伊朗阿拉克煉油工程焊工考試經(jīng)驗(yàn)淺談
2011-09-24 01:32:32段利偉張志松姜新利唐元生
石油化工建設(shè) 2011年1期
關(guān)鍵詞:焊縫
段利偉 張志松 姜新利 唐元生
中國(guó)石化集團(tuán)第十建設(shè)公司 山東淄博 255438
伊朗阿拉克煉油工程焊工考試經(jīng)驗(yàn)淺談
段利偉 張志松 姜新利 唐元生
中國(guó)石化集團(tuán)第十建設(shè)公司 山東淄博 255438
伊朗阿拉克煉油工程是由SEI和伊朗本地施工企業(yè)組成的“聯(lián)合體”(以下簡(jiǎn)稱聯(lián)合體)負(fù)責(zé)施工組織的工程項(xiàng)目,項(xiàng)目對(duì)焊工技能水平要求很高。只有考取聯(lián)合體頒發(fā)的焊工資格證,才有資格參加項(xiàng)目焊接施工。通過經(jīng)驗(yàn)總結(jié),我公司赴伊焊工基本都順利取得聯(lián)合體頒發(fā)的焊工資格證,項(xiàng)目部焊工整體操作技能水平也有了很大幅度提高,現(xiàn)場(chǎng)管道焊接一次合格率始終保持在99%以上。為了能夠更好總結(jié)伊朗焊工考試的經(jīng)驗(yàn),提高公司對(duì)赴國(guó)外焊工技能培訓(xùn)、考核的針對(duì)性,我們將伊朗焊工考試的相關(guān)內(nèi)容、要求及考試步驟編寫成樣板,力求為公司今后的焊工管理工作提供有益的借鑒。
考試準(zhǔn)備 考試步驟 焊接 經(jīng)驗(yàn)總結(jié)
1 考試準(zhǔn)備
1.1 考試項(xiàng)目
伊朗聯(lián)合體焊工考試項(xiàng)目共分為3個(gè)大項(xiàng),6個(gè)小項(xiàng),如表1所示:
1.2 考試申請(qǐng)
由項(xiàng)目部根據(jù)焊工應(yīng)試項(xiàng)目填寫焊工考試申請(qǐng),并于考試前一天報(bào)送聯(lián)合體焊接考試中心,根據(jù)不同的焊工資格覆蓋范圍,領(lǐng)取考試試件,試件均采用單邊V型30°坡口。
1.3 試件清理
試件領(lǐng)取后,須清理坡口表面內(nèi)外20mm范圍內(nèi)清除油、鐵銹及污漬,由于要求采用無高頻氬弧打底焊,試件坡口需保留0.5~1mm的鈍邊,以防止穿絲、穿瘤,保證焊縫根部成形。
1.4 試件對(duì)口點(diǎn)固
(1)Φ168×7.11mm管口點(diǎn)固時(shí)焊縫間隙3.5~4.5mm,且不允許直接點(diǎn)固焊縫坡口,而要求采用搭橋點(diǎn)固。點(diǎn)固點(diǎn)不得超過3點(diǎn),長(zhǎng)度不超過20mm。點(diǎn)固時(shí)可采用與母材材質(zhì)相同的金屬嵌入焊縫進(jìn)行點(diǎn)固,以防打底焊時(shí)收縮量大,導(dǎo)致其他位置焊縫間隙收縮變小,形成未熔合、內(nèi)凹等焊接缺陷。
(2)Φ22×3.73mm管[0]口可直接采用搭橋點(diǎn)固1點(diǎn)即可,間隙3~3.5mm,如圖1所示。1.5其它要求


表1 伊朗聯(lián)合體焊工考試項(xiàng)目及覆蓋范圍
(1)考試焊工統(tǒng)一著裝,自帶電焊帽、電焊手套、防護(hù)眼鏡等。
