超級雙相不銹鋼S32750氬弧焊接技術
2011-09-24 01:32:26李小朋陳萬祿蘇言誠劉文芳
石油化工建設 2011年1期
李 強 李小朋 陳萬祿 蘇言誠 劉文芳
中國化學工程第十三建設有限公司 河北滄州 061000
超級雙相不銹鋼S32750氬弧焊接技術
李 強 李小朋 陳萬祿 蘇言誠 劉文芳
中國化學工程第十三建設有限公司 河北滄州 061000
通過焊接工藝試驗,對超級雙相不銹鋼S32750焊接多種焊接方法進行對比,通過實踐總結了超級雙相不銹鋼焊接工藝特點,制定了全氬弧焊焊接工藝方法。提出了使用高純氬氣作為保護氣,焊接坡口形式采用X型不對稱坡口形式的新型焊接技術,通過實踐運用證明該技術可靠有效,保證了超級雙相不銹鋼焊縫優異的機械性能和耐腐蝕性能。
超級雙相不銹鋼 焊接方法 坡口形式 氬弧焊
1 前言
國內外近年來發展起來的第三代雙相不銹鋼—超級雙相不銹鋼,具有奧氏體和鐵素體不銹鋼的特點,機械性能優異,耐晶間腐蝕和耐氯化物應力腐蝕性能好,具有良好的可焊性,在石油、化工、海洋工程領域得到大量應用。由于超級雙相不銹鋼本身的特性是靠鐵素體和奧氏體兩相組織通過適當比例保證的,焊接工藝影響超級雙相鋼焊縫及熱影響區形成的兩相組織比例,是超級雙相不銹鋼優良機械性能和耐腐蝕性能的關鍵。
我公司承接的SNC-LAVALIN公司馬達加斯加設備制造工程中,有5臺設備使用太鋼生產的超級雙相不銹鋼S32750制造,焊接變形要求控制嚴格,焊后設備不進行熱處理,焊接試件除常規的理化檢驗外,還要求按照ASTM A923—2006 Method C[1]進行耐腐蝕性能檢驗。
2 材料主要性能
S32750該鋼種從屬于不銹鋼類別其主要化學成分及機械性能如表1和表2:
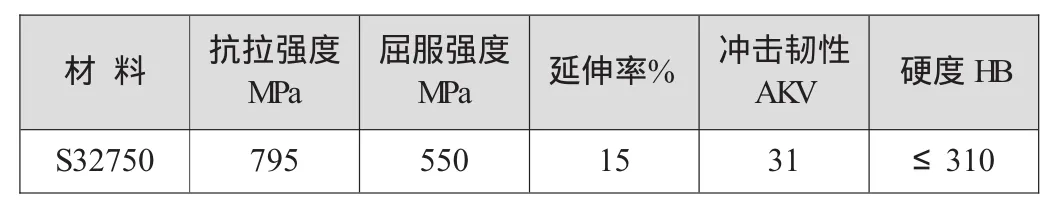
表1 常溫機械性能材料
3 焊接方法的選擇
3.1 選擇原則
超級雙相不銹鋼化學成分特點為較高的鉻含量和適量的鎳、鋁、銅多個元素的復合作用,特別是適量氮使該鋼具有較好的綜合性能。超級雙相不銹鋼的焊接接頭金相組織的主要特點是焊接接頭各部位組織的不均勻性,多層焊的表層焊縫γ相比其它層次的焊縫要少得多。要使焊接接頭獲得優良的力學性能和耐腐蝕性能,必須嚴格控制α/γ相比例。由于超級雙相不銹鋼的焊接方法很多,如SMAW、GTAW、GMAW、SAW 等[3],由于不同的焊接工藝焊接過程中輸入的線能量不同,焊接接頭質量差異較大。
3.2 焊接方法的選擇
我公司本次施工設備直徑大,直徑均在6m以上,罐壁厚度在6~12mm之間,不適合應用SAW焊接方法,根據實際情況,我們在焊接工藝選擇上進行了以下4種工藝研究:
(1)手工電弧焊+手工清根;
(2)氬弧焊打底電焊蓋面;
(3)氬弧焊打底+熔化極氣體保護焊填充蓋面;
(4)全氬弧焊焊接。
3.3 焊接方法的試驗

