車銑復(fù)合加工中心中的鎖緊及鎖緊力計(jì)算*
2011-09-26 09:30:46顏克輝孔祥志羅志久
制造技術(shù)與機(jī)床 2011年8期
顏克輝 孔祥志 李 焱 羅志久 李 鵬
(沈陽機(jī)床設(shè)計(jì)研究院,遼寧沈陽 110142)
車銑復(fù)合加工中心屬于五軸聯(lián)動(dòng)機(jī)床,其至少有3個(gè)線性伺服軸和2個(gè)回轉(zhuǎn)伺服軸(即X/Y/Z軸和B/C軸),以及夾持刀具的動(dòng)力主軸,其中B軸、C軸和動(dòng)力主軸均需要有鎖緊。
1 C軸鎖緊及其鎖緊力計(jì)算
C軸,即繞工件主軸旋轉(zhuǎn)的伺服軸,是具有分度定位和聯(lián)動(dòng)功能的工件回轉(zhuǎn)軸。當(dāng)工件需要在某一角度進(jìn)行鉆孔、攻絲、銑槽或銑平面加工時(shí),需要用C軸的分度定位功能,并要求在分度定位后能進(jìn)行鎖緊,否則切削力會(huì)引起振動(dòng)或位移而影響加工精度。
C軸的鎖緊位置分為前鎖緊和后鎖緊,二者各有利弊。前鎖緊是鎖緊機(jī)構(gòu)放在主軸前軸承的前端,后鎖緊是鎖緊機(jī)構(gòu)放在主軸的后端。由于前鎖緊的鎖緊位置距離加工位置較近,在分度后的定向銑削、鉆孔加工中,前鎖緊的系統(tǒng)剛性較好,不易產(chǎn)生振動(dòng)和扭曲。但前鎖緊的主軸懸伸長(zhǎng),致使車削剛性減弱;同時(shí),前鎖緊的裝配調(diào)整沒有后鎖緊方便,這是前鎖緊的不利之處。
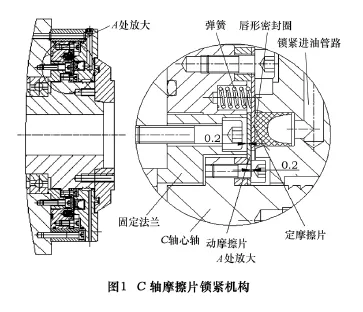
在我公司設(shè)計(jì)的一款車銑復(fù)合加工中心上,C軸采用的是摩擦片式的前鎖緊。圖1中,唇型密封圈和定摩擦片把合在固定法蘭上,動(dòng)摩擦片與C軸心軸把合在一起,動(dòng)摩擦片與固定法蘭之間預(yù)留0.2 mm間隙,定摩擦片與動(dòng)摩擦片之間也預(yù)留0.2 mm間隙。當(dāng)唇型密封圈的U型腔通過鎖緊進(jìn)油管路進(jìn)壓力油時(shí),油壓通過唇型密封圈使定摩擦片和動(dòng)摩擦片以及動(dòng)摩擦片和固定法蘭之間間隙消除并產(chǎn)生摩擦力,使C軸心軸與固定法蘭鎖在一起,完成C軸的鎖緊。當(dāng)不給壓力時(shí),摩擦片靠自身的彈性和彈簧的彈力恢復(fù)到初始位置。摩擦片的材料選用65Mn,該材料適宜制造較大尺寸的各種扁、圓彈簧,發(fā)條,以及其他經(jīng)受摩擦的零件[1]。

上述摩擦片鎖緊機(jī)構(gòu)的鎖緊力矩計(jì)算為式中:T為鎖緊扭矩,N·m;D為唇形密封圈外徑,mm;d為唇形密封圈內(nèi)徑,mm;u為摩擦系數(shù),一般取0.1 ~0.15[1];P 為鎖緊進(jìn)油管路的壓力,MPa。
2 B軸鎖緊及其鎖緊力計(jì)算
B軸,即為繞Y軸旋轉(zhuǎn)的伺服軸,是具有分度定位和聯(lián)動(dòng)功能的刀具回轉(zhuǎn)軸。當(dāng)工件需要車削、鏜孔或者在某一角度進(jìn)行鉆孔、攻絲、銑槽或銑平面加工時(shí),需要用B軸的分度定位功能,并要求在分度定位后能進(jìn)行鎖緊,否則切削力會(huì)引起振動(dòng)或位移而影響加工精度。
B軸一般有兩套鎖緊機(jī)構(gòu)。一套是固定角度鎖緊(一般為2.5°或5°的整數(shù)倍),另一套是任意角度鎖緊。固定角度鎖緊是為了滿足在指定角度平面強(qiáng)力銑削或定向結(jié)構(gòu)的要求(車削或鏜孔)。任意角度鎖緊是為了實(shí)現(xiàn)任意角度的定向加工要求。
