)據(jù),例如數(shù)字控制、速度和轉(zhuǎn)矩信號等。
生產(chǎn)線主機部分控制器CAN地址的分配如表1所示。
在驅(qū)動器網(wǎng)絡(luò)內(nèi)部,數(shù)據(jù)分配如下:烘干爐控制器的輸出信息是成型控制器的輸入信息,成型控制器的輸出信息是浸膠控制器的輸入信息,浸膠控制器的輸出信息是加筋控制器的輸入信息。各控制器之間使用CAN-bus通信協(xié)議,系統(tǒng)中烘干爐控制器為主驅(qū)動,在所有總線合作者開關(guān)合上之后它必須合上開關(guān)。值得注意的是:當總線合作控制器中的某一個開關(guān)斷開時,烘干爐網(wǎng)帶控制器必須斷開后再次合上,否則通信不能完成。

圖1 生產(chǎn)線同步控制系統(tǒng)結(jié)構(gòu)圖
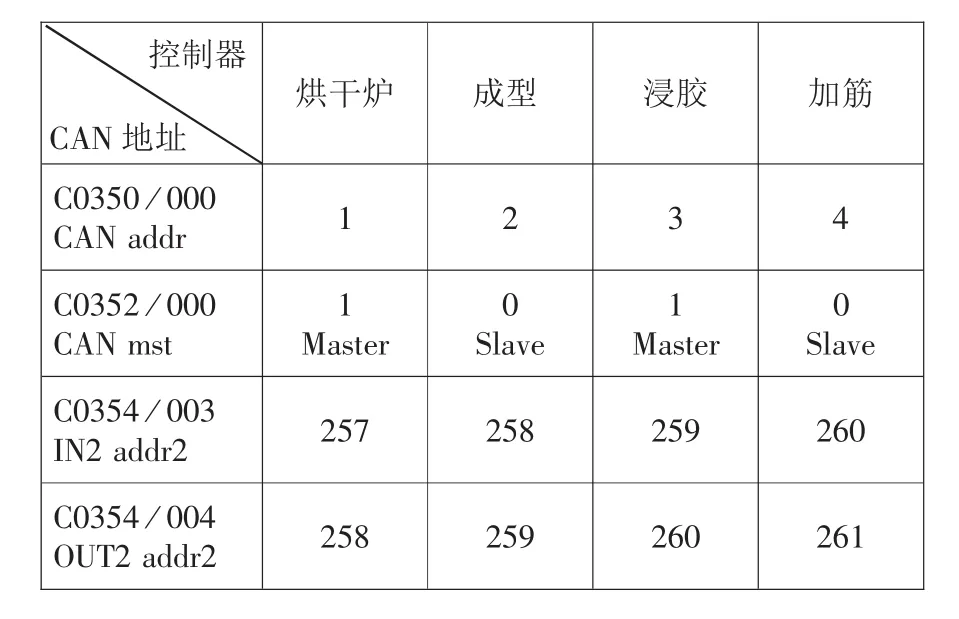
表1 生產(chǎn)線主機部分控制器CAN地址的分配表
該生產(chǎn)線烘干爐網(wǎng)帶基準速度信號給定為4-20mA的模擬信號,操作人員通過監(jiān)控計算機PC組態(tài)軟件或操作員面板OP設(shè)定烘干爐電機給定速度。烘干爐控制器的速度設(shè)定值(CAN-IN2.W1)來自PLC S5-135U,PLC根據(jù)速度設(shè)定控制烘干爐控制器指揮電機運行,烘干爐控制器通過系統(tǒng)總線CAN將速度主給定信號發(fā)送到成型電機控制器、浸膠電機控制器和加筋電機控制器,各臺控制器分別控制對應(yīng)的電機自動速度跟隨,實現(xiàn)開環(huán)速度同步,通常在開環(huán)時所有網(wǎng)帶幾乎是同一速度,然而由于擾動因素的影響,開環(huán)速度控制不能滿足生產(chǎn)工藝的要求,為保證浸膠網(wǎng)帶及成型網(wǎng)帶與烘干爐網(wǎng)帶間的嚴格同步,則在浸膠網(wǎng)帶和烘干爐網(wǎng)帶,成型網(wǎng)帶與浸膠網(wǎng)帶裝有1臺激光距離傳感器,構(gòu)成浸膠網(wǎng)帶驅(qū)動電機和成型網(wǎng)帶驅(qū)動電機的速度閉環(huán)控制系統(tǒng),激光距離位置示意圖如圖2所示。
生產(chǎn)時激光測距裝置(測量范圍:200mm-2000mm)對網(wǎng)帶間氈環(huán)的垂直距離進行掃描,由于成型浸膠后的氈在進入烘干爐之前為濕氈,濕氈不具有延展性,不能承受任何張力的作用,所以網(wǎng)帶間的氈必須留有一定的弧垂,供速度調(diào)節(jié)伸縮用,若不考慮弧垂,如果電機的轉(zhuǎn)速由于某種擾動發(fā)生變化可能會造成濕氈缺陷甚至斷裂。