(2)考試焊工于規(guī)定考試時(shí)間之前10min,攜帶試件到達(dá)焊工考試中心。
2 考試步驟
2.1 試件固定
(1)進(jìn)入考試中心后,伊朗焊接工程師對(duì)焊工點(diǎn)固試件進(jìn)行檢查,檢查內(nèi)容包括試件的鈍邊,間隙,點(diǎn)固點(diǎn)等。合格后由管理人員指定考試工位。
(2)管理人員負(fù)責(zé)給每位焊工配備砂輪機(jī)、鋼絲刷、鋼銼等工具。試件由其管理人員協(xié)助按照考試要求點(diǎn)固到試件架子上,6點(diǎn)仰焊位不得有點(diǎn)固點(diǎn)。試件固定完成后管理人員發(fā)放打底焊絲。
(3)焊工應(yīng)注意焊機(jī)極性,檢查氬氣流量。考試中心所配備焊機(jī)是伊朗國(guó)產(chǎn)焊機(jī),比較笨重,每臺(tái)焊機(jī)配備電流調(diào)節(jié)手柄,主要性能與國(guó)內(nèi)焊機(jī)相比大同小異。雖然伊朗焊機(jī)是無高頻引弧,但起弧電流較小,不易燒損鎢極。
2.2 試件打底
(1)焊工準(zhǔn)備工作就緒,在收到焊接工程師指令后,方可開始正式焊接操作(合金鋼坡口先預(yù)熱加溫至150~200℃后,立即進(jìn)行焊接),打底焊接使用直徑Φ2.4mm焊絲。
(2)碳鋼材質(zhì)打底焊接比較容易,電流一般控制在105~125A范圍;合金鋼材質(zhì)打底焊接電流一般控制在105~110A范圍,要求預(yù)熱后立即施焊。由于合金鋼鐵水流動(dòng)性較差,容易產(chǎn)生內(nèi)凹、穿絲,應(yīng)在起弧處即保證鐵水高于母材;不銹鋼材質(zhì)打底焊前,試件兩端用海綿封堵,坡口間隙用紙膠帶纏牢之后充氬。待內(nèi)部氣體置換完畢后開始打底。打底時(shí)電流一般控制在95~110A,要注意熔池形狀、溫度,避免形成“下細(xì)上粗”的蛇尾形根部焊縫。
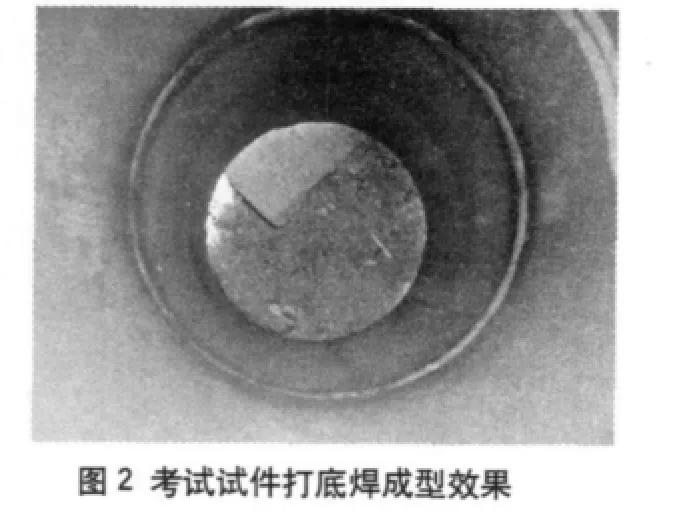
(3)6G位置焊縫打底焊接時(shí)應(yīng)從6點(diǎn)位起弧,采用“內(nèi)填絲”方法,防止仰臉焊縫出現(xiàn)內(nèi)凹,打底過程送絲要平穩(wěn)、均勻。打底過程中,堅(jiān)決避免穿絲、穿瘤;根部打底焊縫要求成形均勻,且高于母材1~2mm。[0]
(4)焊接到點(diǎn)固點(diǎn)需切除點(diǎn)固點(diǎn)時(shí),要注意不要母材及坡口鈍邊,否則焊接時(shí)容易形成塌陷和焊瘤。
(5)對(duì)于Φ22×3.73mm試件使用直徑為Φ2.0mm焊絲。打底時(shí)在保證根部焊縫高于母材的同時(shí)兼顧焊縫外側(cè),盡量填平。焊接時(shí)采用連送絲,注意控制熔池溫度,防止過燒。合金鋼材質(zhì)需預(yù)熱。不銹鋼材質(zhì)內(nèi)部需充氬。
(6)打底過程中,焊接工程師將隨時(shí)巡檢,如發(fā)現(xiàn)焊工打底出現(xiàn)明顯缺陷,則要求焊工立即停止焊接考試、清除考場(chǎng)。打底完成后,焊接工程師將進(jìn)行檢查,確認(rèn)合格后方可進(jìn)行填充。
2.3 試件填充
(1)焊接工程師確認(rèn)打底合格后,由其管理人員發(fā)放填充用Φ2.5mm焊條。