第一,企業(yè)審計(jì)人員一旦發(fā)現(xiàn)被審計(jì)企業(yè)存在違規(guī)違法行為,要對(duì)此進(jìn)行明確界定,根據(jù)客觀事實(shí)來公平合理地劃分責(zé)任。
固定角度鎖緊一般采用三片式端齒盤(簡(jiǎn)稱三齒盤或者鼠牙盤)鎖緊,其鎖緊扭矩大且可靠,可實(shí)現(xiàn)B軸的高剛度和高定位精度。
三齒盤鎖緊機(jī)構(gòu)具有以下優(yōu)點(diǎn)[2-3]:

(2)精度重復(fù)性和持久性好。由于工作時(shí)齒盤在不斷對(duì)研,因此使用越久,分度精度的重復(fù)性和持久性也就越好,而且精度有可能提高。
(3)高剛性。當(dāng)凹齒與凸齒嚙合在一起時(shí),齒間接觸面是均勻連續(xù)的,而且所有齒面同時(shí)參加嚙合,接觸面積大,因此能承受較高的載荷而且具有很高的剛性。
(4)結(jié)構(gòu)緊湊,維護(hù)簡(jiǎn)便。如果三齒盤放在B軸軸承前端,則鎖緊位置離刀具較近,在進(jìn)行車削、鏜孔和定角度銑削時(shí)刀具系統(tǒng)整體剛性好,對(duì)加工有利。由于結(jié)構(gòu)的限制,此時(shí)的裝配調(diào)整可能不是很方便;同時(shí),相對(duì)于三齒盤放在后面的結(jié)構(gòu),軸承在B軸中的位置略有靠后,但是對(duì)于采用徑向、軸向均高剛性混合軸承的B軸的整體剛性幾乎沒有影響。尤其是對(duì)于車銑復(fù)合加工中心,這樣以車為主,同時(shí)2.5°或5°的整數(shù)倍定角度加工較多的機(jī)床來講,高的刀具系統(tǒng)剛性和高定位精度尤為重要,所以在B軸設(shè)計(jì)中,應(yīng)盡可能地將三齒盤機(jī)構(gòu)布置在B軸的前端。

在我廠設(shè)計(jì)的一款車銑復(fù)合加工中心上,其B軸固定角度鎖緊采用的就是三齒盤鎖緊機(jī)構(gòu),其處在B軸軸承前端(圖2)。圖2中動(dòng)齒盤與B軸心軸固定在一起,定齒盤與Y軸滑枕固定在一起,當(dāng)鎖緊進(jìn)油管路有壓力油時(shí),鎖緊齒盤向左移動(dòng)與動(dòng)齒盤、定齒盤嚙合,實(shí)現(xiàn)B軸鎖緊;當(dāng)脫開進(jìn)油管路有壓力油時(shí),鎖緊齒盤向右移動(dòng)與動(dòng)齒盤、定齒盤脫離嚙合,B軸被釋放。為了保護(hù)齒盤等零部件,此鎖緊機(jī)構(gòu)需要有嚙合與脫開的檢測(cè)裝置,以防止誤認(rèn)為鎖緊齒盤已到位時(shí)進(jìn)行的操作。
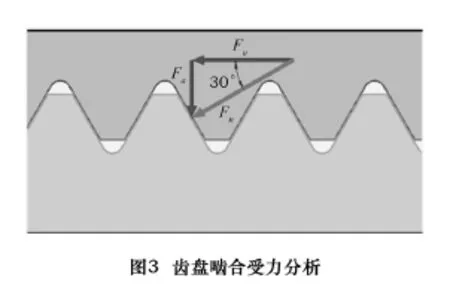
三齒盤的齒形角通常有40°、60°和90°等幾種,其中60°最常用。下面以60°齒形角為例,對(duì)上述三齒盤鎖緊機(jī)構(gòu)的鎖緊扭矩進(jìn)行計(jì)算,齒盤嚙合處受力如圖3[4]:
定齒盤所產(chǎn)生的軸向力:Fa1=Fu1tan30°
動(dòng)齒盤所產(chǎn)生的軸向力:Fa2=Fu2tan30°
考慮安全系數(shù)后所需要的鎖緊軸向力:Fa=f(Fa1+Fa2)
式中:T為三齒盤鎖緊機(jī)構(gòu)的鎖緊力矩,N·m;D1為定齒盤齒圈外徑,mm;d1為定齒盤齒圈內(nèi)徑,mm;D2為動(dòng)齒盤齒圈外徑,mm;d2為動(dòng)齒盤齒圈內(nèi)徑,mm;f為安全系數(shù),取1.8~3.0[4];P為鎖緊進(jìn)油管路壓力,MPa;D為鎖緊進(jìn)油管路腔外徑,mm;d為鎖緊進(jìn)油管路腔內(nèi)徑,mm。
