哈氏合金B3工藝管道的焊接
2011-09-24 01:32:26鮑廣東
石油化工建設 2011年1期
關鍵詞:焊縫
鮑廣東
中國化學工程第三建設有限公司 安徽淮南 232000
哈氏合金B3工藝管道的焊接
鮑廣東
中國化學工程第三建設有限公司 安徽淮南 232000
1 哈氏合金B3簡介
在江蘇張家港一德資項目中,我公司遇到哈氏合金B3工藝管道的安裝施工,其管道內介質為沸騰狀高濃度的鹽酸。由于哈氏合金B3合金管道是一種新材料,在國內沒有成熟的焊接工藝和較為完整的施工經驗。我們查閱了大量資料,做了焊接工藝評定,對焊接人員進行了培訓,最后地順利地完成了該項目的施工。
哈氏合金B3(以下簡稱B3合金)是哈氏合金系列產品的一個品種,哈氏合金屬于鎳基合金,英文名稱為Hastelloy,是美國Haynes International Inc公司的一個商標,哈氏合金主要可分為 B、C、D、G、N、X、HR 等系列,均以耐腐蝕、抗高溫或同時具備以上兩種特性為主要特點的材料。其中B系列合金是鎳鉬合金,主要針對還原環境,其中B3合金是二十世紀九十年代開發出來產品,針對先前開發的哈氏合金B2的弱點,在化學成分做了調整,它的熱穩定性、耐腐蝕性比哈氏合金B2有了大幅度地提高。
B3合金的標準化學成分,重量百分比如下[1]:

在室溫下B3合金的密度是9.22×103kg/m3,比鋼鐵的密度稍大;B3合金的熔化溫度區間為1370~1418℃。
B3合金對于任何溫度和濃度的鹽酸都有極好的抗腐蝕性,凡使用鹽酸介質場合,B3合金管道及容器均可適用。同時它對于硫酸、乙酸、蟻酸、磷酸及其它不具有氧化性的介質也具有良好的抗腐蝕性,而且它的熱穩定性非常良好。B3合金對點腐蝕、應力腐蝕開裂、刀狀腐蝕和焊接的熱影響區的腐蝕等均有很高的抵抗能力。
2 哈氏合金B3的焊接特性
B3合金和其它鎳基合金一樣,熔化后很粘。這與鎳金屬本身特性,即導熱系數大、固液相溫度區間小、液態金屬黏度大、流動性差有關[2]。B3合金熔化區間是1370~1418℃,比較小,液態焊縫金屬流動性差,不容易流動和潤濕側邊,需要小心操作電弧和焊材。另外由于焊接金屬的“粘性”,B3合金要比典型的碳鋼和不銹鋼難焊透,由于這種“低穿透”的特性,增大了熔融不完全的可能性。
3 哈氏合金B3焊接工藝評定
3.1 焊材的選擇
由于B3合金材料開發較晚,引進我國還是近幾年的事,我國的相關規范上有一些哈氏合金焊材的標準,還沒有B3合金焊材的標準和介紹。
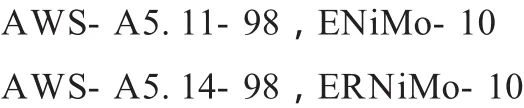