(2)碳鋼材質(zhì)填充時(shí),要注意電流不宜過大,以防燒穿,焊接電流一般控制在75~85A;合金鋼材質(zhì)填充時(shí),要控制層間溫度,打底完成后立即進(jìn)行填充焊接,由于試件溫度較高、故焊接電流比碳鋼材質(zhì)較小,一般控制在75~80A,且在熄弧前,注意打幾下滅弧,將胡坑填滿,減少形成熔池?zé)崃鸭y的機(jī)率;不銹鋼材質(zhì)填充時(shí)采用滅弧焊,焊接電流稍大,一般控制在80~90A。
(3)填充要注意盡量使填充層與母材齊平,以利于蓋面。
(4)填充過程中可使用鋼絲輪清除藥皮、焊渣、飛濺。填充完畢后,通知焊接工程師進(jìn)行檢查,經(jīng)確認(rèn)合格后方可進(jìn)行蓋面。
2.4 試件蓋面
(1)填充完成后,管理人員發(fā)放Φ3.2mm焊條。
(2)碳鋼材質(zhì)蓋面使用的E7018焊條為伊朗自產(chǎn)焊條,鐵水稀稠、操作難度大、易形成焊縫咬邊和下墜的特點(diǎn),故焊接過程中格外注意控制熔池形狀,焊接電流一般控制在100~110A;合金鋼材質(zhì)蓋面使用的E8018-B2焊條為瑞典ESAB公司生產(chǎn),具有焊縫成形好、易于操作、焊接性能良好的特點(diǎn),焊工容易操作,焊接電流一般控制在105~115A;不銹鋼材質(zhì)蓋面使用的E308L-17焊條為美國(guó)LINCOLN公司生產(chǎn),焊接性能較好,蓋面時(shí)采用滅弧法,電流一般控制在100~120A。焊接時(shí)注意控制熔池形狀,避免產(chǎn)生夾渣。
(3)蓋面時(shí)可采用斜拉直上式走法,擺動(dòng)幅度不宜過大,注意電弧在熔池兩側(cè)稍微停頓,熔池中間過度要快,有利于克服和減少咬邊。
(4)6點(diǎn)位置仰焊接頭修磨時(shí),一定注意不要破壞原始坡口。[0]同時(shí),注意控制熔池高度形狀,防止接頭過高和出現(xiàn)接頭內(nèi)凹或未熔合。
(5)對(duì)于Φ22×3.73mm規(guī)格試件采用Φ2.4mm焊絲,氬弧焊蓋面,焊接電流一般控制在75~80A。
(6)蓋面完成后將試件從支架上取下,并用鋼絲輪將焊縫打磨光亮,用鋼絲刷將根部焊縫氧化皮清理干凈,禁止使用砂輪或銼刀對(duì)焊縫進(jìn)行修磨。試件清理完畢后放置到指定位置待檢。
2.5 試件檢查
(1)試件外觀、RT檢查標(biāo)準(zhǔn)執(zhí)行的是美國(guó)國(guó)家標(biāo)準(zhǔn)學(xué)會(huì)ANSI B31.3 TABLE 341.3.2中的相關(guān)內(nèi)容和要求,與國(guó)內(nèi)相關(guān)外觀檢查標(biāo)準(zhǔn)內(nèi)容和要求基本相同。
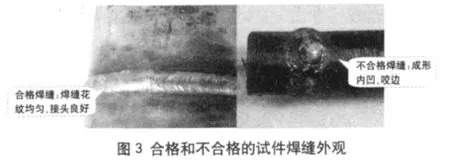
(2)由考試中心焊接工程師對(duì)試件進(jìn)行外觀檢查。試件根部焊縫不允許出現(xiàn)內(nèi)凹、未熔合、穿絲、下塌等缺陷,外部焊縫不允許出現(xiàn)氣孔、焊瘤、未熔合、明顯咬邊、焊縫彎曲、焊縫成形不規(guī)則、寬度不均勻、余高超高等缺陷。以上缺陷中“穿絲、未熔合、氣孔、重熔”為“原則性缺陷”,一旦出現(xiàn)此類缺陷,試件當(dāng)即作廢。其余缺陷由焊接工程師視其出現(xiàn)點(diǎn)數(shù)、輕重程度,當(dāng)即作出合格與否的判定。對(duì)于Φ22×3.73mm規(guī)格試件,檢查前需用砂輪將其從距焊縫30~40mm處切斷,便于焊接工程師目視檢查其根部焊縫成形情況。
