微型自動(dòng)化立體倉庫設(shè)計(jì)*
2011-09-26 09:30:52龔志遠(yuǎn)
制造技術(shù)與機(jī)床 2011年8期
關(guān)鍵詞:設(shè)計(jì)
龔志遠(yuǎn)
(華東交通大學(xué),江西南昌330013)
自動(dòng)化倉庫應(yīng)用范圍很廣,幾乎遍布所有行業(yè)。本設(shè)計(jì)的微型自動(dòng)化立體倉庫模型主要應(yīng)用于機(jī)械及自動(dòng)化等相關(guān)專業(yè)的實(shí)驗(yàn)教學(xué),使相關(guān)專業(yè)的學(xué)生了解自動(dòng)化立體倉庫的基本結(jié)構(gòu)、動(dòng)作原理及控制過程,了解電氣控制、PLC的相關(guān)應(yīng)用及通信實(shí)現(xiàn)的基本方法。掌握PLC的外圍電路設(shè)計(jì)、軟件設(shè)計(jì)流程等,也為自動(dòng)化立體倉庫的具體實(shí)施拓展了技術(shù)參考途徑。
1 微型立體倉庫機(jī)械系統(tǒng)設(shè)計(jì)
機(jī)械系統(tǒng)包括:堆垛機(jī)水平走行、升降、貨叉伸縮3個(gè)運(yùn)動(dòng)方向的機(jī)構(gòu)設(shè)計(jì),每個(gè)運(yùn)動(dòng)方向的機(jī)構(gòu)都包括滑動(dòng)絲桿螺母副設(shè)計(jì)、軸承的計(jì)算與選型、滑動(dòng)導(dǎo)軌的設(shè)計(jì)及計(jì)算校核、直流電動(dòng)機(jī)的計(jì)算選型和聯(lián)軸器的設(shè)計(jì)計(jì)算等。
設(shè)計(jì)中采用直流電動(dòng)機(jī)驅(qū)動(dòng)滑動(dòng)絲桿螺母副帶動(dòng)工作臺(tái)在導(dǎo)軌上做直線運(yùn)動(dòng),實(shí)現(xiàn)堆垛機(jī)水平走行距離為600 mm,移動(dòng)速度為10 m/min,升降機(jī)構(gòu)的升降距離為600 mm,移動(dòng)速度為5 m/min,貨叉伸縮機(jī)構(gòu)的伸縮距離為200 mm,移動(dòng)速度為3 m/min。根據(jù)物料重量及加減速初始條件,計(jì)算X、Y、Z三個(gè)方向分力,根據(jù)計(jì)算的折算轉(zhuǎn)矩和折算轉(zhuǎn)動(dòng)慣量,匹配3臺(tái)驅(qū)動(dòng)電動(dòng)機(jī)。計(jì)算為:


式中:Teq為折算轉(zhuǎn)矩;Fx為軸向力;L為絲杠導(dǎo)程;η為機(jī)械效率;Jeq為折算轉(zhuǎn)動(dòng)慣量;Jm、Js為電動(dòng)機(jī)及絲杠轉(zhuǎn)動(dòng)慣量;m為移動(dòng)部件質(zhì)量。