浸膠和成型控制功能塊信號流圖中有軟件電位器(MPOT),它是一種模擬電動機電位器,開始引氈時垂度控制1/垂度控制2不起作用,也就是說網(wǎng)帶閉環(huán)控制未工作,這時依靠控制室操作員在OP面板上手動調(diào)節(jié)垂度控制1/2的大小,尋找滿足工藝要求的開環(huán)運行同步點,即預先設(shè)定的垂度大小,當氈的水平位置正確時,從功能塊ADD1-OUT1輸出的信號一定近似為零。這時,按下操作員面板OP上的“網(wǎng)帶閉環(huán)控制”按鈕,浸膠網(wǎng)帶和成型網(wǎng)帶驅(qū)動就進入同步閉環(huán)控制狀態(tài)。垂度掃描信號作為成型和浸膠控制器的附加速度給定,當氈環(huán)位置改變偏離設(shè)定值時,通過閉環(huán)速度控制系統(tǒng)調(diào)節(jié)浸膠和成型網(wǎng)帶電機的速度,以保證浸膠網(wǎng)帶、成型網(wǎng)帶與烘干爐網(wǎng)帶間的線速度同步。而加筋紗電機速度的信號來自成型控制器的CAN-OUT2.W2,此信息中包含有速度主給定信號+速度附加給定信號(垂度控制2),并通過控制器的參數(shù)調(diào)整,使其速度稍快于成型網(wǎng)帶的線速度,以適應(yīng)加筋產(chǎn)品生產(chǎn)的要求。網(wǎng)帶閉環(huán)同步控制原理如圖3示。

圖2 激光測距示意圖
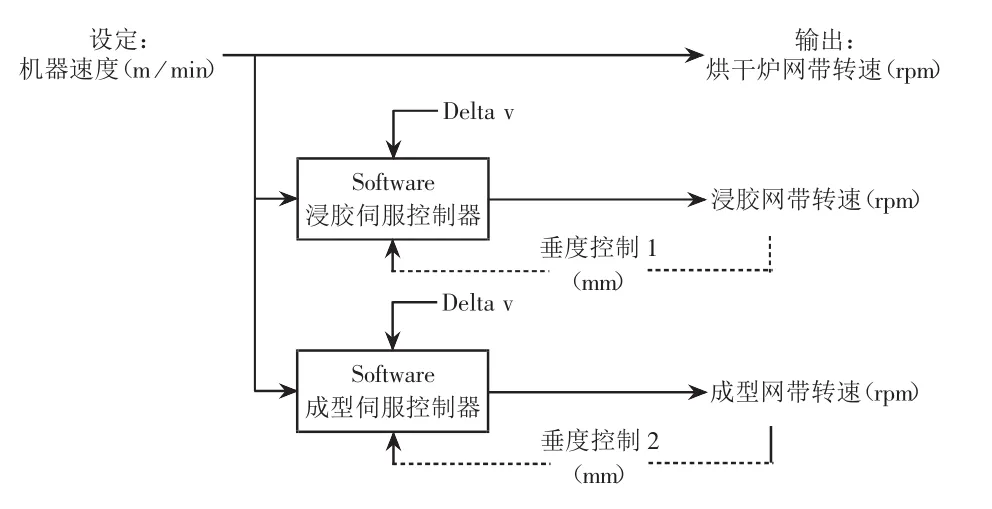
圖3 網(wǎng)帶同步閉環(huán)控制
當激光距離測量裝置的位置改變或者垂度控制特性不夠好時,就應(yīng)及時進行校準。浸膠/烘干爐網(wǎng)帶間的垂度校準在浸膠控制器中進行,成型 /浸膠網(wǎng)帶間的垂度校準在成型網(wǎng)帶控制器中進行,通過對控制器內(nèi)部相應(yīng)參數(shù)的調(diào)整,進行速度修正(FCODE472/10)、速度控制調(diào)節(jié)(C0945/C0946)及薄氈水平位置的調(diào)整(FCODE472 /1),可以使同步傳動控制系統(tǒng)達到最佳運行效果。參數(shù)的調(diào)整見控制器信號流圖4所示。
4.2 卷繞部分同步傳動
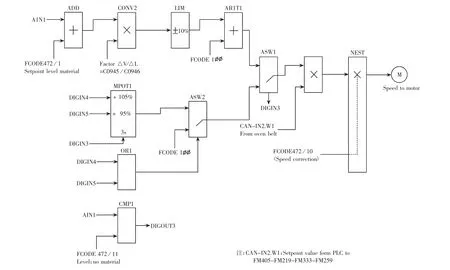
圖4 成型+浸膠速度修正、垂直位置調(diào)整