表 2[2] 超級雙相不銹鋼S32750的成品化學成分
為合理確定焊接方法,對不同焊接工藝方法的焊接試板進行理化檢驗,從而確定出合適的焊接工藝。為保證試驗數據的可靠性,每種工藝方法選擇3對焊接工藝試板,參照公司已有合格的超低碳奧氏體不銹鋼焊接參數,按照JB/T4708-2000結合ASTM A923中C法使用6%FeCl3溶液進行晶間腐蝕試驗要求進行焊接評定,各種焊接方法根據超級雙相不銹鋼焊接特點要求使用小電流多道焊的焊接工藝[4],盡量減少熱量輸入。
焊接材料的選擇主要是依據焊接工藝的確定的。試驗選擇的焊絲采用瑞典Sandvik牌號25.104.L,執行標準EN ISO 14343型號2594NL規格φ2.4/φ1.2,焊條采用同品牌的25.10.4LR,保護氣選用摻混1.5%氮氣的氬氣混和氣作為保護氣。(焊接材料主要化學成分見表3;超級雙相不銹鋼焊接工藝規范確定見表4;經理化檢測結果見表5。)
3.4 焊接結果分析
依據試驗結果,4種焊接工藝中,全氬弧焊焊接工藝試驗結果較為理想,具體原因分別為:
3.4.1 手工電弧焊+手工清根、氬弧焊打底電焊蓋面、氬弧焊打底+熔化極氣體保護焊等3種焊接方法焊接結果分析
這3種焊接工藝焊接過程采用的線能量控制較為困難,如線能量過小,造成焊道冷卻速度過快,焊縫及熱影響區會產生過多的鐵素體,從而降低焊接接頭的腐蝕抗力和韌性;線能量過高,試件的冷卻速度過慢,焊縫及熱影響區可能析出金屬間相,也會使焊接接頭的腐蝕抗力和韌性降低。具體到各種焊接工藝在于:
(1)手工焊焊接電流小以及焊接的不連續性,使焊接過程中熱量輸入和擴散不均勻影響焊縫整體質量,同時焊接過程中焊條擺動大,母材受熱面積就大;焊條擺動小,熔池降溫快,焊道重疊部分不宜清理,出現焊接缺陷。
(2)熔化極氣體保護焊由于熱輸入量大,控制難度大,同時由于焊接速度較快,熔敷量大,焊縫表面氧化也比較嚴重,試驗中鐵素體檢測熔化極氣體保護焊焊接側鐵素體含量不大于30%。
(3)從試驗結果上看,由于存在多種影響焊接質量因素,以上3種焊接方法普遍存在沖擊韌性較差,抗拉強度試驗部分試件從焊縫區斷裂,同時晶間腐蝕普遍不合格。
3.4.2 全氬弧焊接結果分析
由于全氬弧焊焊接熱輸入量小,進行多層多道焊時,后續焊道對前層焊道有熱處理作用焊接速度可以通過焊工技能控制,在合理的焊接速度和進一步控制單位時間焊接長度條件下,可以滿足S32750的焊接質量要求。
4 焊接工藝參數確定
S32750全氬弧焊接工藝我們按照不同焊接參數,再次進行4組對比試驗,每組焊接兩對試板。在上次試驗中我們選用了摻混1.5%氮氣的氬氣混和氣作為保護氣,試驗中發現焊接中焊接飛濺比較嚴重,同時試板焊縫機械性能和耐腐蝕性能改善不明顯,我們考慮到在使用的焊絲中氮含量同于母材,只需要提高氬氣純度,提高氣體保護質量,盡量減少焊接過程中氮的損失,因此選用氬氣純度達99.99%作為保護氣。新試驗中,根據超級雙相不銹鋼的特點,通過采取減少熔敷金屬焊接量的方法如:減小坡口角度、調整坡口形式等,并采用較快焊接速度,控制焊把擺動幅度;并提高保護效果,控制層間溫度不大于100℃,同時根據氬弧焊的特點,我們將一組試件采用雙面不對稱X型坡口,即減少熔敷金屬量,又有效減少了熱量輸入,并利用后續焊道對前層焊道的熱處理作用提高焊接質量。

表3 焊接材料主要化學成分

表4 超級雙相不銹鋼S32750焊接工藝規范

表5 超級雙相不銹鋼S32750焊接試板理化檢驗結果

表6 焊接工藝試驗參數表

表7 試驗結果表
試驗數據及結果見表6,表7。
4組試驗檢測鐵素體含量均達到40%,機械性能試驗全部合格,試驗結果對比表明B4組的焊接工藝試驗參數比較合理,特別是采用雙面不對稱X型坡口,即減少熔敷金屬量,同時提高焊接質量,試件腐蝕試驗全部合格。
5 焊接工藝試驗分析
超級雙相不銹鋼S32750從上述試驗分析中可以得出以下結論:
(1)超級雙相不銹鋼焊接工藝不同于常規不銹鋼材料的焊接,采用雙面X型不對稱可以有效減少熔敷金屬量,相應減少熱輸入量,提高焊接質量。
(2)超級雙相不銹鋼采用氬弧焊焊接工藝重點應當控制焊接焊接速度和焊接過程中氬弧焊把擺動幅度,提高保護氣保護質量。
(3)選擇氬氣需使用高純度99.99%純氬;對于摻混氮氣的混和氣選擇應當根據工藝試驗,慎重選擇。
(4)焊接中應當首先焊接完成受腐蝕側焊縫,利用后續焊道對前層焊道的熱處理作用提高焊接質量。
(5)無論采用何種焊接方法焊接過程中需要嚴格控制焊接電流、焊接速度、焊接層數,采用小電流多道焊工藝才能保證焊接質量。

6 結論
根據我公司將全氬弧焊工藝在超級雙相不銹鋼S32750設備制作上的應用,所有設備焊接一次合格率達到98%,所有焊縫焊后經過鐵素體檢測均達到35%~60%之間,焊接產品試板機械性能檢驗和腐蝕試驗全部合格。試驗結果證明,對于超級雙相不銹鋼S32750設備制作采用全氬弧焊,高純氬保護,采用合理的焊接工藝參數,特別是采用不對稱X坡口形式(如圖1),按照小電流多道焊工藝,可以使超級雙相不銹鋼焊縫組織鐵素體和奧氏體組織比例趨于合理,實現其優異的機械性能和耐腐蝕性能。
1《ASTM A923-06Standard Test Methods forDetecting DetrimentalIntermetallic Phase in Duplex Austenitic/Ferritic Stainless Steels》(《測定鍛造雙相奧氏體不銹鋼/鐵素體不銹鋼不穩定金屬相的試驗方法》).
2《ASME鍋爐及壓力容器規范Ⅱ》.《SA-240/SA-240M壓力容器和一般用途用耐熱鉻及格鎳不銹鋼板、薄板和鋼帶》.
3《超級雙相不銹鋼的焊接》陳建俊,王平、楊社教 第20卷第11期《壓力容器》總第132期.
4《雙相不銹鋼》吳玖等 冶金工業出版社,1999.
TG4
B
1672-9323(2011)01-0048-03
2010-09-07)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00