我們查閱了美國焊接協會規范AWS中有兩個關于B3合金焊接材料的標準[3.4],采用的焊條和焊絲分別是:
Hanyes Internatioal可以提供的直焊絲規格如下[5]:
直焊絲 1.6mm(0.062in),2.4mm(0.094in),3.2mm(0.125in)
3.2 母材和焊接位置的選擇
我們現場截取一段Φ114.3×2.4mm管道,600mm長,作為評定的母材,采用坡口對接焊縫試件,具有“覆蓋性”較好地45°固定向上焊(6G)位置[6]。
3.3 焊接坡口的設計
對B3合金的對焊坡口,宜采用“大坡口”,本實驗用母材較薄,未做坡口處理,根部間距為2mm。
3.4 焊接方法
我們采用的是手工鎢極氣體保護弧焊(GTAW),焊機電源配備高頻啟動,為了提高電弧的穩定性,在工件上形成窄而深的熔池,來盡量減弱焊接B3合金的“粘性”,電極極性是直流正接(DCEN)。鎢極直徑為1.6/2.4mm,電流為50~95A,電壓為9~12V。焊接實驗在室內,溫度為8℃,濕度為60%,熔敷焊縫厚度為3mm,層間溫度為60~80℃。
3.5 保護氣體
手工GTAW焊接B3合金時選用焊接級99.996%或以上的高純氬氣,當采用全氬氣保護時氬氣流速約為11.8~14.2L/min;采用氬氫混合保護氣體時,氫氣的含量要控制在15%以下,可提高電弧的溫度,增加熔透能力,提高焊接速度,防止咬邊,另外,氫氣具有還原作用,可防止CO氣孔的形成,也非常適合焊接B3合金管道,但考慮氫氬混合保護氣體的使用成本很高,我們采用的是全氬氣保護氣。
3.6 射線探傷
焊接完成后,按照GB3323-2005《金屬熔化焊焊接接頭射線照相》,對試驗B3合金管道環縫采用雙壁單影透照法進行X射線探傷,定區選取缺陷最嚴重的10×10mm的部位,沒有發現裂紋、未熔合、未焊透等缺陷,但X光片最大圓形缺陷點數為3個,可以評為II級合格[7]。
3.7 彎曲及拉伸試驗
X射線探傷合格后,按照GB/T 2651-2008《焊接接頭拉伸試驗方法》,并參照GB/T228-2002《金屬材料室溫拉伸試驗方法》對B3合金焊接接頭進行了拉伸試驗,按照GB232-1999《金屬材料彎曲試驗方法》,并參照ASME第IX卷標準對B3合金焊接接頭進行了彎曲試驗。
彎曲試驗用的試驗分為四組,分別為面彎兩組,背彎兩組。彎曲試驗試樣長度為152mm,寬度為38mm,彎曲直徑均為試件B3合金管道厚度的四倍,即9.6mm,接頭處按照ASME標準進行了打磨處理。實驗報告如下表,可見實驗結果達到了要求。