卷繞部分同步信號同樣來自于生產(chǎn)線PLC S5-135U,同步信號為4-20mA的模擬量。為了提高信號的抗干擾能力,該信號首先經(jīng)過I/U轉(zhuǎn)換器件將4-20mA電流信號變換為0-10V的電壓信號,然后送到拖輥控制器的X6/1、2端,作為拖輥電機的速度主給定,為了保證氈在卷繞和烘干爐兩道工序之間保持恒定的張力,在這兩道工序之間裝有一浮動的導氈輥,浮動導氈輥的信號送到拖輥控制器的X6/3、4端,作為拖輥電機的速度輔助給定。浮動輥是閉環(huán)控制,它可使氈安全且不撕斷地被送入卷繞設(shè)備,浮動輥的位置決定拖輥的速度,若浮動輥在下位,表明拖輥速度較慢,此時控制系統(tǒng)就會增大拖輥速度使浮動輥位于中位,若浮動輥在上位,則拖輥速度較快,此時控制系統(tǒng)就會減小拖輥速度使浮動輥位于中位,浮動輥只在中位附近小范圍擺動(浮動導氈輥只能調(diào)節(jié)25%的調(diào)節(jié)量)。張力控制系統(tǒng)設(shè)備主要是減少烘干爐濕氈的強度提高后段卷繞能力。拖輥控制器采用轉(zhuǎn)矩限幅的速度控制模式,卷繞軸1/2控制器為速度限幅轉(zhuǎn)矩控制模式。卷繞部分的速度信號傳遞是在控制器數(shù)字頻率輸入(X9)/數(shù)字頻率輸出(X10)間進行的,即拖輥控制器的數(shù)字頻率輸出信號(X10)送到卷繞軸1控制器的數(shù)字頻率輸入端(X9),卷繞軸1的數(shù)字頻率輸出信號(X10)送到卷繞軸2控制器數(shù)字頻率輸入端(X9),速度信號依次傳遞實現(xiàn)速度同步。由于卷繞軸為轉(zhuǎn)矩控制模式,所以有一個實際張力檢測裝置安裝在張力輥下方,構(gòu)成張力閉環(huán)控制系統(tǒng),檢測該處的張力情況,附加控制卷繞電機的速度。通常卷繞部分的速度要稍高于機組速度。
5 系統(tǒng)評價
經(jīng)過幾年運行,該系統(tǒng)性能可靠、調(diào)速平穩(wěn)、方便,效果顯著,能夠完全滿足生產(chǎn)要求。
[1] Lenze 9300 servo inverters Operating instruction.Printed in Germany by Lenze.
[2] Lenze 9300 Planning Automation Manual Part H.Printed in Germany by Lenze.
[3] Lenze 9300 servo inverters configuration Manual Part D1.1.Printed in Germany by Lenze.
[4] Lenze 9300-EV工程型矢量閉環(huán)變頻器操作手冊.Printed in Germany by Lenze.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06