工程中常采用解析法計(jì)算出回轉(zhuǎn)體零件的轉(zhuǎn)動(dòng)慣量。
式中:d、B為回轉(zhuǎn)體直徑、寬度;γ、g為材料比重、重力加速度。
根據(jù)牛頓定理有:

式中:Tm為電動(dòng)機(jī)輸出轉(zhuǎn)矩;α為電動(dòng)機(jī)角加速度。
將式(1)、(2)代入式(3)可求出電動(dòng)機(jī)需輸出的理論轉(zhuǎn)矩。
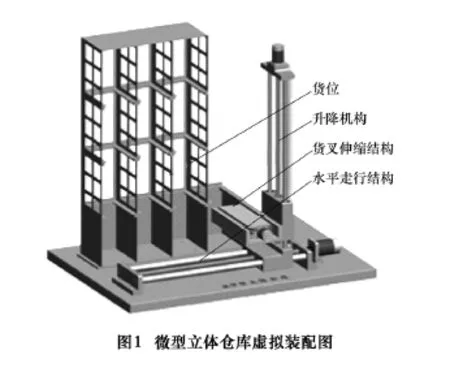
使用Pro/Engineer完成堆垛機(jī)零件三維實(shí)體建模后,進(jìn)行虛擬裝配以檢驗(yàn)總體結(jié)構(gòu)設(shè)計(jì)尺寸的合理性及各零部件干涉,如圖1所示。
2 PLC控制系統(tǒng)設(shè)計(jì)
(1)PLC接口電路
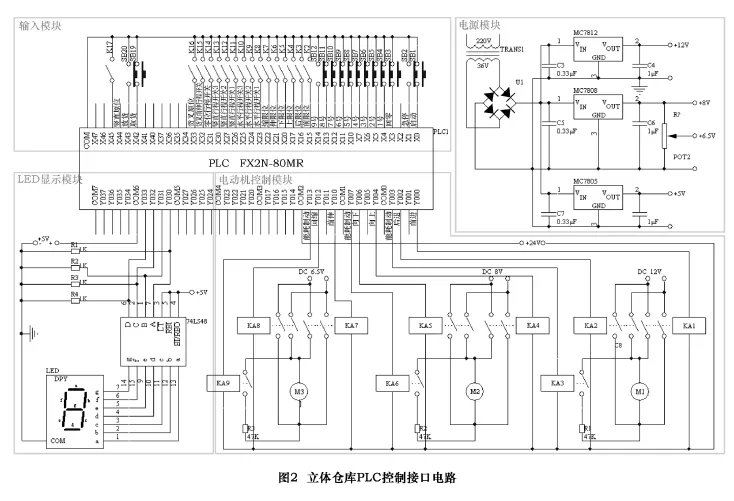
微型立體倉庫采用PLC控制。根據(jù)立體倉庫的動(dòng)作要求及I/O點(diǎn)數(shù)要求,選擇三菱FX2N型PLC,由此構(gòu)建微型立體倉庫的控制接口圖,如圖2所示。
輸入模塊:X0-X14和X42、X43為按鈕輸入,用于選擇貨位號(hào)和存取貨物操作,X15-X33為行程開關(guān)輸入,用于移動(dòng)部件的尋位、定位及超越控制,依靠移動(dòng)部件的觸發(fā)行程開關(guān),實(shí)現(xiàn)信號(hào)的開關(guān)量輸入。
輸出模塊:Y0-Y13為電動(dòng)機(jī)的轉(zhuǎn)動(dòng)和能耗制動(dòng)輸出,通過邏輯控制繼電器的通斷,把電壓加載到電樞繞組,實(shí)現(xiàn)電動(dòng)機(jī)的正反轉(zhuǎn)運(yùn)行。停止時(shí),控制相應(yīng)的繼電器閉合電樞回路,依靠電動(dòng)機(jī)的慣性轉(zhuǎn)動(dòng)產(chǎn)生感應(yīng)電流,實(shí)現(xiàn)能耗制動(dòng)。Y30-Y33為LED顯示輸出,顯示時(shí),74LS48譯碼器及外圍電路將PLC輸出的BCD碼開關(guān)量信號(hào),轉(zhuǎn)換成七段碼電平信號(hào)控制LED顯示貨位號(hào)。
電源模塊:將220 V交流電變壓成36 V交流電,經(jīng)過橋式整流成直流,再經(jīng)穩(wěn)壓輸出電路獲得可調(diào)的直流電供給3臺(tái)電動(dòng)機(jī)、LED數(shù)碼管及繼電器。