4 現場B3合金工藝管道施工注意事項
4.1 B3合金的切割和打磨
焊接區域的準備對焊接抗腐蝕鎳基合金來說非常重要,B3合金也是一樣。B3合金可以使用等離子切割/刨,機加工,打磨等方法,一定要在焊接前把切割的邊界區域清理干凈,達到光亮程度,打磨時應采用專用的有一定導熱性的80粒度碳化硅磨片砂輪,也可采用打磨奧氏體不銹鋼的專用增強樹脂砂輪進行打磨,以提高清理的質量和效率。
除了焊接角坡口,在焊接區域上表面和下表面(正面和根部)都要用磨片砂輪磨出25mm寬度的金屬光澤區域,對B3合金管道來說,需要角向磨光機和內磨頭來打磨管道焊接區域的內表面。如果表面的銹垢不除去,焊接金屬就會和銹垢連在一起造成母材底部開裂,焊接和相鄰區域在焊接之前必須徹底清潔。
4.2 B3合金的焊口清理
所有的油脂,粉筆印,機加工溶液,腐蝕產品,顏料,銹垢,探傷染料及其它雜物都必須被徹底清除。焊縫每側清理區域向外延伸50mm,包括鈍邊和坡口。
B3合金焊口區域按照被清理物質的種類可以采用不同的清理方法。車間污物、油脂可用蒸汽脫脂或用丙酮及其他溶液去除;對于不溶于脫脂劑的漆和其它雜物,可用氯甲烷、堿等合成劑清洗,標志墨水一般用甲醇清洗。由于毒性因素,應盡量不用四氯化碳和二氯乙烷清洗,被壓入焊件表面的雜質,可用磨削、噴丸或鹽酸溶液(10%體積比)清洗并用清水洗凈。
4.3 焊接要點
由于B3合金熔化區間小,液態金屬流動性差,“低穿透”等特點,需要采用小線能量、快速焊,適當稍稍增大電流來增加熔深,解決熔池“粘性”問題,同時,通過增大母材坡口角度和焊工的合理操作,盡量不擺動或稍擺動來解決液態焊縫金屬流動性差,不容易流動和潤濕側邊等問題。
焊槍在焊接時要盡量垂直于焊件,采用窄的焊道,只用剛剛夠的電流熔化基體金屬和焊材就可以了。在焊接中,焊絲端部一定要在保護氣中,防止氧化和由此造成的焊縫金屬污染。焊接過程熔池要保持平靜,避免焊絲攪動熔池。焊絲應在熔池的前端進入熔池,以避免接觸鎢極。下圖1是現場焊接圖。
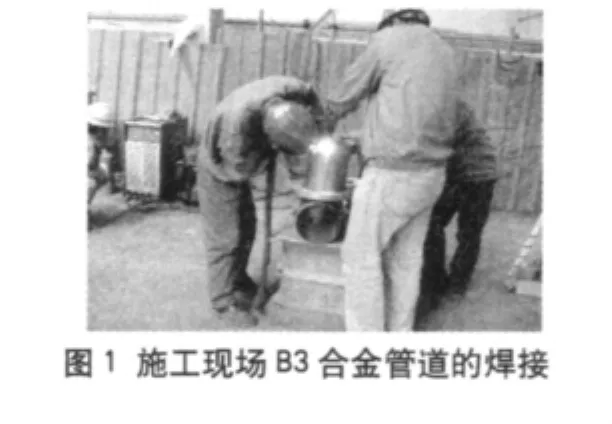

表1 彎曲拉伸試驗報告
焊工在控制填充材料(焊條、焊絲)加入焊接熔池時,必須盡量減少焊接材料對母材地稀釋。
4.4 焊接場地的要求
B3合金管道應避免與碳鋼、銅金屬的接觸,需要采取一定措施來隔離。在施工現場最好要把B3合金管道單獨劃分一片區域,四周封閉,地面硬化后,再鋪上木板,配備培訓后訓練有素的合格焊工,單獨作業。
5 B3合金的焊接坡口