(3)被判定合格試件,需將焊工姓名、焊工號(hào)(若有)、材質(zhì)類別等信息,用白色記號(hào)筆標(biāo)注在試件上。
(4)通過外觀檢查的試件當(dāng)天被送往聯(lián)合體無損檢測(cè)中心RT探傷檢測(cè),一般1d左右向考試中心出具正式RT探傷檢測(cè)報(bào)告。
(5)考試中心在接到試件RT探傷檢測(cè)合格報(bào)告后1d時(shí)間內(nèi)制作出焊工資格證,由焊工所在單位考試負(fù)責(zé)人簽字領(lǐng)取。
3 經(jīng)驗(yàn)總結(jié)
從考試情況來看,應(yīng)試焊工首先必須具備相應(yīng)的焊接水平,其次要詳細(xì)了解考試程序和規(guī)則,最后要有了良好的心理素質(zhì)。伊朗的評(píng)判標(biāo)準(zhǔn)明顯比國(guó)內(nèi)嚴(yán)格,不但重視焊縫RT質(zhì)量,對(duì)焊縫的外觀質(zhì)量同樣要求很高,這點(diǎn)不僅從焊工考試中可以看出來,從日常聯(lián)合體工程師對(duì)管道組對(duì)、焊接工程量的確認(rèn)上都可以看出伊朗現(xiàn)場(chǎng)對(duì)焊縫外觀質(zhì)量的高度重視。

國(guó)外施工出于對(duì)人體健康影響及環(huán)保考慮,現(xiàn)場(chǎng)焊機(jī)多采用“無高頻氬弧焊機(jī)”,所以赴國(guó)外焊工應(yīng)熟練掌握無高頻氬弧焊接特點(diǎn),焊接參數(shù)、焊接成型質(zhì)量控制。
國(guó)外焊工考試,注重對(duì)焊工全面素質(zhì)的考核,包括熟練掌握氬電聯(lián)焊,熟練掌握不同材質(zhì)的焊接。如果焊工僅掌握氬弧焊、手工電弧焊其中的一種焊接技能、或者只掌握某一種材質(zhì)的焊接,將極大的限制其考試項(xiàng)目,進(jìn)而限制其現(xiàn)場(chǎng)施焊范圍,影響項(xiàng)目部對(duì)焊工資源需求,不利于現(xiàn)場(chǎng)管道施工組織和人員協(xié)調(diào)。
伊朗焊工考試對(duì)于考試時(shí)間沒有硬性規(guī)定,焊工在保證焊接質(zhì)量的前提下,自己掌握焊接時(shí)間。這也是國(guó)外工程管理側(cè)重“質(zhì)量?jī)?yōu)先進(jìn)度”理念的一個(gè)具體表現(xiàn)。
綜上所述,國(guó)外焊工考試本身并不可怕,事實(shí)已經(jīng)證明,只要我們國(guó)內(nèi)焊工端正態(tài)度、勤學(xué)苦練、充分準(zhǔn)備,不但能順利通過國(guó)外焊工考試,而且焊接水平甚至能夠趕超伊朗焊工,最重要的——這也是每名國(guó)內(nèi)焊工自身成長(zhǎng)、提高難得的機(jī)會(huì),今天的努力不但為焊工個(gè)人下次順利赴國(guó)外施工、更為公司開拓海外市場(chǎng)戰(zhàn)略目標(biāo)的實(shí)現(xiàn),奠定了堅(jiān)實(shí)的基礎(chǔ)。
TG4
B
1672-9323(2011)01-0077-03
2010-12-10)
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07