(2)PLC程序結(jié)構(gòu)
根據(jù)堆垛機(jī)的運(yùn)行邏輯,可采用PLC步進(jìn)順控編程方式,編寫狀態(tài)轉(zhuǎn)移圖及梯形圖。程序流程如圖3。
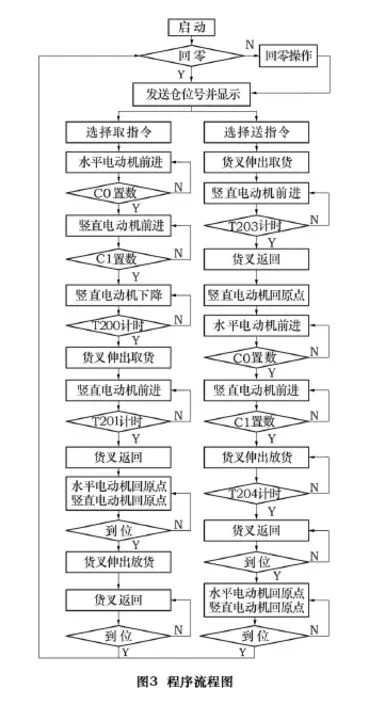
程序結(jié)構(gòu)采用選擇性的取和存分支與匯合方式,計(jì)數(shù)模式是堆垛機(jī)尋找貨位主要方法,在9個(gè)貨位中,X和Y向各布局3個(gè)行程開關(guān),貨位由X和Y向行程開關(guān)被觸發(fā)的次數(shù)確定。若選擇取貨指令時(shí),水平移動(dòng)電動(dòng)機(jī)驅(qū)動(dòng)移動(dòng)部件觸發(fā)行程開關(guān)達(dá)計(jì)數(shù)器C0設(shè)定值,制動(dòng)停止,轉(zhuǎn)成豎直電動(dòng)機(jī)驅(qū)動(dòng)移動(dòng)部件觸發(fā)行程開關(guān)達(dá)計(jì)數(shù)器C1設(shè)定值,制動(dòng)停止,轉(zhuǎn)成貨叉伸出,定時(shí)托起后回縮,移動(dòng)部件回原點(diǎn)位,將物料放置暫存臺(tái)。貨位定位與行程開關(guān)被觸發(fā)的次數(shù)如表1。
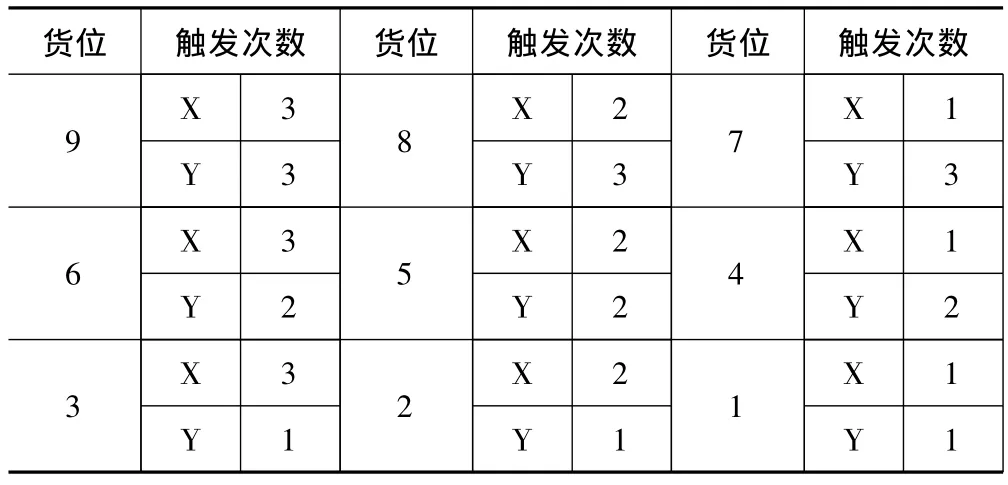
表1 貨位號(hào)與行程開關(guān)被觸發(fā)的次數(shù)表
程序中,X4-X14閉合將貨位號(hào)0-9傳輸?shù)紻0,利用區(qū)間比較。當(dāng)貨位號(hào)是1-3時(shí),將D0賦值給D10,將1賦值給D20;當(dāng)貨位號(hào)是4-6時(shí),將D0減3賦值給D10,將2賦值給D20;當(dāng)貨位號(hào)是7-9時(shí),將D0減6賦值給D10,將3賦值給D20。D10和D20存儲(chǔ)的數(shù)據(jù),是水平和豎直移動(dòng)部件觸發(fā)行程開關(guān)的計(jì)數(shù)器C0和C1設(shè)定值,以此可準(zhǔn)確指令電動(dòng)機(jī)轉(zhuǎn)動(dòng)的切換。
3 基于VB的控制軟件設(shè)計(jì)
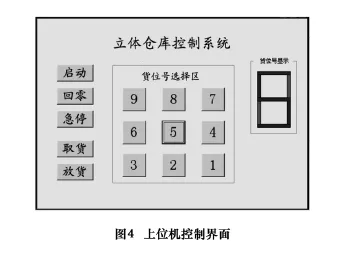