B3合金根據管道厚度的不同有三種形式[8]如下圖2,具體間距、厚度和夾角如下表2。
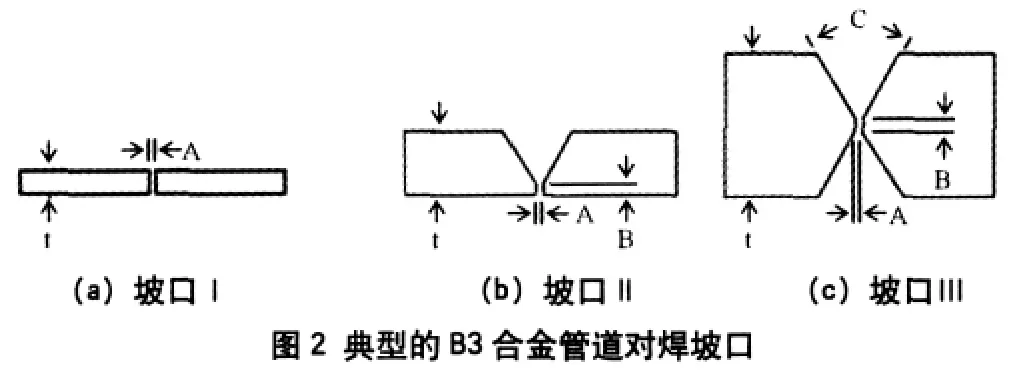
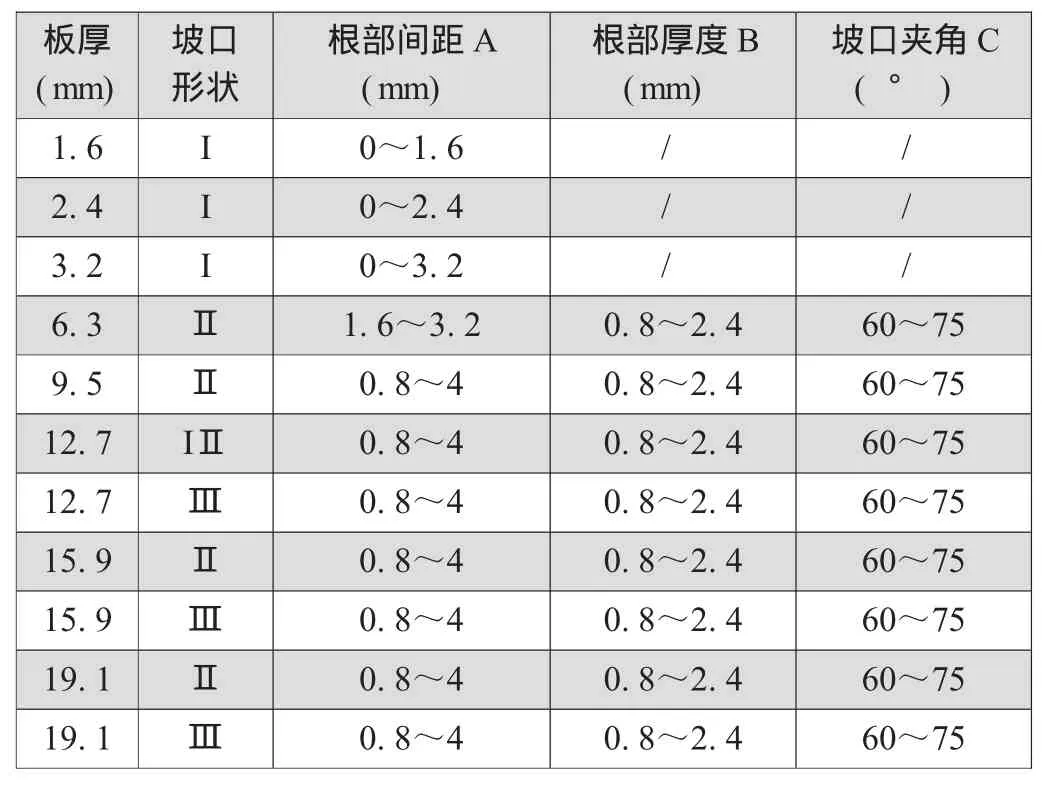
表2 B3合金管道對焊坡口設計
6 B3合金的焊接工藝參數
焊接參數如下表3。
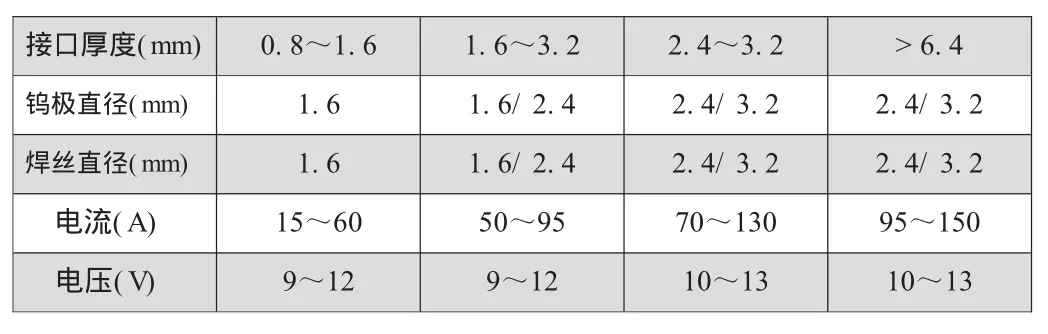
表3 B3合金鎢極氣體保護焊(GTAW)焊接參數
7 結語
在此項目中,我們共計焊接B3合金管道114.3m,共221道焊口,1587DB,焊后合格率為100%,得到了外商的高度評價。
1 H-2104a Hastelloy B-3 Alloy Brochure Haynes International.Corrosion-Resistant Alloys Hastelloy B-3 Alloy,1995.
2 廖翼祥,陳文瑋,李鵬.NI200純鎳管道的焊接.化工建設工程[J],2004(24):P30-31.
3 AWS A5.11 Specification for Nickel and Nickel-Alloy Welding Electrodes For Shielded Metal Arc Welding November 6,1997.
4 AWS A5.14/A5.14M.ACTV Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods,Deceber 8,1997.
5 H2112 Haynes International High Performance Alloys.Technical Information Hastelloy B-3 alloy Welding Data,1998.
6 鍋爐壓力容器壓力管道焊工考試與管理規則,國家質量監督檢驗檢疫總局,2002.
7 JB/T4372.2-2005.承壓設備無損檢測.國家改革和發展委員會發布,2005.
8 H2010F Fabrication Of Hastelloy And Corrosion-Resistant Alloys.Haynes International Inc,2003.
TG4
B
1672-9323(2011)01-0059-03
2010-10-07)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07