由于三齒盤結(jié)構(gòu)只能實(shí)現(xiàn)有限角度鎖緊,任意角度的鎖緊必須用其他方式來實(shí)現(xiàn),此時(shí)的鎖緊機(jī)構(gòu)類似上述的C軸鎖緊機(jī)構(gòu),只不過需要的鎖緊扭矩不一樣。三齒盤機(jī)構(gòu)一般處在B軸前端,由于空間結(jié)構(gòu)的限制,此時(shí)任意角度鎖緊機(jī)構(gòu)只能處在B軸的中間或者后端,在進(jìn)行加工時(shí)剛性可能略差。
3 動(dòng)力主軸鎖緊及其鎖緊力計(jì)算
動(dòng)力主軸,即為車銑復(fù)合加工中心的銑削主軸,也就是刀具主軸。由于在車削過程中,車刀是非旋轉(zhuǎn)刀具,且需保證準(zhǔn)確的中心高,要求動(dòng)力主軸限制原有的旋轉(zhuǎn)自由度。由于車削過程中主軸受力較大,限制旋轉(zhuǎn)自由度的力相應(yīng)很大,這種限制只有通過機(jī)械方式實(shí)現(xiàn)。目前動(dòng)力主軸常用的鎖緊機(jī)構(gòu)為三齒盤鎖緊,其在車銑復(fù)合加工中心動(dòng)力主軸中的位置對(duì)加工性能有很大影響,通常有兩種形式。一種是裝在動(dòng)力主軸前軸承的前端。這樣鎖緊位置離刀尖點(diǎn)較近,鎖緊剛性好,對(duì)車削有利,尤其是對(duì)重切和振切;另外三齒盤的液壓夾緊機(jī)構(gòu)有消振作用,對(duì)長(zhǎng)刀桿切削有利。另一種是裝在動(dòng)力主軸前軸承的后端,這種形式在銑削時(shí),刀具受力點(diǎn)距主軸前軸承的距離短,有利于銑、鏜、鉆,對(duì)提高鏜、銑削剛度,提高表面加工質(zhì)量十分有利。三齒盤裝在動(dòng)力主軸前軸承前端,裝配相對(duì)容易;三齒盤裝在動(dòng)力主軸前軸承后端,裝配難度較大,且不利于維護(hù)[5]。
對(duì)于車銑復(fù)合加工中心這種以車為主的機(jī)床,應(yīng)盡可能地把三齒盤鎖緊機(jī)構(gòu)放在動(dòng)力主軸前軸承的前端,以有利于車削。動(dòng)力主軸的三齒盤鎖緊機(jī)構(gòu)與上述用于B軸定角度鎖緊的三齒盤鎖緊機(jī)構(gòu)基本相同;其鎖緊力的計(jì)算方法同B軸三齒盤鎖緊機(jī)構(gòu)的鎖緊力計(jì)算方法一樣,只不過鎖緊力大小不同。
4 結(jié)語
通過對(duì)車銑復(fù)合加工中心的C軸、B軸和動(dòng)力主軸鎖緊的特點(diǎn)和作用的分析,使讀者對(duì)于車銑復(fù)合加工中心上的鎖緊可以有一定的了解。同時(shí),對(duì)于其C軸和B軸任意角度鎖緊的摩擦片式鎖緊機(jī)構(gòu)以及B軸定角度鎖緊和動(dòng)力主軸鎖緊的三齒盤式鎖緊機(jī)構(gòu)進(jìn)行了簡(jiǎn)要介紹,并計(jì)算了相應(yīng)鎖緊力,為讀者在進(jìn)行相關(guān)機(jī)床設(shè)計(jì)時(shí)可以作為參考。
[1]成大先.機(jī)械設(shè)計(jì)手冊(cè)[M]4版.北京:化學(xué)工業(yè)出版社,2002.
[2]南歡,許春香.端齒盤的參數(shù)設(shè)計(jì)與應(yīng)用[J].機(jī)械傳動(dòng),2006,30(5):76-78.
[3]李業(yè)明,張紅軍,姚遠(yuǎn)大.功率機(jī)車驅(qū)動(dòng)系統(tǒng)聯(lián)軸器弧齒端齒盤結(jié)構(gòu)性能分析及參數(shù)優(yōu)化[J].鐵道機(jī)車車輛,2009,29(6):31 -33.
[4]福伊特公司的齒盤樣本[EB/OL].http:∥www.voithturbo.com.
[5]李憲凱.車銑復(fù)合機(jī)床五軸頭關(guān)鍵技術(shù)[J].設(shè)備管理與維修,2005(12):25-26.