使用VB編程可設(shè)計(jì)立體倉庫的上位機(jī)控制界面,完成界面控件加載及屬性設(shè)置后,對各控件編寫代碼,通過代碼來定義控件的動(dòng)作的功能。控制界面包含貨位選擇、貨位顯示和操作控制區(qū)域。應(yīng)用VB串行通信的MSComm控件,按照FX2N通信協(xié)議編寫通信代碼,可實(shí)現(xiàn)各控件與PLC編程口的串行通信。強(qiáng)制通斷表2中PLC的輸入口。操作控件和PLC輸入對應(yīng)如表2所示。FXPLC通信協(xié)議如表3所示。表中:STX為開始標(biāo)志;ETX為結(jié)束標(biāo)志;CMD為通斷“7”和“8”的ASCⅡ碼;數(shù)據(jù)段為強(qiáng)制通斷PLC軟元件的計(jì)算地址,如本文中軟元件X實(shí)際地址為X0-X17,計(jì)算地址為0400~040F,X40-X57計(jì)算地址為0420~042F;SUMH、SUML為從CMD到ETX之間的各代碼的ASCII碼累加和的低兩位。
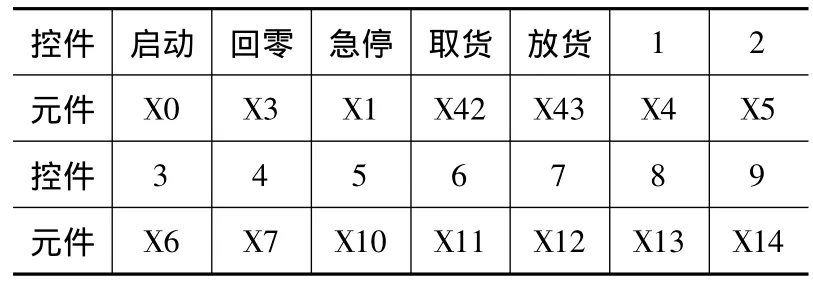
表2 操作控件和PLC輸入元件對應(yīng)表
上位機(jī)控制(圖4)是通過通信將貨位選擇、存取和啟動(dòng)等操作指令移植到PLC的軟元件X0-X14和X42-X43通斷上,由X42、X43選擇執(zhí)行取和存分枝流程。啟動(dòng)后,實(shí)現(xiàn)立體倉庫的動(dòng)作控制。

表3 FXPLC通信協(xié)議
4 結(jié)語
微型立體倉庫作為教學(xué)使用設(shè)備,定位誤差為2~3 mm,可以滿足教學(xué)要求,是一個(gè)典型的機(jī)電一體化產(chǎn)品設(shè)計(jì)。系統(tǒng)主要涵括機(jī)械、控制電路和軟件三大模塊。應(yīng)用Pro/Engineer三維實(shí)體建模和虛擬裝配,通過VB編制的控制軟件,按照FX2NPLC通訊協(xié)議,由PLC指令三軸電動(dòng)機(jī)動(dòng)作,實(shí)現(xiàn)取放貨。此設(shè)計(jì)具有機(jī)構(gòu)簡單,易于控制,維護(hù)方便等特點(diǎn)。為機(jī)電實(shí)驗(yàn)教學(xué)裝置規(guī)劃出一種經(jīng)濟(jì)型的解決方案。
[1]王紹勝,程俊廷.基于柔性制造系統(tǒng)自動(dòng)立體倉庫的過程控制研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2009(8):57-60.
[2]鄭玉巧,趙榮珍,劉軍.自動(dòng)化立體倉庫實(shí)驗(yàn)臺(tái)的設(shè)計(jì)[J].起重運(yùn)輸機(jī)械,2010(7):73-75.
[3]葉萍,PLC控制的立體倉庫教學(xué)模型[J].科技信息,2007(13):372-373.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
